
REF. 1010
SOFT: V01.0X
8055 TC
Bedienungsanleitung für das Selbststudium
CNC

Bei diesem Produkt wird der folgende Quellcode verwendet, dieser unterliegt den GPL-Lizenzbedingungen. Die
Anwendungenbusybox V0.60.2; dosfstools V2.9; linux-ftpd V0.17; ppp V2.4.0; utelnet V0.1.1. Die Bücherei grx V2.4.4. Der
Linux-Kernel V2.4.4. Das Ladegerät von Linux ppcboot V1.1.3. Wenn Sie wünschen, dass Ihnen eine Kopie auf CD
zugeschickt wird, senden Sie bitte 10,- Euro an Fagor Automation und geben Sie als Betreff Vorbereitungskosten und
Zusendung an.
Alle Rechte vorbehalten. Ohne ausdrückliche Genehmigung von Fagor Auto-
mation darf keinerlei Teil dieser Dokumentation in ein Datenwiederherstellungs-
system übertragen, darin gespeichert oder in irgendeine Sprache übersetzt
werden. Die nicht genehmigte ganze oder teilweise Vervielfältigung oder Benut-
zung der Software ist verboten.
Die in diesem Handbuch beschriebene Information kann aufgrund technischer
Veränderungen Änderungen unterliegen. Fagor Automation behält sich das
Recht vor, den Inhalt des Handbuchs zu modifizieren und ist nicht verpflichtet,
diese Änderungen bekannt zu geben.
Alle eingetragenen Schutz- und Handelsmarken, die in dieser Bedienungsvor-
schrift erscheinen, gehören ihren jeweiligen Eigentümern. Die Verwendung die-
ser Handelsmarken durch Dritte für ihre Zwecke kann die Rechte der Eigentümer
verletzen.
Es ist möglich, dass die CNC mehr Funktionen ausführen kann, als diejenigen,
die in der Begleitdokumentation beschrieben worden sind; jedoch übernimmt
Fagor Automation keine Gewährleistung für die Gültigkeit der besagten
Anwendungen. Deshalb muss man, außer wenn die ausdrückliche Erlaubnis von
Fagor Automation vorliegt, jede Anwendung der CNC, die nicht in der
Dokumentation aufgeführt wird, als "unmöglich" betrachten. FAGOR
AUTOMATION übernimmt keinerlei Haftung für Personenschäden und
physische oder materielle Schäden, die die CNC erleidet oder verursacht, wenn
die CNC auf verschiedene Weise als die in der entsprechende Dokumentation
benutzt wird.
Der Inhalt der Bedienungsvorschrift und ihre Gültigkeit für das beschriebene
Produkt sind gegenübergestellt worden. Noch immer ist es möglich, dass aus
Versehen irgendein Fehler gemacht wurde, und aus diesem Grunde wird keine
absolute Übereinstimmung garantiert. Es werden jedenfalls die im Dokument
enthaltenen Informationen regelmäßig überprüft, und die notwendigen
Korrekturen, die in einer späteren Ausgabe aufgenommen wurden, werden
vorgenommen. Wir danken Ihnen für Ihre Verbesserungsvorschläge.
Die beschriebenen Beispiele in dieser Bedienungsanleitung sollen das Lernen
erleichtern. Bevor die Maschine für industrielle Anwendungen eingesetzt wird,
muss sie entsprechend angepasst werden, und es muss außerdem
sichergestellt werden, dass die Sicherheitsvorschriften eingehalten werden.

Bedienungsanleitung für das Selbststudium
·TC· Option
REF. 1010
3
INDEX
KAPITEL 1 THEORETISCHE FRAGEN ZUR CNC-MASCHINE.
1.1 Maschinenachsen...................................................................................................... 7
1.2 Maschinennullpunkt und Werkstücknullpunkt............................................................ 8
1.3 Maschinenreferenzsuche. ......................................................................................... 9
1.4 Verfahrwegbegrenzungen. ...................................................................................... 10
1.5 Auswahl des Werkstücknullpunkts. ......................................................................... 11
1.6 Arbeitseinheiten....................................................................................................... 12
1.7 Spindeldrehzahl....................................................................................................... 13
KAPITEL 2 THEORETISCHE FRAGEN ZUM WERKZEUG.
2.1 Werkzeugwechsel. .................................................................................................. 17
2.2 Werkzeugtabellen.................................................................................................... 18
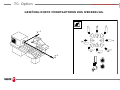
2.3 Eichung des Werkzeugs.......................................................................................... 25
KAPITEL 3 HANDPRAXIS.
3.1 Beschreibung des Arbeitsbildschirms und der Tastatur. ......................................... 31
3.1.1 Beschreibung der Tastatur .................................................................................. 32
3.1.2 Beschreibung des Standardbildschirms. ............................................................. 34
3.1.3 Beschreibung des Hilfsbildschirms...................................................................... 35
3.2 Maschinenreferenzsuche. ....................................................................................... 36
3.3 Spindel. ................................................................................................................... 37
3.3.1 Geschwindigkeitsbereiche. .................................................................................. 39
3.4 Bewegung der Achsen. ........................................................................................... 40
3.4.1 Handräder............................................................................................................ 41
3.4.2 Jog-Verfahren. ..................................................................................................... 42
3.4.3 Achsverstellung in eine Position .......................................................................... 44
3.5 Werkzeugwechsel. .................................................................................................. 45
3.5.1 Stelle für den Werkzeugwechsel. ........................................................................ 46
3.5.2 Einstellung des Werkzeugs. ................................................................................ 47
3.5.3 Zur Modifizierung beliebiger Daten der Werkzeugtabelle.................................... 50
3.5.4 Überprüfung der richtigen Kalibrierung................................................................ 51
KAPITEL 4 VORGÄNGE ODER ZYKLEN.
4.1 Beschreibung des Arbeitsbildschirms und der Tastatur. ......................................... 55
4.2 Arbeitsweisen. ......................................................................................................... 57
4.3 Vorgänge oder Zyklen. ............................................................................................ 58
4.3.1 Edition eines Arbeitsgangs oder Zykluses........................................................... 59
4.3.2 Simulation eines Arbeitsgangs oder Zykluses. .................................................... 63
4.3.3 Ausführung eines Arbeitsgangs oder Zykluses. .................................................. 67
KAPITEL 5 ZUSAMMENFASSUNG DER ARBEITSZYKLEN.
5.1 Zyklus der Positionierung. ....................................................................................... 73
5.2 Zylinderdrehzyklus................................................................................................... 74
5.3 Plandrehzyklus. ....................................................................................................... 75
5.4 Konizitätszyklus. ...................................................................................................... 76
5.5 Zyklus für Abrundungen. ......................................................................................... 78
5.6 Gewindeschneidzyklus. ........................................................................................... 79
5.7 Festzyklus Einstechen............................................................................................. 82
5.8 Zyklus des Bohrens und des Aufschneides mit Gewindebohrer. ............................ 85
5.9 Profilzyklus. ............................................................................................................. 86

Bedienungsanleitung für das Selbststudium
·TC· Option
REF. 1010
4
KAPITEL 6 KONVERSATIONALLE WERKSTÜCKPROGRAMME.
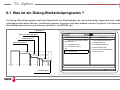
6.1 Was ist ein Dialog-Werkstückprogramm ? .............................................................. 91
6.2 Bearbeitung eines Werkstückprogramms................................................................ 92
6.3 Modifizieren eines Werkstückprogramms................................................................ 96
6.4 Simulierung/Ausführung eines Arbeitsgangs......................................................... 100
6.5 Simulierung/Ausführung eines Werkstückprogramms........................................... 101
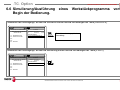
6.6 Simulierung/Ausführung eines Werkstückprogramms vom Begin der Bedienung. 102
6.7 Kopieren eines Werkstückprogramms in einem anderen Programm.................... 103
6.8 Löschen eines Werkstückprogramms. .................................................................. 104
ANHÄNGE DIE ANDEREN BEARBEITUNGEN AUF DER DREHMASCHINE.
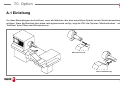
A.1 Einleitung............................................................................................................... 107
A.2 Ausrichtbare Spindel und Maschinenwerkzeug..................................................... 108
A.3 Mehrfachbohrung. ................................................................................................. 109
A.4 Mehrfachgewindeschneiden mit Gewindebohrer. ................................................. 110
A.5 Keilnuten. .............................................................................................................. 111

1
THEORETISCHE FRAGEN ZUR CNC-MASCHINE.
Wie bezeichnet man die Achsen der Maschine ?
Was versteht man über den Nullpunkt der Maschine und den Werkstücknullpunkt ?
Was ist die "Maschinenreferenzsuche" ?
Was sind die Grenzwerte für die Wegstrecke ?
Wie man einen Werkstücknullpunkt vorauswählt.
Welches sind die Arbeitseinheiten der Maschine.
Arbeitsweisen der Spindel.


BEDIENUNGSANLEITUNG FÜR DAS SELBSTSTUDIUM
7
·TC· Option
THEORETISCHE FRAGEN ZUR CNC-MASCHINE.
1
1.1 Maschinenachsen.
Z–Achse: Längsachse an der Maschine.
X–Achse: Querachse an der Maschine.

BEDIENUNGSANLEITUNG FÜR DAS SELBSTSTUDIUM
8
·TC· Option
THEORETISCHE FRAGEN ZUR CNC-MASCHINE.
1
1.2 Maschinennullpunkt und Werkstücknullpunkt.
Es sind die Referenzen, welche die Maschine benötigt, um arbeiten zu können.
Maschinennullpunt (O
M
)
Dies legt der Hersteller fest, und es handelt sich um den
Nullpunkt der Achsen.
Werkstücknullpunkt (O
P
)
Dies legt der Bediener fest. Es ist der Nullpunkt des
Werkstücks, ab dem man die Bewegungen programmiert. Er
kann an jedem beliebigen Teil des Werkstücks angebracht
werden.
Ref. Maschine

BEDIENUNGSANLEITUNG FÜR DAS SELBSTSTUDIUM
9
·TC· Option
THEORETISCHE FRAGEN ZUR CNC-MASCHINE.
1
1.3 Maschinenreferenzsuche.
Wenn die CNC ausgeschaltet ist, können die Achsen manuell oder zufällig verfahren werden. Unter diesen Bedingungen
verliert die CNC die reale Position der Achsen, deshalb wird beim Einschalten empfohlen (nicht notwendig) den Arbeitsgang
"Maschinenreferenzsuche" durchzuführen. Bei diesem Vorgang wird das Werkzeug zu einem vom Maschinenhersteller
definierten Punkt gefahren und die CNC übernimmt die vom Hersteller für diesen Punkt definierten Koordinaten bezüglich
des Maschinennullpunkts.
ANMERKUNG: Die neuen Messsysteme (die Io kodifizierten) gestatten Achsposition der Achsen abzulesen, und zwar mit
Hilfe eines kurzen Verfahrens derselben. Auf diese Weise verschwindet das Konzept vom Maschinenreferenzfahren.
Maschinenreferenz: Es ist der Punkt, zu dem das Werkzeug bei der Maschinenreferenzsuche verfahren wird.
Revolverkopfreferenz: Punkt, der sich mit dem Revolverkopf bewegt. Es ist der Punkt, zu dem der Maschinenreferenzsuche
verfahren wird.
Maschinenreferenz.
Werkzeugreferenz.
Z tatsächlich
Z tatsächlich

BEDIENUNGSANLEITUNG FÜR DAS SELBSTSTUDIUM
10
·TC· Option
THEORETISCHE FRAGEN ZUR CNC-MASCHINE.
1
1.4 Verfahrwegbegrenzungen.
Diese Art von Maschinen ist mit zwei Begrenzungstypen ausgestattet:
• Technische Grenzen. Werden von der Maschine festgelegt, um zu vermeiden, dass die Schlitten aus den Führungen
(mechanische Nocken und Anschläge) springen.
• CNC-Grenzen. Diese legt der Hersteller in der CNC fest, damit vermieden wird, dass die Schlitten die technischen Grenzen
erreichen.
Technische Grenzen.
CNC-Grenzen.
Maschinenreferenz.

BEDIENUNGSANLEITUNG FÜR DAS SELBSTSTUDIUM
11
·TC· Option
THEORETISCHE FRAGEN ZUR CNC-MASCHINE.
1
1.5 Auswahl des Werkstücknullpunkts.
Die Auswahl des Werkstücknullpunkts erfolgt auf der Z-Achse.
Die Programmierung wird kompliziert, wenn sie vom
Maschinennullpunkt (O
M
) aus erfolgt, und dient nur für
dieses Werkstück in dieser Position. Programmiert von
einem Werkstücknullpunkt (O
P
), die Abmessungen des
Werkstücks kann man aus der Ebene entnehmen.
Wenn verschiedene Werkstücke bearbeitet werden, ist die
Entfernung des Maschinennullpunkts (O
M
) zum Werkstück
für jedes anders. Es ist vielleicht notwendig, für jedes Teil ein
Programm auszuführen. Programmiert von einem
Werkstücknullpunkt (O
P
) aus, er ist unabhängig von dem
Punkt, wo das Werkstück eingespannt ist.
O
M
: Maschinennullpunkt.
O
P
: Werkstücknullpunkt.

BEDIENUNGSANLEITUNG FÜR DAS SELBSTSTUDIUM
12
·TC· Option
THEORETISCHE FRAGEN ZUR CNC-MASCHINE.
1
1.6 Arbeitseinheiten.
A X=0 Z=0 X=0 Z=0
B X=12 Z=-12 X=24 Z=-12
C X=12 Z=-42 X=24 Z=-42
D X=22 Z=-52 X=44 Z=-52
Programmiereinheiten.
Die Einheiten werden vom Hersteller definiert
und diese können Millimeter oder Zoll sein.
Programmiereinheiten.
Die Einheiten werden vom Hersteller definiert
und diese können Radien oder Durchmesser
sein.
Vorschub der Achsen.
Die Einheiten werden vom Hersteller definiert
und diese können folgende sein:
Millimeter (Zoll)/Minute:
Der Vorlauf ist unabhängig von der Drehzahl der
Spindel.
Millimeter (Zoll)/Handradumdrehung:
Der Vorlauf ist unabhängig von der Drehzahl der
Spindel.
Millimeter.
Zoll.
Radien. Durchmesser.
Es wird empfohlen, dass man mit der konstanten
Schnittgeschwindigkeit (VSS) und dem Vorlauf in
Millimeter/Umdrehung arbeitet. Auf diese Weise
verlängert man die Werkzeugstandzeit, und man
verbesserte die Fertigstellung des Werkstücks.

BEDIENUNGSANLEITUNG FÜR DAS SELBSTSTUDIUM
13
·TC· Option
THEORETISCHE FRAGEN ZUR CNC-MASCHINE.
1
1.7 Spindeldrehzahl.
Es gibt zwei Arten von Drehzahlen; Schneidgeschwindigkeit und Drehgeschwindigkeit.
In Bezug auf den Arbeitsmodus der Spindel bietet die CNC zwei Möglichkeiten.
• Schnittgeschwindigkeit (V).
Es ist die lineare Drehzahl der Punkte, die zwischen
dem Werkstück und dem Werkzeug Kontakt haben.
• Drehgeschwindigkeit (N).
Es ist die Winkelgeschwindigkeit des Werkstücks.
Die Beziehung zwischen beiden ist
wie folgt:
V
2 R N
1000
----------------------------------=
U/min: Konstante Drehgeschwindigkeit.
Die CNC hält die Drehgeschwindigkeit (N) konstant. Die
Schneidgeschwindigkeit (V) ändert sich.
CSS: Konstante Schneidgeschwindigkeit.
Die CNC hält die Schnittgeschwindigkeit (V) konstant. Die
Drehgeschwindigkeit (N) ändert sich.
V1 = V2
N1 < N2
N1 = N2
V1 > V2

BEDIENUNGSANLEITUNG FÜR DAS SELBSTSTUDIUM
14
·TC· Option
THEORETISCHE FRAGEN ZUR CNC-MASCHINE.
1
ÜBER DIE KONSTANTE SCHNEIDGESCHWINDIGKEIT
Um mit der konstanten Schnittgeschwindigkeit (CSS) zu arbeiten, muss man zwei Punkte berücksichtigen.
Der Werkstücknullpunkt muss auf der Drehachse des Werkstücks liegen, damit
die berechnete Drehzahl mit der optimalen Schnittgeschwindigkeit
zusammenfällt.
Man muss die maximale Drehzahl programmieren, denn die Drehzahl steigt,
wenn der Durchmesser sich verkleinert, und schafft es nicht, eine gewisse
Drehzahl bei Werkstücken mit großem Durchmesser zu übersteigen.
Die CNC arbeitet mit der konstanten Schnittgeschwindigkeit (Vc), und ab dem
Durchmesser (Dc an (sobald N=Nmax) arbeitet sie mit der konstanten Drehzahl
(N).

2
THEORETISCHE FRAGEN ZUM WERKZEUG.
Wie man den Werkzeugwechsel überwacht.
Was ist die Werkzeugtabelle und welche Informationen sind darin gespeichert?
Was ist die Werkzeugkalibrierung?
Defekte aufgrund Fehler auf der Werzeugmagazintabelle.


BEDIENUNGSANLEITUNG FÜR DAS SELBSTSTUDIUM
17
·TC· Option
THEORETISCHE FRAGEN ZUM WERKZEUG.
2
2.1 Werkzeugwechsel.
Die Werkzeuge, welche die CNC verwenden kann, befinden sich im Revolverkopf. Dieser Revolverkopf kann mit einem
manuellen oder automatischen Werkzeugwechsel ausgestattet werden.
• Wenn der Revolverkopf über einen manuellen Werkzeugwechsel verfügt, erfolgt dieser wie bei einer konventionellen
Maschine.
• Wenn der Revolverkopf eine automatische Auswechselung hat, sind im Revolverkopf alle Werkzeuge enthalten, und um
den Werkzeugwechsel auszuführen, dreht die CNC den ganzen Revolverkopf, bis das neue Werkzeug in der Arbeitsstellung
steht.
Revolverkopf mit manuellen Werkzeugwechsel. Revolverkopf mit automatischen Werkzeugwechsel.

BEDIENUNGSANLEITUNG FÜR DAS SELBSTSTUDIUM
18
·TC· Option
THEORETISCHE FRAGEN ZUM WERKZEUG.
2
2.2 Werkzeugtabellen.
In dieser Tabelle speichert man die Informationen hinsichtlich der Werkzeuge. Wenn ein Werkzeugwechsel erfolgt, die CNC
übernimmt die definierte Werkstückdaten auf der Werkzeugtabelle.
Es wird folgende Information gezeigt:
• ·T· Werkzeugnummer.
• ·D· dem Werkzeug zugeordneten Korrektor
Im Werkzeugkorrektor sind die Angaben des Werkzeugs definiert.
• Man muss auch den Typ des Werkzeugs festlegen.
Rhombuswerkzeug.
Gewindewerkzeug.
Vierkantwerkzeug.
Rundwerkzeug.
Maschinenwerkzeug.

BEDIENUNGSANLEITUNG FÜR DAS SELBSTSTUDIUM
19
·TC· Option
THEORETISCHE FRAGEN ZUM WERKZEUG.
2
• ·X· Werkzeuglänge an den Achsen X (in Radien).
• ·Z· Länge des Werkzeugs auf der Z-Achse.
• ·A· Winkel des Stahls.
• ·B· Breite des Stahls.
• ·C· Schnittwinkel.
• ·I· Korrektor der Abnutzung auf der X-Achse.
• ·I· Korrektor der Abnutzung auf der Z-Achse.
Werkzeugreferenz.
• ·R· Radius des Werkzeugs.

BEDIENUNGSANLEITUNG FÜR DAS SELBSTSTUDIUM
20
·TC· Option
THEORETISCHE FRAGEN ZUM WERKZEUG.
2
• ·F· Formfaktor oder Modus, in dem man das Werkzeug kalibriert hat.
Sobald erst einmal die Abmessungen des Werkzeugs kennt, kann man;
Die CNC muss wissen, welches der Formfaktor oder der Kalibrierungspunkt dieses
Werkzeugs ist, um den Radiusausgleich anzuwenden. Der Formfaktor hängt von der
Orientierung der Achsen der Maschine ab.
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112
















































































































Fagor CNC 8055 Bedienungsanleitung
- Typ
- Bedienungsanleitung
- Dieses Handbuch ist auch geeignet für
Verwandte Papiere
-
Fagor CNC 8040 TC Benutzerhandbuch
-
Fagor CNC 8055 para fresadoras Bedienungsanleitung
-
-
-
-
-
-
Fagor CNC 8037 for lathes Benutzerhandbuch
-
-