
F-15-673
September, 2001
Änderung A
German
Installations-, Betriebs- und Wartungshandbuch für das
Präzisions-PLASMARC
Schneid-
und Hochgeschwindigkeits-
Markierungs-SYSTEM
mit integrierter Strömungskontrolle (IFC)
411 s. Ebenezer Road
Florence, SC 29501-0545

Das in diesem Handbuch beschriebene Gerät kann
ein Gefahrenrisiko darstellen. Bei der Installation,
dem Betrieb und der Wartung dieses Geräts ist
stets Vorsicht walten zu lassen.
Der Käufer ist allein für den sicheren Betrieb
und Gebrauch aller gekauften Produkte
verantwortlich, einschließlich der Einhaltung
der OSHA und anderer gesetzlicher
Bestimmungen. ESAB Cutting Systems
übernimmt keinerlei Haftung für Personen-
oder andere Schäden, die durch die
Verwendung der von ESAB hergestellten oder
verkauften Produkte entstehen. Siehe
Standard- und Verkaufsbedingungen der
ESAB zwecks spezifischer Erklärungen über
die Verantwortung und Haftungsbeschränkung
der ESAB.
Vollständige Kundenzufriedenheit hat Vorrang bei
Vollständige Kundenzufriedenheit hat Vorrang bei Vollständige Kundenzufriedenheit hat Vorrang bei
Vollständige Kundenzufriedenheit hat Vorrang bei
ESAB Cutting Systems. Wir suchen ständig
ESAB Cutting Systems. Wir suchen ständigESAB Cutting Systems. Wir suchen ständig
ESAB Cutting Systems. Wir suchen ständig nach
nach nach
nach
Wegen, unsere Produkte, unseren Service und die
Wegen, unsere Produkte, unseren Service und die Wegen, unsere Produkte, unseren Service und die
Wegen, unsere Produkte, unseren Service und die
Dokumentation zu verbessern. Aufgrund dessen
Dokumentation zu verbessern. Aufgrund dessen Dokumentation zu verbessern. Aufgrund dessen
Dokumentation zu verbessern. Aufgrund dessen
nehmen wir je nach Bedarf wertsteigernde
nehmen wir je nach Bedarf wertsteigernde nehmen wir je nach Bedarf wertsteigernde
nehmen wir je nach Bedarf wertsteigernde
Verbesserungen und/oder Entwurfsänderungen vor.
V
erbesserun
g
en und/oder Entwurfsänderun
g
en vor. Verbesserun
g
en und/oder Entwurfsänderun
g
en vor.
V
erbesserungen und/oder Entwurfsänderungen vor.
ESAB bemüht sich stets sicherzustellen, dass die
ESAB bemüht sich stets sicherzustellen, dass die ESAB bemüht sich stets sicherzustellen, dass die
ESAB bemüht sich stets sicherzustellen, dass die
von Ihnen erworben
von Ihnen erworbenvon Ihnen erworben
von Ihnen erworbene Dokumentation auf dem
e Dokumentation auf dem e Dokumentation auf dem
e Dokumentation auf dem
neuesten Stand ist. Wir können jedoch nicht
neuesten Stand ist. Wir können jedoch nicht neuesten Stand ist. Wir können jedoch nicht
neuesten Stand ist. Wir können jedoch nicht
garantieren, dass jedes Dokumentationsstück, das
garantieren, dass jedes Dokumentationsstück, das garantieren, dass jedes Dokumentationsstück, das
garantieren, dass jedes Dokumentationsstück, das
von unseren Kunden erworben wird, auch die
von unseren Kunden erworben wird, auch die von unseren Kunden erworben wird, auch die
von unseren Kunden erworben wird, auch die
neuesten Entwurfsänderungen enthält. Die in
neuesten Entwurfsänderungen enthält. Die in neuesten Entwurfsänderungen enthält. Die in
neuesten Entwurfsänderungen enthält. Die in
diesem Handbuch enthaltenen Informationen
diesem Handbuch enthaltenen Informationen diesem Handbuch enthaltenen Informationen
diesem Handbuch enthaltenen Informationen
werden des
werden deswerden des
werden deshalb unter Vorbehalt von Änderungen
halb unter Vorbehalt von Änderungen halb unter Vorbehalt von Änderungen
halb unter Vorbehalt von Änderungen
ohne vorherige Ankündigung abgegeben.
ohne vorherige Ankündigung abgegeben.ohne vorherige Ankündigung abgegeben.
ohne vorherige Ankündigung abgegeben.
Dieses Handbuch ist ESAB Teilnummer F15
Dieses Handbuch ist ESAB Teilnummer F15Dieses Handbuch ist ESAB Teilnummer F15
Dieses Handbuch ist ESAB Teilnummer F15-
--
-673
673673
673
Dieses Handbuch dient als Unterstützung für und
zur Verwendung durch den Käufer einer
Schneidmaschine. Es stellt keinen Vertrag oder
andere Obligation seitens ESAB Cutting Systems
dar.
©
©©
© ESAB Cutting Systems, 2001
Gedruckt in den USA

Präzisions-Plasma integrierte Strömungskontrolle - CE Inhaltsverzeichnis
i
HINWEIS
Der Ausdruck IFC (Integrated Flow Control =
Integrierte Strömingskontrolle) wird im
gesamten Handbuch verwendet.
Seite
Abschnitt 1 Sicherheit
1.1 Einführung........................................................................................... 1
1.2 Sicherheitsanmerkungen und Symbole ................................................ 2
1.3 Allgemeine Sicherheitsinformationen .................................................... 3-4
1.4 Installationsvorkehrungen .................................................................... 5
1.5 Elektrische Erdung............................................................................... 6
1.6 Betrieb der Schneidmaschine ............................................................. 7-11
1.7 Wartungsvorkehrungen ....................................................................... 12-13
1.8 Sicherheitsverweise............................................................................. 14
Abschnitt 2 Beschreibung
2.1 Allgemeines......................................................................................... 1
2.2 Zweck................................................................................................. 1
2.3 Erhältliche Optionssätze....................................................................... 2
2.4 Technische Daten
2.4.1 Präzisions-Plasmasystem ............................................................ 3
2.4.2 Plasmagas .................................................................................. 4
2.4.3 Startgas ...................................................................................... 4
2.4.4 Sekundärgas............................................................................... 4
2.4.5 Schneidgas ................................................................................. 4
2.4.5 PT-24 Brenner............................................................................. 4
Abschnitt 3 Installation
3.1 Allgemeines......................................................................................... 1
3.2 Erforderliche Ausrüstung...................................................................... 1
3.3 Standort.............................................................................................. 1
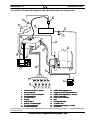
3.4 Primäre Elektro-Eingabeanschlüsse ..................................................... 2-3
3.5 Alternative Anschlußstellen für IFC........................................................ 4
3.6 Identifikation der IFC Basiskomponenten.............................................. 4
3.7 Speiseleitungen................................................................................... 5-10
3.8 Präzisions-Plasmarc Diagramm über Speiseleitungen der
Komponenten ............................................................................................ 7
3.9 Brennerinstallation............................................................................... 11
3.10 Brennerkühlmittel................................................................................ 12
3.11 Inspektion der Gas- und Kühlmittelleitungen........................................ 12
3.12 Verwendung eines Brennerverteilerrohrs mit 5 Solenoiden................... 13
3.13 Umwandlung des Integrierten Verteilerrohrs für die
Strömungsreglung, um die Verwendung eines Brennerverteilungsrohrs mit
4 Solenoiden zu erzielen.............................................................................
13-15

Präzisions-Plasma integrierte Strömungskontrolle - CE Inhaltsverzeichnis
ii
Abschnitt 4 Betrieb
4.1 Stromversorgungsregler
4.1.1 Stromhauptschalter..................................................................... 1
4.1.2 Pilotlichtbogenschalter ................................................................ 1
4.1.3 Fehleranzeigeleuchten................................................................. 2
4.1.4 Messgeräte................................................................................. 2
4.1.5 Stromsteuerungsschalter............................................................. 3
4.2 Schnittqualität
4.2.1 Einführung .................................................................................. 4
4.2.2 Schnittwinkel............................................................................... 5
4.2.3 Schnittebenheit........................................................................... 6
4.2.4 Oberflächenbeschaffenheit .......................................................... 7
4.2.5 Schlacke..................................................................................... 8-9
4.2.6 Dimensionsgenauigkeit................................................................ 10
4.3 Einfluß der Gasoptionen auf Schnittqualität
4.3.1 Einführung .................................................................................. 11
4.3.2 Aluminium................................................................................... 11
4.3.3 Kohlenstoffstahl .......................................................................... 12
4.3.4 Rostfreier Stahl ........................................................................... 13-14
4.4 Prozeßdaten
4.4.1 Einführung .................................................................................. 15
4.4.2 Einstellungen der Verarbeitungsdaten
Aluminium............................................................................ 16-23
Kohlenstoffstahl.................................................................... 24-33
Rostfreier Stahl..................................................................... 34-57
4.4.3 Verhältnis der Schnittfugenbreite zu Ampere und Materialdicke .... 58
4.4.3.1 Aluminium Schnittfugenwerte............................................... 58
4.4.3.2 Kohlenstoffstahl - Schnittfugenwerte.................................... 60
4.4.3.3 Rostfreier Stahl - Schnittfugenwerte O
2
/N
2
/O
2
...................... 63
4.4.3.4 Rostfreier Stahl - Schnittfugenwerte Luft/Luft/CH
4
.............. 64
4.4.3.5 Rostfreier Stahl - Schnittfugenwerte N
2
/N
2
/CH
4
................... 65
4.4.3.6 Rostfreier Stahl - Schnittfugenwerte N
2
/N
2
.......................... 66
4.4.3.7 Rostfreier Stahl - Schnittfugenwerte Luft/Luft ..................... 68
Plasma-Markierungsdaten................................................... 70-91

Präzisions-Plasma integrierte Strömungskontrolle - CE Inhaltsverzeichnis
iii
Abschnitt 5 Wartung
5.1 Allgemeines......................................................................................... 1
5.2 Inspektion und Reinigung..................................................................... 1-2
5.3 PT-24 Brennerbeschreibung................................................................ 2-4
5.4 IFC Schematisches Strömungsbild....................................................... 3
5.4 Brennerwartung................................................................................... 5-6
5.5 PT-24 Verbraucher durchführbare Demontage und Inspektion............. 7-10
5.6 Wieder-Zusammenbau des PT-24 ....................................................... 11-12
5.7 Strömungskontrolle ............................................................................. 13
5.8 Dosierventil entfernen .......................................................................... 14
Section 6 Troubleshooting Abschnitt 6 Fehlersuche
6.1 General Safety Allgemeine Sicherheit............................................................ 1
6.2 Troubleshooting Guide Fehlersuchanleitung ................................................. 1
6.2.1 Reduced Consumable Life Reduzierte Lebensdauer .............................. 2
6.2.2 Poor Cut Quality Schlechte Schnittqualität.............................................. 2
6.2.3 No Pilot Arc Kein Pilotlichtbogen ..........................................................
6.2.4 No Arc Transfer Keine Lichtbogenübertragung ......................................... 3
6.2.5 No Arc Transfer Kein Vorfluß ............................................................ 4
6.2.6 Torch Fails to Fire Brenner zündet nicht ................................................ 4
6.2.7 Nozzle Life Extremely Short Düse extrem kurzlebig ............................... 4
6.2.8 Short Electrode Life Kurze Lebensdauer der Elektrode ............................... 4
6.2.9 Short Electrode AND Nozzle Life Kurze Lebensdauer der Elektrode UND
Düse
............................................................................................................
4
6.3 IFC Fluid Schematic IFC Schematisches Flußbild ........................................... 5
IFC Manifold Valve Identification IFC Sammelventil-Identifikation .............. 5
6.4 IFC Electrical Schematic IFC Schematisches Schaltbild .................................. 6-7
6.5 Precision Plasma Power Source Electrical Schematic Präzisions-Plasma
schematisches Stromquellen-Schaltbild
......................................................................
8-9
6.6 Precision Plasma Power Source Wiring Diagram (includes CE Version)
Präzisions-Plasma Stromquellen-Schaltplan (einschl. CE-Version) ..........................................
10-14
6.7 Power Module Schematic – CE Version Schematisches Strommodulbild – CE-
Version
..........................................................................................................
15
6.8 Precision Plasma Power Module Wiring Diagram – CE Version Präzisions-
Plasma Strommodul-Schaltplan – CE-Version
................................................................
16-17
6.9 Torch Manifold Brennerkrümmer................................................................
18

Präzisions-Plasma integrierte Strömungskontrolle - CE Inhaltsverzeichnis
iv
Section 7 Replacement Parts Abschnitt 7 Ersatzteile
7.1 General Allgemeines ................................................................................ 1
7.2 Ordering Bestellung................................................................................. 1
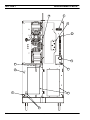
7.3 Plasmarc Power Source – Exterior Components Plasmarc Stromquelle –
Externe Komponenten
.........................................................................................
2-7
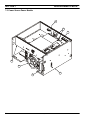
7.4 Plasmarc Power Source – Internal Components Plasmarc Stromquelle –
Interne Komponenten
.........................................................................................
8-17
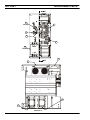
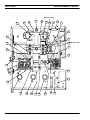
7.5 Power Source Module Stromquellenmodul .................................................. 18-25
7.6 IFC ..................................................................................................... 26-27
7.7 IFC Manifold IFC Krümmer........................................................................ 28-29
7.8 PT-24 Torch Assembly IFC Series with Marking PT-24 Brennerbausatz der
IFC Serie mit Markierung
......................................................................................
30-31
7.9 Torch Manifold with marking Brennerkrümmer mit Markierung........................... 32-33
Kunden-/Technische Informationen
Rückwärtige
Handbuchseite

ABSCHNITT 1 SICHERHEIT
Präzisions-Plasma mit integrierter Strömungskontrolle -
1-1
1.1 Einführung
Das Verfahren zum Schneiden von Metall mit
Plasmageräten bietet der Industrie ein wertvolles und
vielseitiges Werkzeug. ESAB Schneidmaschinen
wurden so ausgeführt, dass sie Betriebssicherheit und
–wirksamkeit bieten. Wie jedoch bei jeder
Werkzeugmaschine, sind erhöhte Aufmerksamkeit auf
das Betriebsverfahren, Vorsichtsvorkehrungen und
sichere Praktiken notwendig, um ein volles Maß an
Zweckmäßigkeit zu erlangen. Ob die Maschine zum
Betrieb oder zur Wartung gehandhabt wird oder ob
eine Person nur als Zuschauer beteiligt ist, die
eingeführten Vorkehrungen und Sicherheitspraktiken
müssen von allen Personen eingehalten werden.
Werden bestimmte Vorkehrungsmaßnahmen nicht
eingehalten, so kann dies zu ernsthaften
Personenverletzungen oder zu schweren
Maschinenschäden führen. Die nachfolgenden
Vorkehrungsmaßnahmen gelten als allgemeine
Richtlinien beim Arbeiten mit Schneidmaschinen.
Ausführlichere, grundlegende
Vorkehrungsmaßnahmen in Bezug auf Maschine und
Zubehörteile sind in der Anleitungsliteratur enthalten.
Zwecks eines breiten Umfangs an
Sicherheitsinformationen im Bereich Schneid- und
Schweißapparaten, fordern Sie bitte die Herausgaben
zum Durchlesen an, die in der Liste der Verweise
empfohlen werden.
HINWEIS
Der Ausdruck IFC (Integrated Flow Control =
Integrierte Strömingskontrolle) wird im
gesamten Handbuch verwendet.

ABSCHNITT 1 SICHERHEIT
Präzisions-Plasma mit integrierter Strömungskontrolle -
1-2
VORSICHT
HINWEIS
1.2 Sicherheitsanmerkungen und Symbole
Die folgenden Worte und Symbole werden im
gesamten Handbuch verwendet. Sie deuten auf
verschiedene Stufen des erforderlichen
Sicherheitseinsatzes hin.
!
ALARM oder ACHTUNG. Ihre Sicherheit ist
betroffen oder es besteht eine potentielle
Störung der Ausrüstung. Wird in Verbindung mit
anderen Symbolen und Informationen verwendet.
GEFAHR
!
Wird verwendet um Aufmerksamkeit auf
unmittelbare Gefahren zu lenken, die, falls nicht
vermieden, zu ernsthaften Personenverletzungen
oder zum Tod führen.
WARNUNG
!
Wird verwendet um Aufmerksamkeit auf
potentielle Gefahren zu lenken, die zu
Personenverletzungen oder zum Tod führen
können.
VORSICHT
!
Wird verwendet um Aufmerksamkeit auf
Gefahren zu lenken, die zu leichten
Personenverletzungen oder
Ausrüstungsschäden führen können.
Wird verwendet um Aufmerksamkeit auf leichte
Gefahren für die Ausrüstung zu lenken.
Wird verwendet um Aufmerksamkeit auf wichtige
Installations-, Betriebs- oder
Wartungsinformationen zu lenken, die keine
direkten Sicherheitsgefahren darstellen.

ABSCHNITT 1 SICHERHEIT
Präzisions-Plasma mit integrierter Strömungskontrolle -
1-3
1.3 Allgemeine Sicherheitsinformationen
WARNUNG
!
Die Maschine startet automatisch.
Diese Ausrüstung bewegt sich in verschiedenen
Richtungen und zu verschiedenen Geschwindigkeiten.
• Eine sich bewegende Maschine kann eine Person
erdrücken.
• Die Ausrüstung sollte nur von qualifiziertem
Fachpersonal bedient oder gewartet werden.
• Alle Mitarbeiter, Materialien und
Ausrüstungsgegenstände, die nicht am
Produktionsbetrieb beteiligt sind, sind vom
gesamten Systembereich fernzuhalten.
• Schmutz und Hindernisse, wie Werkzeug und
Kleidung von den Getriebespeichern und
Getriebesprossen fernhalten.
• Die gesamte Arbeitszelle einzäunen, um
Mitarbeiter davon abzuhalten, durch den Bereich
zu laufen oder in unmittelbarer Betriebsnähe der
Ausrüstung zu stehen.
• An jedem Arbeitszelleneingang entsprechende
WARNUNGS-Schilder anbringen.
• Vor einer Wartung ist das Verriegelungsverfahren
zu befolgen.
WARNUNG
!
Das Nichtbeachten der
Betriebsanleitungen könnte zum Tod oder
zu schweren Verletzungen führen.
Lesen Sie dieses Handbuch gut durch und machen
Sie sich damit vertraut, bevor Sie die Maschine
benutzen.
• Lesen Sie das gesamte Verfahren durch, bevor
Sie eine Systemwartung durchführen.
• Es muss besonders auf alle Gefahrenhinweise
geachtet werden, die Ihnen wichtige
Informationen über die Sicherheit Ihres
Personals und/oder über mögliche Schäden an
der Ausrüstung geben.
• Alle Sicherheitsvorkehrungen in Bezug auf
elektrische Ausrüstung und den
Verfahrensbetrieb müssen von allen Personen
mit Verantwortung und Zugang strengstens
eingehalten werden.
• Lesen Sie alle Sicherheits-Herausgaben, die
von Ihrer Firma zur Verfügung gestellt werden.

ABSCHNITT 1 SICHERHEIT
Präzisions-Plasma mit integrierter Strömungskontrolle -
1-4
WARNUNG
!
Das Nichtbefolgen der Instruktionen auf
dem Sicherheitsetikett könnte zum Tod
oder zu schweren Verletzungen führen.
Lesen Sie alle an der Maschine angebrachten
Sicherheitsetiketten und machen Sie sich mit ihnen
vertraut.
Beziehen Sie sich auf das Betriebshandbuch
zwecks zusätzlicher Sicherheitsinformationen.

ABSCHNITT 1 SICHERHEIT
Präzisions-Plasma mit integrierter Strömungskontrolle -
1-5
1.4 Installationsvorkehrungen
WARNUNG
!
Eine falsch installierte Ausrüstung kann zu
Verletzungen oder zum Tod führen.
Folgen sie diesen Richtlinien bei der Installation
der Maschine:
• Einen Zylinder nicht direkt an der
Maschineneingabe installieren. Ein geeigneter
Zylinderregler muss an einem
Flüssiggaszylinder installiert sein, um den
Druck an einer entsprechenden
Druckversorgungseingabe zu mindern. Ein
Maschinenregler wird dann verwendet, um den
entsprechenden, von den Brennern
erforderlichen Druck zu erhalten.
• Setzen Sie sich mit Ihrem ESAB-
Repräsentanten in Verbindung, bevor Sie eine
Installation unternehmen. Er kann bestimmte
Vorsichtsmaßnahmen in Bezug auf
Rohrleitungsverlegung, das Anheben der
Maschine, etc. empfehlen, um eine
ausreichende Sicherheit zu gewährleisten.
• Versuchen Sie nie, Änderungen an der
Maschine oder Zusätze am Apparat zu
unternehmen, ohne vorher den Rat eines
qualifizierten ESAB-Repräsentanten
einzuholen.
• Halten Sie die erforderlichen Mindestabstände
für einen ordnungsgemäßen Betrieb und die
Sicherheit Ihres Personals ein.
• Lassen Sie die Installation, Fehlersuche und
Wartung dieser Ausrüstung stets durch
qualifiziertes Personal vornehmen.
• Stellen Sie einen an der Wand montierten
Sicherungsschalter mit geeigneter
Sicherungsgröße in der Nähe der
Stromversorgung bereit.

ABSCHNITT 1 SICHERHEIT
Präzisions-Plasma mit integrierter Strömungskontrolle -
1-6
1.5 Elektrische Erdung
Die elektrische Erdung ist für den ordnungsgemäßen
Betrieb der Maschine und die BETRIEBSSICHERHEIT
unerlässlich. Beziehen Sie sich auf den
Installationsabschnitt dieses Handbuchs zwecks
ausführlicher Erdungsanleitungen.
WARNUNG
!
Elektrische Berührungsgefahr.
Eine unsachgemäße Erdung kann zu schweren
Verletzungen oder zum Tod führen.
Die Maschine muss sachgemäß geerdet werden, bevor
sie in Betrieb genommen wird.
WARNUNG
!
Eine unsachgemäße Erdung kann zu
Schäden an der Maschine und den
elektrischen Komponenten führen.
• Die Maschine muss sachgemäß geerdet werden,
bevor sie in Betrieb genommen wird.
• Der Schneidtisch muss sachgemäß an einer
geeigneten Erdelektrode geerdet werden.

ABSCHNITT 1 SICHERHEIT
Präzisions-Plasma mit integrierter Strömungskontrolle -
1-7
1.6 Betrieb der Plasma-Schneidmaschine
WARNUNG
!
Gefahren durch abspringende
Trümmerteile und laute Geräusche.
• Heiße Spritzer können Augen verbrennen und
verletzen. Tragen Sie eine Schutzbrille, um Ihre
Augen vor Verbrennungen und durch den
Betrieb der Maschine abspringende
Trümmertile zu schützen.
• Gesprungende Schlacken können sehr heiß
sein und eventuell weit abspringen. Personen,
die sich in der Nähe aufhalten, sollten ebenfalls
Sicherheitsbrillen tragen.
• Die lauten Geräusche vom Plasmalichtbogen
können das Gehör schädigen. Tragen Sie einen
geeigneten Ohrschutz, wenn Sie über Wasser
schneiden.
WARNUNG
!
Hochspannungsgefahr.
Elektroschock kann zum Tod führen.
• Berühren Sie während dem
Plasmaschneidverfahren AUF KEINEN FALL
den Plasmabrenner, Schneidtisch oder die
Kabelverbindungen.
• Stellen Sie stets den Strom zur Plasma-
Stromversorgung ab, bevor Sie den
Plasmabrenner berühren oder warten.
• Stellen Sie stets den Strom zur Plasma-
Stromversorgung ab, bevor Sie Komponenten
am System warten.
• Berühren Sie keine unter Strom stehenden
Teile.
• Alle Verkleidungen und Abdeckungen müssen
an Ort und Stelle sein, wenn die Maschine an
einer Stromversorgung angeschlossen ist.
• Tragen Sie zum Schutz vor dem Werkstück und
der elektrischen Erdung isolierte Handschuhe,
Schuhe und Bekleidung.
• Handschuhe, Schuhe, Bekleidung,
Arbeitsbereich und Ausrüstung trocken halten.
• Abgenutzte oder beschädigte Kabel müssen
ersetzt werden.

ABSCHNITT 1 SICHERHEIT
Präzisions-Plasma mit integrierter Strömungskontrolle -
1-8
WARNUNG
!
Abgasgefahr.
Abgase und Gase, die durch das
Abgase und Gase, die durch das Abgase und Gase, die durch das
Abgase und Gase, die durch das
Plasmaschneidverfahren freigesetzt werden,
Plasmaschneidverfahren freigesetzt werden, Plasmaschneidverfahren freigesetzt werden,
Plasmaschneidverfahren freigesetzt werden,
können eine Gefahr für die Gesundheit darstellen.
können eine Gefahr für die Gesundheit darstellen.können eine Gefahr für die Gesundheit darstellen.
können eine Gefahr für die Gesundheit darstellen.
• Abgase NICHT einatmen.
• Den Plasmabrenner nicht einsetzen, wenn das
Abgasentfernungssystem nicht
ordnungsgemäß funktioniert.
• Setzen Sie zur Abgasentfernung wenn nötig
eine zusätzliche Ventilationsquelle ein.
• Verwenden Sie ein zugelassenes
Beatmungsgerät, wenn keine ausreichende
Ventilation vorhanden ist.
• Stellen Sie eine positive, mechanische
Ventilation beim Schneiden von verzinktem
Stahl, rostfreiem Stahl, Kupfer, Zink, Beryllium
oder Kadmium zur Verfügung. Atmen Sie diese
Abgase nicht ein.
• Die Maschine darf nicht in der Nähe von
Entölungs- und Sprühvorgängen betrieben
werden. Hitze oder Lichtbogenstrahlen können
mit chlorierten Kohlenwasserstoffgasen
reagieren und somit Phosgen, ein hochgiftiges
Gas und andere Reizgase bilden.
WARNUNG
!
Brandgefahr.
Heißes Metall kann zu Verbrennungen führen.
Heißes Metall kann zu Verbrennungen führen. Heißes Metall kann zu Verbrennungen führen.
Heißes Metall kann zu Verbrennungen führen.
• Berühren Sie keine Metallplatten oder –teile
unmittelbar nach dem Schneidvorgang.
Lassen Sie das Metall zuerst abkühlen, oder
besprühen Sie es mit etwas Wasser.
• Berühren Sie den Plasmabrenner nicht
unmittelbar nach dem Schneidvorgang.
Lassen Sie den Brenner zuerst abkühlen.

ABSCHNITT 1 SICHERHEIT
Präzisions-Plasma mit integrierter Strömungskontrolle -
1-9
WARNUNG
!
Strahlungsgefahr.
Lichtbogenstrahlen können Augenverletzungen und
Hautverbrennungen verursachen.
• Tragen Sie einen geeigneten Augen- und
Körperschutz.
• Tragen Sie dunkle Schutzbrillen oder Schutzbrillen
mit Seitenabdeckung. Beziehen Sie sich auf die
nachfolgende Tabelle zwecks empfohlener
Verdunkelungsschattierungen der Schutzbrillen
beim Plasmaschneiden:
Lichtbogenstrom Linsenschattierung
Bis zu 100 Ampere Schattierung Nr. 8
100 - 200 Ampere Schattierung Nr. 10
200 - 400 Ampere Schattierung Nr. 12
Über 400 Ampere Schattierung Nr. 14
• Die Schutzbrillen ersetzen, wenn sie Kratzer und
Brüche aufweisen
• Warnen sie andere Personen, nicht direkt in den
Lichtbogen zu sehen, ohne geeignete
Schutzbrillen zu tragen.
• Den Schneidbereich so vorbereiten, dass eine
Rückstrahlung und Übertragung von
ultraviolettem Licht reduziert wird.
§ Wände und andere Flächen mit dunkler
Farbe streichen, um Rückstrahlungen zu
reduzieren.
§ Schutzgitter oder Schutzvorhänge
montieren, um die Übertragung von
ultraviolettem Licht zu reduzieren.
WARNUNG
!
Einklemmgefahr.
Die sich bewegenden vertikalen Schiebevorrichtungen
können Körperteile quetschen oder einklemmen.
Hände während dem Betrieb von Brenner und
Schiebevorrichtung fern halten.
..
.

ABSCHNITT 1 SICHERHEIT
Präzisions-Plasma mit integrierter Strömungskontrolle -
1-10
WARNUNG
!
Zerbrochene Gaszylinder können
zum Tod führen
Falsch gehandhabte Gaszylinder können zerbrechen
Falsch gehandhabte Gaszylinder können zerbrechen Falsch gehandhabte Gaszylinder können zerbrechen
Falsch gehandhabte Gaszylinder können zerbrechen
und Gas auf kraftvolle Weise abgeben.
und Gas auf kraftvolle Weise abgeben. und Gas auf kraftvolle Weise abgeben.
und Gas auf kraftvolle Weise abgeben.
• Vermeiden Sie eine grobe Handhabung der
Zylinder.
• Wenn nicht in Gebrauch, sollten
Zylinderventile stets geschlossen sein.
• Schläuche und Armaturen stets in gutem
Zustand halten.
• Zylinder stets in aufrechter Position durch eine
Kette oder einen Gurt an ein geeignetes,
stabiles Objekt, das nicht Teil eines
elektrischen Stromkreises ist, sichern.
• Zylinder fern von Hitze, Funken und Flammen
aufstellen, Niemals einen Lichtbogen an einem
Zylinder entzünden.
• Einen für das bestimmte Gas genehmigten
Drucksenkungsregler verwenden.
• Beziehen Sie sich auf den CGA Standard P-1,
„ Vorkehrungen für die sichere Handhabung
von Druckluftgasen in Zylindern”, das von der
Compressed Gas Association (Druckluftgas-
Organisation) erhältlich ist.
WARNUNG
!
Explosionsgefahr.
• Bestimmte geschmolzene Legierungen auf
Aluminium-Lithiumbasis (Al-Li) können
Explosionen verursachen, wenn Plasma ÜBER
Wasser geschnitten wird.
§ Diese Legierungen sollten nur trocken auf
einem Trockenschneidtisch geschnitten
werden.
§ NICHT über Wasser trockenschneiden.
§ Wenden Sie sich an Ihren
Aluminiumlieferanten zwecks zusätzlicher
Sicherheitsinformationen bezüglich der mit
diesen Legierungen in Verbindung
stehenden Gefahren.
• Nicht in Atmosphären schneiden, die explosiven
Staub oder Dämpfe enthalten.
• Kein entflammbares Material an Ihrem Körper
tragen (z. B. ein Butan-Feuerzeug).
• Keine Behälter schneiden, in denen
entflammbares Material aufbewahrt wurde.

ABSCHNITT 1 SICHERHEIT
Präzisions-Plasma mit integrierter Strömungskontrolle -
1-11
VORSICHT
WARNUNG
!
Brandgefahr.
Hitze, Spritzer und Funken führen zu offener Flamme
Hitze, Spritzer und Funken führen zu offener Flamme Hitze, Spritzer und Funken führen zu offener Flamme
Hitze, Spritzer und Funken führen zu offener Flamme
und Bränden.
und Bränden. und Bränden.
und Bränden.
• Nicht in der Nähe von brennbarem Material
schneiden.
• Tragen Sie kein brennbares Material an Ihrem
Körper (z. B. ein Butan-Feuerzeug).
• Der Pilotlichtbogen kann Verbrennungen
verursachen. Die Brennerdüse von Ihnen und
anderen Personen fern halten, wenn Sie das
Plasmaverfahren aktivieren.
• Tragen Sie einen geeigneten Augen- und
Körperschutz.
• Tragen Sie Schweißerhandschuhe,
Sicherheitsschuhe und einen Hut.
• Tragen Sie schwer entflammbare Kleidung, die
alle dem Schnittbereich ausgesetzten
Körperbereiche abdeckt.
• Keine Hosen mit Umschlag tragen, worin
Funken und Schlacke aufgefangen werden
könnten.
• Feuerlöscher sollten jederzeit für einen
eventuellen Gebrauch zur Verfügung stehen.
Das Schneiden über Wasser führt zu
einem schlechten Ergebnis.
Der PT-24 ist für ein
Trockenschneidverfahren entwickelt worden.
Das Schneiden über Wasser kann zu folgendem
führen:
• Reduzierte Lebensspanne
• Verschlechterte Schnittqualität
Das Schneiden über Wasser kann zu einem
schlechten Ergebnis führen. Wasserdämpfe, die dabei
entstehen wenn heißes Material oder Funken in
Kontakt mit Flüssigkeit kommen, können zu einer
Lichtbogenbildung im Innern des Brenners führen.
Beim Schneiden auf einem Wassertisch sollte der
Wasserstand so reduziert werden, dass ein maximaler
Abstand zwischen dem Wasser und dem Material
gewährleistet wird.

ABSCHNITT 1 SICHERHEIT
Präzisions-Plasma mit integrierter Strömungskontrolle -
1-12
1.7 Wartungsvorkehrungen
WARNUNG
!
Hochspannungsgefahr. Elektroschock
kann zum Tod führen.
• Den Plasmabrenner, Schneidtisch oder die
Kabelverbindungen während dem
Plasmaschneidvorgang NICHT berühren.
• Stellen Sie stets den Strom zur
Plasmastromversorgung ab, bevor Sie den
Plasmabrenner berühren oder warten.
• Stellen Sie stets den Strom zur
Plasmastromversorgung ab, bevor Sie die
Abdeckungen und Verkleidungen zur Wartung der
Systemkomponenten abnehmen.
• Keine unter Strom stehenden Teile berühren.
• Alle Verkleidungen und Abdeckungen an Ort und
Stelle halten, wenn die Maschine an der
Stromquelle angeschlossen ist.
• Handschuhe, Schuhe, Kleidung, Arbeitsbereich
und Ausrüstung trocken halten.
• Die Strom- und Erdungskabel regelmäßig auf
Abnutzung oder Risse überprüfen. Abgenutzte
oder beschädigte Kabel ersetzen. Bei
vorhandenen Schäden dürfen die Kabel nicht
mehr verwendet werden.
• Die Sicherheitssperren niemals umgehen.
• Die Absperrverfahren stets befolgen.
VORSICHT
Ein vorbeugendes Wartungsverfahren einrichten
und befolgen. Ein umfassendes
Wartungsprogramm kann entsprechend der
empfohlenen Wartungsintervallen erstellt
werden.
Das Liegenlassen von Testausrüstung oder
Handwerkzeugen auf der Maschine sollte vermieden
werden. Schwere Elektro- oder Maschinenschäden
könnten an der Ausrüstung oder Maschine entstehen.

ABSCHNITT 1 SICHERHEIT
Präzisions-Plasma mit integrierter Strömungskontrolle -
1-13
VORSICHT
!
Äußerste Vorsicht ist geboten, wenn der
Äußerste Vorsicht ist geboten, wenn der Äußerste Vorsicht ist geboten, wenn der
Äußerste Vorsicht ist geboten, wenn der
Schaltkasten mit einem
Schaltkasten mit einem Schaltkasten mit einem
Schaltkasten mit einem
Oszilloskop oder
Oszilloskop oder Oszilloskop oder
Oszilloskop oder
Spannungsmeßgerät geprüft wird. Integrierte
Spannungsmeßgerät geprüft wird. Integrierte Spannungsmeßgerät geprüft wird. Integrierte
Spannungsmeßgerät geprüft wird. Integrierte
Schaltkreise sind für Schäd
Schaltkreise sind für SchädSchaltkreise sind für Schäd
Schaltkreise sind für Schäden aufgrund von
en aufgrund von en aufgrund von
en aufgrund von
Überspannungen anfällig. Bevor Testgeräte verwendet
Überspannungen anfällig. Bevor Testgeräte verwendet Überspannungen anfällig. Bevor Testgeräte verwendet
Überspannungen anfällig. Bevor Testgeräte verwendet
werden, sollte die Maschine ausgeschaltet werden, um
werden, sollte die Maschine ausgeschaltet werden, um werden, sollte die Maschine ausgeschaltet werden, um
werden, sollte die Maschine ausgeschaltet werden, um
einen unbeabsichtigten Kurzschluß der Komponenten
einen unbeabsichtigten Kurzschluß der Komponenten einen unbeabsichtigten Kurzschluß der Komponenten
einen unbeabsichtigten Kurzschluß der Komponenten
zu verhindern.
zu verhindern.zu verhindern.
zu verhindern.
Alle Leiterplatten sollten fest in ihren Steckplätzen sitzen,
Alle Leiterplatten sollten fest in ihren Steckplätzen sitzen, Alle Leiterplatten sollten fest in ihren Steckplätzen sitzen,
Alle Leiterplatten sollten fest in ihren Steckplätzen sitzen,
alle Ka
alle Kaalle Ka
alle Kabel ordnungsgemäß angeschlossen, alle Kästen
bel ordnungsgemäß angeschlossen, alle Kästen bel ordnungsgemäß angeschlossen, alle Kästen
bel ordnungsgemäß angeschlossen, alle Kästen
geschlossen und verriegelt sein und alle Schutzschilder
geschlossen und verriegelt sein und alle Schutzschilder geschlossen und verriegelt sein und alle Schutzschilder
geschlossen und verriegelt sein und alle Schutzschilder
und Abdeckungen wieder aufgesetzt sein, bevor der
und Abdeckungen wieder aufgesetzt sein, bevor der und Abdeckungen wieder aufgesetzt sein, bevor der
und Abdeckungen wieder aufgesetzt sein, bevor der
Strom eingeschaltet wird.
Strom eingeschaltet wird. Strom eingeschaltet wird.
Strom eingeschaltet wird.

ABSCHNITT 1 SICHERHEIT
Präzisions-Plasma mit integrierter Strömungskontrolle -
1-14
1.8 Sicherheitsverweise
Die nachfolgenden, im Inland anerkannten Herausgaben über die
Sicherheit bei Schweiß- und Schneidverfahren werden empfohlen.
Diese Herausgaben wurden zum Schutz von Personen vor
Verletzungen oder Erkrankungen sowie zum Schutz vor Schäden an
Eigentum, die durch unsachgemäße Praktiken entstehen könnten,
vorbereitet. Obwohl sich einige dieser Herausgaben nicht speziell auf
diese Art von industriellem Schneidapparat beziehen, gelten jedoch die
gleichen Sicherheitsprinzipien.
• „Vorkehrungen und Sicherheitspraktiken beim Schweißen und
Schneiden mit Ausrüstung auf Sauerstoff-Flüssiggasbasis“,
Formular 2035. ESAB Cutting Systems.
• “Vorkehrungen und Sicherheitspraktiken für Elektro-Schweißen und
Schneiden“, Formular 52-529. ESAB Cutting Systems.
• “Sicherheit beim Schweißen und Schneiden” - ANSI Z 49.1,
American Welding Society (Amerikanische Schweißer-
Organisation), 2501 NW 7th Street, Miami, Florida, 33125, USA.
• „Empfohlene Sicherheitspraktiken für Schildgase beim Schweißen
und Plasmalichtbogenschneiden” - AWS C5.10-94, American
Welding Society.
• „Empfohlene Praktiken beim Plasmalichtbogenschweißen” - AWS
C5.1, American Welding Society.
• „Empfohlene Praktiken beim Lichtbogenschneiden” - AWS C5.2,
American Welding Society.
• “Sicherheitspraktiken” - AWS SP, American Welding Society.
• „Normen zum Feuerschutz bei Schneid- und Schweißverfahren” -
NFPA 51B, National Fire Protection Association (Nationale
Feuerschutz-Organisation), 60 Batterymarch Street, Boston,
Massachusetts, 02110, USA.
• „Normen zu Installation und Betrieb von Sauerstoff-
Flüssiggassystemen beim Schweißen und Schneiden“ - NFPA 51,
National Fire Protection Association.
• „Sicherheitsvorkehrungen für Sauerstoff, Stickstoff, Argon, Helium,
Kohlenstoffdioxid, Wasserstoff und Azetylen“, Formular 3499.
ESAB Cutting Systems. Erhältlich durch Ihren ESAB-
Repräsentanten oder Ihrem örtlichen Händler.
• „Ausführung und Installation von Sauerstoff-
Rohrleitungssystemen”, Formular 5110. ESAB Cutting Systems.
• „Vorkehrungen für die sichere Handhabung von
Kompressionsgasen in Zylindern”, CGA Standard P-1,
Compressed Gas Association (Organisation für Kompressionsgas).
Literatur in Zusammenhang mit Sicherheitspraktiken beim Schweißen
und Schneiden mit gasförmigem Material ist ebenfalls erhältlich durch:
Compressed Gas Association, Inc., 500 Fifth Ave., New York, NY
10036, USA.
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112
-
 113
113
-
 114
114
-
 115
115
-
 116
116
-
 117
117
-
 118
118
-
 119
119
-
 120
120
-
 121
121
-
 122
122
-
 123
123
-
 124
124
-
 125
125
-
 126
126
-
 127
127
-
 128
128
-
 129
129
-
 130
130
-
 131
131
-
 132
132
-
 133
133
-
 134
134
-
 135
135
-
 136
136
-
 137
137
-
 138
138
-
 139
139
-
 140
140
-
 141
141
-
 142
142
-
 143
143
-
 144
144
-
 145
145
-
 146
146
-
 147
147
-
 148
148
-
 149
149
-
 150
150
-
 151
151
-
 152
152
-
 153
153
-
 154
154
-
 155
155
-
 156
156
-
 157
157
-
 158
158
-
 159
159
-
 160
160
-
 161
161
-
 162
162
-
 163
163
-
 164
164
-
 165
165
-
 166
166
-
 167
167
-
 168
168
-
 169
169
-
 170
170
-
 171
171
-
 172
172
-
 173
173
-
 174
174
-
 175
175
-
 176
176
-
 177
177
-
 178
178
-
 179
179
-
 180
180
-
 181
181
-
 182
182
-
 183
183
-
 184
184
-
 185
185
-
 186
186
-
 187
187
-
 188
188
-
 189
189
-
 190
190
-
 191
191
-
 192
192
-
 193
193
-
 194
194
-
 195
195
-
 196
196
-
 197
197
-
 198
198
-
 199
199
-
 200
200








































































































































































































ESAB Precision PLASMARC® Cutting and High Speed Marking System with Integrated Flow Control Installationsanleitung
- Typ
- Installationsanleitung
- Dieses Handbuch eignet sich auch für
Verwandte Artikel
-
ESAB ESP-200 Plasmarc Cutting System Benutzerhandbuch
-
-
-
ESAB Precision Plasmarc System Installationsanleitung
-
-
-
-
ESAB Integrated Electronic Flow Control - Seperable (IEFC-S) Benutzerhandbuch
-
ESAB EPP-200 Precision Plasmarc Cutting System Benutzerhandbuch
-
Andere Dokumente
-
Mi Portable Electric Air Compressor (DZN4006GL) Benutzerhandbuch
-
 Fronius TTB 160 Benutzerhandbuch
Fronius TTB 160 Benutzerhandbuch
-
 IFM Electronic Efector 300 SA1004 Operating Instructions Manual
IFM Electronic Efector 300 SA1004 Operating Instructions Manual
-
Yamaha ST-15 Bedienungsanleitung
-
Elster UFM Serie 6 Bedienungsanleitung
-
Emerson PS1 Benutzerhandbuch
-
Hypertherm HPR400XD Bedienungsanleitung

