
F-15-663
December 2001
German
Handbuch für Installation, Betrieb und Wartung des
PRÄZISIONS-PLASMARC-SYSTEMS
mit elektronischer Gassteuerung
CUTTING SYSTEMS
411 s. Ebenezer Road
Florence, SC 29501-0545

Die in diesem Handbuch beschriebenen Geräte sind
möglicherweise gefährlich. Bei der Installation, dem Betrieb
und der Wartung Vorsicht walten lassen.
Der Käufer ist allein verantwortlich für den sicheren
Betrieb und den Gebrauch aller erworbenen Produkte,
einschließlich der Einhaltung von Normen des OSHA
(Occupational Safety and Health Administration, Amt
für Arbeitsschutz und Gewerbehygiene in den USA)
und anderer gesetzlicher Vorschriften.
ESAB Cutting
Systems ist nicht verantwortlich für Personen- oder
andere Schäden, die aus dem Gebrauch eines von
ESAB hergestellten oder vertriebenen Produktes
entsteht. Genauere Angaben zu Verantwortung und
Haftungsbegrenzung von ESAB finden Sie in den
Allgemeinen Geschäftsbedingungen.
Die vollständige Zufrieden
Die vollständige ZufriedenDie vollständige Zufrieden
Die vollständige Zufriedenheit unserer Kunden genießt bei
heit unserer Kunden genießt bei heit unserer Kunden genießt bei
heit unserer Kunden genießt bei
ESAB Cutting Systems höchste Priorität. Wir bemühen uns
ESAB Cutting Systems höchste Priorität. Wir bemühen uns ESAB Cutting Systems höchste Priorität. Wir bemühen uns
ESAB Cutting Systems höchste Priorität. Wir bemühen uns
ständig, Produkte, Service und Dokumentation zu
ständig, Produkte, Service und Dokumentation zu ständig, Produkte, Service und Dokumentation zu
ständig, Produkte, Service und Dokumentation zu
verbessern. Im Zuge dieses Prozesses nehmen wir ggf.
verbessern. Im Zuge dieses Prozesses nehmen wir ggf. verbessern. Im Zuge dieses Prozesses nehmen wir ggf.
verbessern. Im Zuge dieses Prozesses nehmen wir ggf.
auch Verbesserungen und/oder Veränderungen im Design
auch Verbesserungen und/oder Veränderungen im Design auch Verbesserungen und/oder Veränderungen im Design
auch Verbesserungen und/oder Veränderungen im Design
vor. ESAB bemü
vor. ESAB bemüvor. ESAB bemü
vor. ESAB bemüht sich nach Kräften, die Dokumentation auf
ht sich nach Kräften, die Dokumentation auf ht sich nach Kräften, die Dokumentation auf
ht sich nach Kräften, die Dokumentation auf
dem Laufenden zu halten. Wir können jedoch nicht
dem Laufenden zu halten. Wir können jedoch nicht dem Laufenden zu halten. Wir können jedoch nicht
dem Laufenden zu halten. Wir können jedoch nicht
garantieren, dass jeder Teil der Dokumentation die neusten
garantieren, dass jeder Teil der Dokumentation die neusten garantieren, dass jeder Teil der Dokumentation die neusten
garantieren, dass jeder Teil der Dokumentation die neusten
Änderungen beim Design enthält. Daher bleiben für die in
Änderungen beim Design enthält. Daher bleiben für die in Änderungen beim Design enthält. Daher bleiben für die in
Änderungen beim Design enthält. Daher bleiben für die in
diesem Dokument enthaltenen Informationen Änder
diesem Dokument enthaltenen Informationen Änderdiesem Dokument enthaltenen Informationen Änder
diesem Dokument enthaltenen Informationen Änderungen
ungen ungen
ungen
vorbehalten.
vorbehalten.vorbehalten.
vorbehalten.
Dieses Handbuch trägt die ESAB
Dieses Handbuch trägt die ESABDieses Handbuch trägt die ESAB
Dieses Handbuch trägt die ESAB-
--
-Teilenummer F15663.
Teilenummer F15663.Teilenummer F15663.
Teilenummer F15663.
Neues Datum (April 01) eingefügt wegen zusätzlichen
Kabelteils (Abschnitt 2)
Neues Datum (December 01) ersatzteile Kapitel Besserung
Diese Bedienungsanleitung soll dem Käufer des
Schneidsystems zum Gebrauch und zu seinem Nutzen
vorgelegt werden. Sie stellt keinen Vertrag oder irgendeine
andere Verpflichtung vonseiten ESAB Cutting Systems dar.
©
©©
© ESAB Cutting Systems, 2001
Gedruckt in den USA

Präzisions-Plasma/Elektronische Steuerung Inhaltsverzeichnis
i
Seite
Kapitel 1 – Sicherheit
1.1 Einführung............................................................................................ 1
1.2 Sicherheitshinweise und Symbole ......................................................... 1
1.3 Allgemeine Sicherheitsinformationen ..................................................... 2
1.4 Vorsichtsmaßnahmen bei der Installation............................................... 3
1.5 Elektrische Erdung................................................................................ 4
1.6 Betrieb einer Plasmaschneidanlage....................................................... 4
1.7 Vorsichtsmaßnahmen bei der Wartung.................................................. 9
1.8 Referenzmaterial zum Thema Sicherheit................................................ 10
Kapitel 2 – Beschreibung
2.1 Allgemeines.......................................................................................... 1
2.2 Anwendungsbereich............................................................................. 1
2.3 Erhältliche Einzelbauteile....................................................................... 1-2
2.4 Technische Spezifikationen
2.4.1 System ........................................................................................ 2-3
2.4.2 Plasmagas ................................................................................... 4
2.4.3 Startgas ....................................................................................... 4
2.4.4 Sekundärschutzgas...................................................................... 4
2.4.5 Brenner PT-24............................................................................... 4
Kapitel 3 – Installation
3.1 Allgemeines.......................................................................................... 1
3.2 Erforderliche Ausrüstung....................................................................... 1
3.3 Standort............................................................................................... 1
3.4 Netzanschluss...................................................................................... 2
3.5 Versorgungsleitungen........................................................................... 4
Schaltplan der Komponenten des Präszisions-Plasmarc-Systems ......... 7
3.6 Montage des Brenners ......................................................................... 10
3.7 Kühlmittel für den Brenner .................................................................... 11
3.8 Inspektion der Gas- und Kühlmittelleitungen.......................................... 11
3.9 Ersetzen des EPROM bei der programmierbaren Logiksteuerung
(PLC) des Plasmarc-Stromversorgungsgerätes ............................................
12

Präzisions-Plasma/Elektronische Steuerung Inhaltsverzeichnis
ii
Kapitel 4 – Betrieb
4.1 Bedienelemente am Stromversorgungsgerät
4.1.1 Haupttrennschalter.......................................................................
.
1
4.1.2 Pilotlichtbogenschalter .................................................................
.
1
4.1.3 Fehlerlämpchen ...........................................................................
.
2
4.1.4 Messgeräte..................................................................................
.
2
4.1.5 Stromsteuerungsschalter..............................................................
.
3
4.2 Schnittqualität
4.2.1 Einführung ...................................................................................
.
4
4.2.2 Schnittwinkel................................................................................
.
5
4.2.3 Schnittebenheit............................................................................
.
6
4.2.4 Oberflächenfehler.........................................................................
.
7
4.2.5 Schlackebildung...........................................................................
.
8
4.2.6 Maßgenauigkeit............................................................................
.
10
4.3 Einfluss der Gaseinstellungen auf die Schnittqualität
4.3.1 Einführung ...................................................................................
.
11
4.3.2 Aluminium....................................................................................
.
11
4.3.3 Kohlenstoffstahl ...........................................................................
.
12
4.3.4 Edelstahl......................................................................................
.
13
4.4 Prozessdaten
4.4.1 Einführung ...................................................................................
.
15
4.4.2 Prozessdaten...............................................................................
.
16
Prozessdaten zum Plasma-Markieren ...................................
.
56
4.4.3 Verhältnis von Schnittbreite zu Amperezahl und Materialstärke......
.
78
4.4.3.1 Schnittfugenwerte für Aluminium...........................................
.
78
4.4.3.2 Schnittfugenwerte für Kohlenstoffstahl ..................................
.
80
4.4.3.3 Schnittfugenwerte für Edelstahl O
2
/N
2
/O
2
..............................
.
83
4.4.3.4 Schnittfugenwerte für Edelstahl Luft/Luft/CH
4
.......................
.
84
4.4.3.5 Schnittfugenwerte für Edelstahl N
2
/N
2
/CH
4
............................
.
85
4.4.3.6 Schnittfugenwerte für Edelstahl N
2
/N
2
....................................
.
86
4.4.3.7 Schnittfugenwerte für Edelstahl Luft/Luft...............................
.
88

Präzisions-Plasma/Elektronische Steuerung Inhaltsverzeichnis
iii
Kapitel 5 – Wartung
5.1 Allgemeines.......................................................................................... 1
5.2 Inspektion und Reinigung...................................................................... 1
5.3 Beschreibung des Brenners PT-24 ....................................................... 2
5.4 Wartung des Brenners.......................................................................... 5
5.5 PT-24: Demontage und Inspektion von Verschleißteilen......................... 7
5.6 Wiederzusammenbau des PT-24 Brenners ........................................... 10
Section 6 Troubleshooting
6.1 General Safety...................................................................................... 1
6.2 Programmable Logic Controller (PLC) .................................................. 1
6.2.1 PLC LED Introduction.................................................................. 2
6.2.2 PLC LED Functions ..................................................................... 2
6.3 Troubleshooting Guide
6.3.1 Reduced Consumable Life............................................................ 3
6.3.2 Poor Cut Quality ........................................................................... 4
6.3.3 No Pilot Arc.................................................................................. 4
6.3.4 No Arc Transfer............................................................................ 4
6.3.5 No Preflow ................................................................................... 4
6.3.6 Torch Fails to Fire ......................................................................... 4
6.3.7 Nozzle Life Extremely Short........................................................... 5
6.3.8 Short Electrode Life ...................................................................... 5
6.3.9 Short Electrode AND Nozzle Life................................................... 5
6.4 Flow Control Schematic........................................................................ 6
6.5 Gas Flow Schematic............................................................................. 7
6.6 Junction Box Wiring Diagram................................................................ 8
6.7 Junction Box Schematic........................................................................ 9
6.8 Precision Plasma Power Module Wiring Diagram................................... 10-11
6.9 Power Module Schematic..................................................................... 12
6.10 Power Source Wiring Diagrams .......................................................... 13-17
6-11 Power Source Schematic................................................................... 18-19

Präzisions-Plasma/Elektronische Steuerung Inhaltsverzeichnis
iv
6.12 Technical Guide to Using/Understanding the Operation of the EFC .....
.
20
6.12.1 Precision Process Timers ...........................................................
.
21
6.12.2 Process Timer Values.................................................................
.
22
6.12.3 Process Window Key Functions .................................................
.
23
6.12.4 Proportional Valve Analog Values for PARAM.CUT
PARAM.CUTPARAM.CUT
PARAM.CUT and DEF.TEC
DEF.TECDEF.TEC
DEF.TEC 24
6.12.5 Process Gas Selection Requirements .........................................
.
25
6.12.6 EFC Process Gas Flow Chart .....................................................
.
26
6.12.7 Station On, Flush/Pressurize Cycle Timers ..................................
.
27
6.12.8 Solenoid/Proportional Valve Requirements and
Gas Error Monitoring
Carbon Steel PG-O
2
, SG-O
2
......................................................
.
28
Carbon Steel PG-O
2
, SG-N
2
/O
2
..................................................
.
30
Carbon Steel PG-O
2
, Sg-O
2
.......................................................
.
32
Stainless Steel PG-N
2
, SG-N
2
...................................................
.
34
Stainless Steel PG-N
2
, SG-N
2
/CH
4
.............................................
.
36
Stainless Steel PG-Air, SG-Air ...................................................
.
38
Stainless Steel PG-Air, SG-Air/CH
4
............................................
.
40
Aluminum PG-N
2
, SG- N
2
..........................................................
.
42
Aluminum PG-N
2
, SG-N
2
/CH
4
....................................................
.
44
Marking PG-Argon, SG-Air ........................................................
.
46
Section 7 Replacement Parts
7.1 General................................................................................................
.
1
7.2 Ordering ..............................................................................................
.
2
7.3 Plasmarc Power Source – Exterior Components...................................
.
3
7.4 Plasmarc Power Source – Internal Components ...................................
.
8
7.5 Power Source Module..........................................................................
.
18
7.6 EFC Junction Box................................................................................
.
26
7.7 Electronic Flow Control Box .................................................................
.
32
7.8 PT-24 Torch Assembly EFC Series A/M...............................................
.
36
7.9 T Gas Shut-off Valve Assembly - Series A/M Torch...............................
.
38
7.10 PT-24 Torch Assembly – Version 1.....................................................
.
40
7.11 Solenoid Assembly - EFC Torch – Version 1 .......................................
.
42
Kundeninformationen/Technische Daten Handbuchrückseite

KAPITEL 1 SICHERHEIT
Präzisions-Plasmassystem mit elektronischer Gassteuerung –
1-1
1.1 Einführung
Plasmageräte zum Schneiden von Metall sind für die
Industrie wertvolle und vielseitige Werkzeuge. Schneide-
maschinen von ESAB sind sowohl im Hinblick auf
Betriebssicherheit als auch auf Effizienz entworfen worden.
Wie bei jeder Werkzeugmaschine ist jedoch auch hier die
genaue Einhaltung der Arbeitsschritte sowie der
Vorsichtsmaßnahmen und Sicherheitstechniken nötig, um
ein Höchstmaß an Zweckmäßigkeit zu erreichen. Sowohl
beim Betrieb als auch bei der Wartung oder der Über-
wachung müssen die bestehenden Vorsichtsmaßnahmen
und Sicherheitstechniken in jedem Fall eingehalten werden.
Die Nichtbeachtung bestimmter Vorsichtsmaßnahmen kann
u. U. zu schweren Personen- oder Sachschäden führen. Die
folgenden Sicherheitsmaßnahmen sind allgemeine
Richtlinien für den Umgang mit Schneidemaschinen.
Detailliertere Vorsichtsmaßnahmen für den Umgang mit der
Basiseinheit sind in den Instruktionen zu finden. Umfassende
Informationen zum Thema Sicherheit im Umgang mit
Schneide- und Schweißapparaturen finden Sie in den unter
„Empfohlenes Referenzmaterial“ aufgeführten Publikationen.
1.2 Sicherheitshinweise und Symbole
Die folgenden Begriffe und Symbole werden im vorliegenden
Handbuch verwendet. Sie stehen jeweils für verschiedene
Stufen von zu ergreifenden Sicherheitsmaßnahmen.
!
VORSICHT oder ACHTUNG. Gefahr für die
persönliche Sicherheit oder mögliche
Beschädigung der Maschine. Zusammen mit
anderen Symbolen und Informationen verwendet.
GEFAHR
!
Weist auf unmittelbare Gefahren hin, die bei
Nichtbeachtung zu schweren Verletzungen
oder Unfällen mit Todesfolge führen.
WARNUNG
!
Weist auf mögliche Gefahren hin, die zu
Verletzungen oder Unfällen mit Todesfolge
führen können.
VORSICHT
!
Weist auf Gefahren hin, die zu leichten
Verletzungen oder Geräteschäden führen
können.
VORSICHT
Weist auf Gefahren hin, die leichte
Geräteschäden verursachen.
HINWEIS
Weist auf wichtige Informationen zu
Installation, Betrieb oder Wartung hin, die
nicht direkt im Zusammenhang mit Gefahren
stehen.

KAPITEL 1 SICHERHEIT
Präzisions-Plasmassystem mit elektronischer Gassteuerung –
1-2
1.3 Allgemeine Sicherheitsinformationen
WARNUNG
!
Maschine startet automatisch.
Dieses Gerät bewegt sich in unterschiedliche
Dieses Gerät bewegt sich in unterschiedliche Dieses Gerät bewegt sich in unterschiedliche
Dieses Gerät bewegt sich in unterschiedliche
Richtungen und mit verschiedenen Geschwindigkeiten.
Richtungen und mit verschiedenen Geschwindigkeiten.Richtungen und mit verschiedenen Geschwindigkeiten.
Richtungen und mit verschiedenen Geschwindigkeiten.
• Bewegliche Machinenteile können zu Verletzungen
Bewegliche Machinenteile können zu Verletzungen Bewegliche Machinenteile können zu Verletzungen
Bewegliche Machinenteile können zu Verletzungen
führen.
führen.führen.
führen.
• Betrieb und Wartung nur durch qualif
Betrieb und Wartung nur durch qualifBetrieb und Wartung nur durch qualif
Betrieb und Wartung nur durch qualifiziertes
iziertes iziertes
iziertes
Personal.
Personal.Personal.
Personal.
• Nicht in den Produktionsprozess einbezogenes
Nicht in den Produktionsprozess einbezogenes Nicht in den Produktionsprozess einbezogenes
Nicht in den Produktionsprozess einbezogenes
Personal, Material und Geräte aus dem
Personal, Material und Geräte aus dem Personal, Material und Geräte aus dem
Personal, Material und Geräte aus dem
Betriebsbereich fernhalten.
Betriebsbereich fernhalten.Betriebsbereich fernhalten.
Betriebsbereich fernhalten.
• Zahnstangen und Querbalken von Abfällen und
Zahnstangen und Querbalken von Abfällen und Zahnstangen und Querbalken von Abfällen und
Zahnstangen und Querbalken von Abfällen und
Hindernissen wie Werkzeugen oder
Hindernissen wie Werkzeugen oder Hindernissen wie Werkzeugen oder
Hindernissen wie Werkzeugen oder
Kleidungsstücken frei halten.
Kleidungsstücken frei halten.Kleidungsstücken frei halten.
Kleidungsstücken frei halten.
• Gesamten Arbeitsber
Gesamten ArbeitsberGesamten Arbeitsber
Gesamten Arbeitsbereich absperren, um Personal
eich absperren, um Personal eich absperren, um Personal
eich absperren, um Personal
am Durchgang zu hindern bzw. den Aufenthalt im
am Durchgang zu hindern bzw. den Aufenthalt im am Durchgang zu hindern bzw. den Aufenthalt im
am Durchgang zu hindern bzw. den Aufenthalt im
Betriebsbereich zu verhindern.
Betriebsbereich zu verhindern. Betriebsbereich zu verhindern.
Betriebsbereich zu verhindern.
• Entsprechende Schilder mit der Aufschrift
Entsprechende Schilder mit der Aufschrift Entsprechende Schilder mit der Aufschrift
Entsprechende Schilder mit der Aufschrift
WARNUNG am Eingang jedes Arbeitsbereichs
WARNUNG am Eingang jedes Arbeitsbereichs WARNUNG am Eingang jedes Arbeitsbereichs
WARNUNG am Eingang jedes Arbeitsbereichs
aufstellen.
aufstellen. aufstellen.
aufstellen.
• Vor der Wartung Verriegelungsprozess
Vor der Wartung Verriegelungsprozess Vor der Wartung Verriegelungsprozess
Vor der Wartung Verriegelungsprozess
durchführen.
durchführen.durchführen.
durchführen.
WARNUNG
!
Nichtbefolgen der Betriebsanweisungen
kann zum Tode oder zu schweren
Verletzungen führen.
Lesen Sie dieses Betriebshandbuch sorgfältig vor
Lesen Sie dieses Betriebshandbuch sorgfältig vor Lesen Sie dieses Betriebshandbuch sorgfältig vor
Lesen Sie dieses Betriebshandbuch sorgfältig vor
Inbetriebnahme der Maschine.
Inbetriebnahme der Maschine.Inbetriebnahme der Maschine.
Inbetriebnahme der Maschine.
• Lesen Sie vor der Inbetriebnahme oder der
Lesen Sie vor der Inbetriebnahme oder der Lesen Sie vor der Inbetriebnahme oder der
Lesen Sie vor der Inbetriebnahme oder der
Wartung des Systems zuerst die Anweisungen
Wartung des Systems zuerst die Anweisungen Wartung des Systems zuerst die Anweisungen
Wartung des Systems zuerst die Anweisungen
für den gesamten Prozess.
für den gesamten Prozess.für den gesamten Prozess.
für den gesamten Prozess.
• Beachten Sie besonders alle Gefahrenhinweise
Beachten Sie besonders alle Gefahrenhinweise Beachten Sie besonders alle Gefahrenhinweise
Beachten Sie besonders alle Gefahrenhinweise
mit wi
mit wimit wi
mit wichtigen Informationen zu Ihrer Sicherheit
chtigen Informationen zu Ihrer Sicherheit chtigen Informationen zu Ihrer Sicherheit
chtigen Informationen zu Ihrer Sicherheit
und/oder möglichen Geräteschäden.
und/oder möglichen Geräteschäden.und/oder möglichen Geräteschäden.
und/oder möglichen Geräteschäden.
• Alle Sicherheitsmaßnahmen, die elektrische
Alle Sicherheitsmaßnahmen, die elektrische Alle Sicherheitsmaßnahmen, die elektrische
Alle Sicherheitsmaßnahmen, die elektrische
Geräte und Prozessabläufe betreffen, müssen
Geräte und Prozessabläufe betreffen, müssen Geräte und Prozessabläufe betreffen, müssen
Geräte und Prozessabläufe betreffen, müssen
von jedem Mitarbeiter genau beachtet werden,
von jedem Mitarbeiter genau beachtet werden, von jedem Mitarbeiter genau beachtet werden,
von jedem Mitarbeiter genau beachtet werden,
der Verantwortung für das oder Zugang zum
der Verantwortung für das oder Zugang zum der Verantwortung für das oder Zugang zum
der Verantwortung für das oder Zugang zum
System
SystemSystem
System hat.
hat. hat.
hat.
• Lesen Sie alle von Ihren Unternehmen
Lesen Sie alle von Ihren Unternehmen Lesen Sie alle von Ihren Unternehmen
Lesen Sie alle von Ihren Unternehmen
herausgegebenen Sicherheitshinweise.
herausgegebenen Sicherheitshinweise.herausgegebenen Sicherheitshinweise.
herausgegebenen Sicherheitshinweise.

KAPITEL 1 SICHERHEIT
Präzisions-Plasmassystem mit elektronischer Gassteuerung –
1-3
WARNUNG
!
Nichtbeachtung von Anweisungen auf
ausgehängten Sicherheitshinweisen kann
zum Tode oder zu schweren Verletzungen
führen.
Lesen Sie alle auf der Maschine angebrachten
Lesen Sie alle auf der Maschine angebrachten Lesen Sie alle auf der Maschine angebrachten
Lesen Sie alle auf der Maschine angebrachten
Sicherheitshinweise.
Sicherheitshinweise.Sicherheitshinweise.
Sicherheitshinweise.
Zusätzliche Sicherheitsinformationen finden Sie im
Zusätzliche Sicherheitsinformationen finden Sie im Zusätzliche Sicherheitsinformationen finden Sie im
Zusätzliche Sicherheitsinformationen finden Sie im
Betriebs
BetriebsBetriebs
Betriebshandbuch.
handbuch.handbuch.
handbuch.
1.4 Vorsichtsmaßnahmen bei der Installation
WARNUNG
!
Falsch installierte Geräte können zu
schweren Verletzungen oder zum Tod führen.
Befolgen Sie bei der Installation der Maschine folgende
Befolgen Sie bei der Installation der Maschine folgende Befolgen Sie bei der Installation der Maschine folgende
Befolgen Sie bei der Installation der Maschine folgende
Richtlinien:
Richtlinien:Richtlinien:
Richtlinien:
Gasbehälter nicht d
Gasbehälter nicht dGasbehälter nicht d
Gasbehälter nicht direkt mit Maschineneinlass
irekt mit Maschineneinlass irekt mit Maschineneinlass
irekt mit Maschineneinlass
verbinden. Auf einem Brenngasbehälter muss zuerst
verbinden. Auf einem Brenngasbehälter muss zuerst verbinden. Auf einem Brenngasbehälter muss zuerst
verbinden. Auf einem Brenngasbehälter muss zuerst
ein entsprechender Regler angebracht werden, um
ein entsprechender Regler angebracht werden, um ein entsprechender Regler angebracht werden, um
ein entsprechender Regler angebracht werden, um
den Druck dem Einlass entsprechend anzupassen.
den Druck dem Einlass entsprechend anzupassen. den Druck dem Einlass entsprechend anzupassen.
den Druck dem Einlass entsprechend anzupassen.
Der Regler an der Maschine dient dann zum Einstellen
Der Regler an der Maschine dient dann zum Einstellen Der Regler an der Maschine dient dann zum Einstellen
Der Regler an der Maschine dient dann zum Einstellen
des vom Brenner benötigten Gasd
des vom Brenner benötigten Gasddes vom Brenner benötigten Gasd
des vom Brenner benötigten Gasdrucks.
rucks.rucks.
rucks.
Wenden Sie sich vor der Installation an Ihren ESAB
Wenden Sie sich vor der Installation an Ihren ESABWenden Sie sich vor der Installation an Ihren ESAB
Wenden Sie sich vor der Installation an Ihren ESAB-
--
-
Vertreter. Er kann Ihnen Vorsichtsmaßnahmen zur
Vertreter. Er kann Ihnen Vorsichtsmaßnahmen zur Vertreter. Er kann Ihnen Vorsichtsmaßnahmen zur
Vertreter. Er kann Ihnen Vorsichtsmaßnahmen zur
Rohrverlegung, zum Anheben der Maschine usw.
Rohrverlegung, zum Anheben der Maschine usw. Rohrverlegung, zum Anheben der Maschine usw.
Rohrverlegung, zum Anheben der Maschine usw.
vorschlagen, um die maximale Sicherheit zu
vorschlagen, um die maximale Sicherheit zu vorschlagen, um die maximale Sicherheit zu
vorschlagen, um die maximale Sicherheit zu
gewährleisten.
gewährleisten.gewährleisten.
gewährleisten.
Nehmen Sie keine Änderungen an der Maschine vor
Nehmen Sie keine Änderungen an der Maschine vorNehmen Sie keine Änderungen an der Maschine vor
Nehmen Sie keine Änderungen an der Maschine vor
und installieren Sie keine zusätzlichen Apparaturen,
und installieren Sie keine zusätzlichen Apparaturen, und installieren Sie keine zusätzlichen Apparaturen,
und installieren Sie keine zusätzlichen Apparaturen,
ohne vorher einen qualifizierten ESAB
ohne vorher einen qualifizierten ESABohne vorher einen qualifizierten ESAB
ohne vorher einen qualifizierten ESAB-
--
-Vertreter zu
Vertreter zu Vertreter zu
Vertreter zu
konsultieren.
konsultieren.konsultieren.
konsultieren.
Halten Sie die erforderlichen Abstände um die
Halten Sie die erforderlichen Abstände um die Halten Sie die erforderlichen Abstände um die
Halten Sie die erforderlichen Abstände um die
Maschine ein, um einen korrekten Betrieb und
Maschine ein, um einen korrekten Betrieb und Maschine ein, um einen korrekten Betrieb und
Maschine ein, um einen korrekten Betrieb und
Personalsicherheit zu gewährleisten.
Personalsicherheit zu gewährleisten.Personalsicherheit zu gewährleisten.
Personalsicherheit zu gewährleisten.

KAPITEL 1 SICHERHEIT
Präzisions-Plasmassystem mit elektronischer Gassteuerung –
1-4
1.5 Elektrische Erdung
Die elektrische Erdung ist unabdingbar für den
korrekten Maschinenbetrieb und die SICHERHEIT.
Genaue Anweisungen zum Erden finden Sie im
Abschnitt „Installation“ dieses Handbuchs.
WARNUNG
!
Stromschlag.
Falsche E
Falsche EFalsche E
Falsche Erdung kann zu schweren Verletzungen oder
rdung kann zu schweren Verletzungen oder rdung kann zu schweren Verletzungen oder
rdung kann zu schweren Verletzungen oder
zum Tode führen.
zum Tode führen.zum Tode führen.
zum Tode führen.
Die Maschine muss vor Inbetriebnahme korrekt
Die Maschine muss vor Inbetriebnahme korrekt Die Maschine muss vor Inbetriebnahme korrekt
Die Maschine muss vor Inbetriebnahme korrekt
geerdet sein.
geerdet sein.geerdet sein.
geerdet sein.
WARNUNG
!
Falsche Erdung kann zu Defekten an
Maschine und elektrischen Komponenten
führen.
• Die Maschine muss vor Inb
Die Maschine muss vor InbDie Maschine muss vor Inb
Die Maschine muss vor Inbetriebnahme korrekt
etriebnahme korrekt etriebnahme korrekt
etriebnahme korrekt
geerdet sein.
geerdet sein. geerdet sein.
geerdet sein.
• Der Schneidtisch muss über eine solide Erdungs
Der Schneidtisch muss über eine solide ErdungsDer Schneidtisch muss über eine solide Erdungs
Der Schneidtisch muss über eine solide Erdungs-
--
-
elektrode geerdet sein.
elektrode geerdet sein.elektrode geerdet sein.
elektrode geerdet sein.
1.6 Betrieb einer Plasmaschneidanlage
WARNUNG
!
Gefahr durch fliegende Schlacke und
Lärm.
• Heiße Spritzer können zu Verbrenn
Heiße Spritzer können zu VerbrennHeiße Spritzer können zu Verbrenn
Heiße Spritzer können zu Verbrennungen und
ungen und ungen und
ungen und
Augenverletzungen führen. Während des Betriebs
Augenverletzungen führen. Während des Betriebs Augenverletzungen führen. Während des Betriebs
Augenverletzungen führen. Während des Betriebs
Schutzbrille tragen, um die Augen vor
Schutzbrille tragen, um die Augen vor Schutzbrille tragen, um die Augen vor
Schutzbrille tragen, um die Augen vor
Verbrennungen und fliegender Schlacke zu
Verbrennungen und fliegender Schlacke zu Verbrennungen und fliegender Schlacke zu
Verbrennungen und fliegender Schlacke zu
schützen.
schützen.schützen.
schützen.
• Abplatzende Schlacke ist u.
Abplatzende Schlacke ist u.Abplatzende Schlacke ist u.
Abplatzende Schlacke ist u.
U. heiß und fliegt weit.
U. heiß und fliegt weit. U. heiß und fliegt weit.
U. heiß und fliegt weit.
Umstehende sollten ebenfalls Schutz
Umstehende sollten ebenfalls SchutzUmstehende sollten ebenfalls Schutz
Umstehende sollten ebenfalls Schutz-
--
- und
und und
und
Sicherheitsbrill
SicherheitsbrillSicherheitsbrill
Sicherheitsbrillen tragen.
en tragen.en tragen.
en tragen.
• Vom Plasmalichtbogen verursachter Lärm kann
Vom Plasmalichtbogen verursachter Lärm kann Vom Plasmalichtbogen verursachter Lärm kann
Vom Plasmalichtbogen verursachter Lärm kann
das Gehör schädigen. Beim Schneiden über
das Gehör schädigen. Beim Schneiden über das Gehör schädigen. Beim Schneiden über
das Gehör schädigen. Beim Schneiden über
Wasser entsprechenden Gehörschutz tragen.
Wasser entsprechenden Gehörschutz tragen.Wasser entsprechenden Gehörschutz tragen.
Wasser entsprechenden Gehörschutz tragen.

KAPITEL 1 SICHERHEIT
Präzisions-Plasmassystem mit elektronischer Gassteuerung –
1-5
WARNUNG
!
Verbrennungsgefahr.
Heißes Metall kann Verbrennungen hervorrufen.
Heißes Metall kann Verbrennungen hervorrufen.Heißes Metall kann Verbrennungen hervorrufen.
Heißes Metall kann Verbrennungen hervorrufen.
• Metallplatte oder
Metallplatte oderMetallplatte oder
Metallplatte oder
-
--
-teile nicht unmittelbar nach dem
teile nicht unmittelbar nach dem teile nicht unmittelbar nach dem
teile nicht unmittelbar nach dem
Schneiden berühren. Metall abkühlen lassen oder
Schneiden berühren. Metall abkühlen lassen oder Schneiden berühren. Metall abkühlen lassen oder
Schneiden berühren. Metall abkühlen lassen oder
in Wasser tauchen.
in Wasser tauchen.in Wasser tauchen.
in Wasser tauchen.
• Plasmabrenner nicht unmittelbar nach dem
Plasmabrenner nicht unmittelbar nach dem Plasmabrenner nicht unmittelbar nach dem
Plasmabrenner nicht unmittelbar nach dem
Schneiden berühren. Brenner abkühlen lassen.
Schneiden berühren. Brenner abkühlen lassen.Schneiden berühren. Brenner abkühlen lassen.
Schneiden berühren. Brenner abkühlen lassen.
WARNUNG
!
Gefährliche Stromspannungen. Tod
durch elektrischen Schlag möglich.
• Während des Schneidvorgangs Plasmabrenner,
Während des Schneidvorgangs Plasmabrenner, Während des Schneidvorgangs Plasmabrenner,
Während des Schneidvorgangs Plasmabrenner,
Schneidetisch oder Kabelverbindungen NICHT
Schneidetisch oder Kabelverbindungen NICHT Schneidetisch oder Kabelverbindungen NICHT
Schneidetisch oder Kabelverbindungen NICHT
berühren.
berühren.berühren.
berühren.
• Stromversorgung für Plasmabrenner vor Berühren
Stromversorgung für Plasmabrenner vor Berühren Stromversorgung für Plasmabrenner vor Berühren
Stromversorgung für Plasmabrenner vor Berühren
oder Wartung stets abschalten.
oder Wartung stets abschalten. oder Wartung stets abschalten.
oder Wartung stets abschalten.
• Stromversorgung für Plasmabrenner vor Öffnung
Stromversorgung für Plasmabrenner vor Öffnung Stromversorgung für Plasmabrenner vor Öffnung
Stromversorgung für Plasmabrenner vor Öffnung
ode
odeode
oder Wartung von Plasmaleitungen oder
r Wartung von Plasmaleitungen oder r Wartung von Plasmaleitungen oder
r Wartung von Plasmaleitungen oder
Steuerkasten für die Mengensteuerung stets
Steuerkasten für die Mengensteuerung stets Steuerkasten für die Mengensteuerung stets
Steuerkasten für die Mengensteuerung stets
abschalten.
abschalten.abschalten.
abschalten.
• Unter Spannung stehende elektrische Teile nicht
Unter Spannung stehende elektrische Teile nicht Unter Spannung stehende elektrische Teile nicht
Unter Spannung stehende elektrische Teile nicht
berühren.
berühren.berühren.
berühren.
• Alle Bedientafeln und Abdeckungen an ihrem Platz
Alle Bedientafeln und Abdeckungen an ihrem Platz Alle Bedientafeln und Abdeckungen an ihrem Platz
Alle Bedientafeln und Abdeckungen an ihrem Platz
belassen, solange die Maschine mit der
belassen, solange die Maschine mit der belassen, solange die Maschine mit der
belassen, solange die Maschine mit der
Stromquelle verbunde
Stromquelle verbundeStromquelle verbunde
Stromquelle verbunden ist.
n ist.n ist.
n ist.
• Auf Isolierung vom Werkstück und Stromkreis
Auf Isolierung vom Werkstück und Stromkreis Auf Isolierung vom Werkstück und Stromkreis
Auf Isolierung vom Werkstück und Stromkreis
achten: isolierender Handschuhe, Schuhe und
achten: isolierender Handschuhe, Schuhe und achten: isolierender Handschuhe, Schuhe und
achten: isolierender Handschuhe, Schuhe und
Bekleidung tragen.
Bekleidung tragen.Bekleidung tragen.
Bekleidung tragen.
• Handschuhe, Schuhe, Bekleidung, Arbeitsfläche
Handschuhe, Schuhe, Bekleidung, Arbeitsfläche Handschuhe, Schuhe, Bekleidung, Arbeitsfläche
Handschuhe, Schuhe, Bekleidung, Arbeitsfläche
und Geräte trocken halten.
und Geräte trocken halten.und Geräte trocken halten.
und Geräte trocken halten.
WARNUNG
!
Gefahr durch Einklemmen.
Bewegliche ve
Bewegliche veBewegliche ve
Bewegliche vertikale Gleitstücke können zu
rtikale Gleitstücke können zu rtikale Gleitstücke können zu
rtikale Gleitstücke können zu
Quetschungen führen.
Quetschungen führen.Quetschungen führen.
Quetschungen führen.
Hände bei Betrieb von Brenner und Gleitstück fern
Hände bei Betrieb von Brenner und Gleitstück fern Hände bei Betrieb von Brenner und Gleitstück fern
Hände bei Betrieb von Brenner und Gleitstück fern
halten.
halten.halten.
halten.

KAPITEL 1 SICHERHEIT
Präzisions-Plasmassystem mit elektronischer Gassteuerung –
1-6
WARNUNG
!
Gefahr durch Dämpfe.
Beim Plasmaschneideprozess entstehende Dämpfe
Beim Plasmaschneideprozess entstehende Dämpfe Beim Plasmaschneideprozess entstehende Dämpfe
Beim Plasmaschneideprozess entstehende Dämpfe
und Gase können gesundheitsschädlich sein.
und Gase können gesundheitsschädlich sein.und Gase können gesundheitsschädlich sein.
und Gase können gesundheitsschädlich sein.
• Dä
DäDä
Dämpfe NICHT einatmen.
mpfe NICHT einatmen.mpfe NICHT einatmen.
mpfe NICHT einatmen.
• Plasmabrenner nicht ohne einwandfrei arbeitendes
Plasmabrenner nicht ohne einwandfrei arbeitendes Plasmabrenner nicht ohne einwandfrei arbeitendes
Plasmabrenner nicht ohne einwandfrei arbeitendes
Entgasungssystem verwenden.
Entgasungssystem verwenden. Entgasungssystem verwenden.
Entgasungssystem verwenden.
• Zur Beseitigung von Dämpfen ggf. für zusätzliche
Zur Beseitigung von Dämpfen ggf. für zusätzliche Zur Beseitigung von Dämpfen ggf. für zusätzliche
Zur Beseitigung von Dämpfen ggf. für zusätzliche
Entlüftung sorgen.
Entlüftung sorgen.Entlüftung sorgen.
Entlüftung sorgen.
• Bei unzureichender Belüftung Atemschutzgerät
Bei unzureichender Belüftung Atemschutzgerät Bei unzureichender Belüftung Atemschutzgerät
Bei unzureichender Belüftung Atemschutzgerät
verwenden.
verwenden.verwenden.
verwenden.
WARNUNG
!
Strahlungsgefahr.
Lichtbogenstrahlen können zu Augenverletzungen und
Lichtbogenstrahlen können zu Augenverletzungen und Lichtbogenstrahlen können zu Augenverletzungen und
Lichtbogenstrahlen können zu Augenverletzungen und
Hautverbrennungen führen.
Hautverbrennungen führen.Hautverbrennungen führen.
Hautverbrennungen führen.
• Angemessenen Augen
Angemessenen AugenAngemessenen Augen
Angemessenen Augen-
--
- und Körperschutz tragen.
und Körperschutz tragen. und Körperschutz tragen.
und Körperschutz tragen.
• Dunkle Sicherheitsbrille oder Schutzbrille mit
Dunkle Sicherheitsbrille oder Schutzbrille mit Dunkle Sicherheitsbrille oder Schutzbrille mit
Dunkle Sicherheitsbrille oder Schutzbrille mit
Seitenschilden tragen. Folgende Tabelle zur
Seitenschilden tragen. Folgende Tabelle zur Seitenschilden tragen. Folgende Tabelle zur
Seitenschilden tragen. Folgende Tabelle zur
Auswahl der empfohlenen Sc
Auswahl der empfohlenen ScAuswahl der empfohlenen Sc
Auswahl der empfohlenen Schutzschirme für das
hutzschirme für das hutzschirme für das
hutzschirme für das
Plasmaschneiden beachten:
Plasmaschneiden beachten:Plasmaschneiden beachten:
Plasmaschneiden beachten:
Lichtbogenstrom
LichtbogenstromLichtbogenstrom
Lichtbogenstrom
Schutzschirm
SchutzschirmSchutzschirm
Schutzschirm
Bis 100 A
Bis 100 ABis 100 A
Bis 100 A
Schirm Nr. 8
Schirm Nr. 8Schirm Nr. 8
Schirm Nr. 8
100
100100
100-
--
-200 A
200 A200 A
200 A
Schirm Nr. 10
Schirm Nr. 10Schirm Nr. 10
Schirm Nr. 10
200
200200
200-
--
-400 A
400 A400 A
400 A
Schirm Nr. 12
Schirm Nr. 12Schirm Nr. 12
Schirm Nr. 12
Über 400 A
Über 400 AÜber 400 A
Über 400 A
Schirm Nr. 14
Schirm Nr. 14Schirm Nr. 14
Schirm Nr. 14
• Bei angefressenen oder zerbrochenen Linsen
Bei angefressenen oder zerbrochenen Linsen Bei angefressenen oder zerbrochenen Linsen
Bei angefressenen oder zerbrochenen Linsen
Sicherheits
SicherheitsSicherheits
Sicherheits-
--
-/Schutzbrille ersetzen.
/Schutzbrille ersetzen./Schutzbrille ersetzen.
/Schutzbrille ersetzen.
• U
UU
Umstehende darauf hinweisen, ohne
mstehende darauf hinweisen, ohne mstehende darauf hinweisen, ohne
mstehende darauf hinweisen, ohne
entsprechende Sicherheitsbrille nicht direkt in den
entsprechende Sicherheitsbrille nicht direkt in den entsprechende Sicherheitsbrille nicht direkt in den
entsprechende Sicherheitsbrille nicht direkt in den
Lichtbogen zu schauen.
Lichtbogen zu schauen.Lichtbogen zu schauen.
Lichtbogen zu schauen.
• Schneidbereich so einrichten, dass Reflektionen
Schneidbereich so einrichten, dass Reflektionen Schneidbereich so einrichten, dass Reflektionen
Schneidbereich so einrichten, dass Reflektionen
und Übertragung von ultravioletter Strahlung
und Übertragung von ultravioletter Strahlung und Übertragung von ultravioletter Strahlung
und Übertragung von ultravioletter Strahlung
reduziert werden.
reduziert werden.reduziert werden.
reduziert werden.
• Wände und andere Oberflächen dunkel
Wände und andere Oberflächen dunkel Wände und andere Oberflächen dunkel
Wände und andere Oberflächen dunkel
a
aa
anstreichen, um Reflektionen zu verringern.
nstreichen, um Reflektionen zu verringern.nstreichen, um Reflektionen zu verringern.
nstreichen, um Reflektionen zu verringern.
• Schutzschirme oder Schutzvorhänge installieren,
Schutzschirme oder Schutzvorhänge installieren, Schutzschirme oder Schutzvorhänge installieren,
Schutzschirme oder Schutzvorhänge installieren,
um die Übertragung ultravioletter Strahlung zu
um die Übertragung ultravioletter Strahlung zu um die Übertragung ultravioletter Strahlung zu
um die Übertragung ultravioletter Strahlung zu
verringern.
verringern.verringern.
verringern.

KAPITEL 1 SICHERHEIT
Präzisions-Plasmassystem mit elektronischer Gassteuerung –
1-7
WARNING
!
Beschädigte Gasbehälter können zu
tödlichen Unfällen führen
Unsachgemäßer Umgang mit Gasbehältern k
Unsachgemäßer Umgang mit Gasbehältern kUnsachgemäßer Umgang mit Gasbehältern k
Unsachgemäßer Umgang mit Gasbehältern kann zur
ann zur ann zur
ann zur
Beschädigung des Behälters und zur plötzlichen
Beschädigung des Behälters und zur plötzlichen Beschädigung des Behälters und zur plötzlichen
Beschädigung des Behälters und zur plötzlichen
Freisetzung von Gas führen.
Freisetzung von Gas führen. Freisetzung von Gas führen.
Freisetzung von Gas führen.
• Vorsicht beim Umgang mit dem Behälter.
Vorsicht beim Umgang mit dem Behälter.Vorsicht beim Umgang mit dem Behälter.
Vorsicht beim Umgang mit dem Behälter.
• Bei Nichtgebrauch Behälterventile geschlossen
Bei Nichtgebrauch Behälterventile geschlossen Bei Nichtgebrauch Behälterventile geschlossen
Bei Nichtgebrauch Behälterventile geschlossen
halten.
halten.halten.
halten.
• Schläuche und Anschlüsse regelmäßig überprüfen.
Schläuche und Anschlüsse regelmäßig überprüfen.Schläuche und Anschlüsse regelmäßig überprüfen.
Schläuche und Anschlüsse regelmäßig überprüfen.
• Behälter stets in aufrechter Po
Behälter stets in aufrechter PoBehälter stets in aufrechter Po
Behälter stets in aufrechter Position mit Kette oder
sition mit Kette oder sition mit Kette oder
sition mit Kette oder
Gurt an einem geeigneten, stabilen Objekt
Gurt an einem geeigneten, stabilen Objekt Gurt an einem geeigneten, stabilen Objekt
Gurt an einem geeigneten, stabilen Objekt
befestigen, das kein Teil eines elektrischen
befestigen, das kein Teil eines elektrischen befestigen, das kein Teil eines elektrischen
befestigen, das kein Teil eines elektrischen
Stromkreises ist.
Stromkreises ist.Stromkreises ist.
Stromkreises ist.
• Behälter nicht in der Nähe von Flammen, Funken
Behälter nicht in der Nähe von Flammen, Funken Behälter nicht in der Nähe von Flammen, Funken
Behälter nicht in der Nähe von Flammen, Funken
und Hitzequellen aufstellen. Niemals einen
und Hitzequellen aufstellen. Niemals einen und Hitzequellen aufstellen. Niemals einen
und Hitzequellen aufstellen. Niemals einen
Lichtbogen auf einem Behälter zünden.
Lichtbogen auf einem Behälter zünden.Lichtbogen auf einem Behälter zünden.
Lichtbogen auf einem Behälter zünden.
• B
BB
Beachten Sie den CGA
eachten Sie den CGAeachten Sie den CGA
eachten Sie den CGA-
--
-Standard P
Standard PStandard P
Standard P-
--
-1,
1, 1,
1,
„Precautions for Safe Handling of Compressed
„Precautions for Safe Handling of Compressed „Precautions for Safe Handling of Compressed
„Precautions for Safe Handling of Compressed
Gases in Cylinders“ (Vorsichtsmaßnahmen zum
Gases in Cylinders“ (Vorsichtsmaßnahmen zum Gases in Cylinders“ (Vorsichtsmaßnahmen zum
Gases in Cylinders“ (Vorsichtsmaßnahmen zum
sicheren Gebrauch von Druckgas in Flaschen),
sicheren Gebrauch von Druckgas in Flaschen), sicheren Gebrauch von Druckgas in Flaschen),
sicheren Gebrauch von Druckgas in Flaschen),
erhältlich bei der Compressed Gas Association
erhältlich bei der Compressed Gas Association erhältlich bei der Compressed Gas Association
erhältlich bei der Compressed Gas Association
(US
(US(US
(US-
--
-amerikanische Druckgasvereinigung).
amerikanische Druckgasvereinigung).amerikanische Druckgasvereinigung).
amerikanische Druckgasvereinigung).
WARNUNG
!
Gefahr durch Funkenbildung.
Hitze, Spritzer und Funken verursachen Feuer und
Hitze, Spritzer und Funken verursachen Feuer und Hitze, Spritzer und Funken verursachen Feuer und
Hitze, Spritzer und Funken verursachen Feuer und
Verbrennungen.
Verbrennungen. Verbrennungen.
Verbrennungen.
• Nicht in der Nähe von brennbarem Material
Nicht in der Nähe von brennbarem Material Nicht in der Nähe von brennbarem Material
Nicht in der Nähe von brennbarem Material
schneiden.
schneiden.schneiden.
schneiden.
• Keine Behälter schneiden, die brennbares Material
Keine Behälter schneiden, die brennbares Material Keine Behälter schneiden, die brennbares Material
Keine Behälter schneiden, die brennbares Material
enthalten haben.
enthalten haben.enthalten haben.
enthalten haben.
• Keine brennba
Keine brennbaKeine brennba
Keine brennbaren Gegenstände am Körper tragen
ren Gegenstände am Körper tragen ren Gegenstände am Körper tragen
ren Gegenstände am Körper tragen
(z.
(z.(z.
(z.
B. Gasfeuerzeuge).
B. Gasfeuerzeuge).B. Gasfeuerzeuge).
B. Gasfeuerzeuge).
• Der Pilotbogen kann Verbrennungen verursachen.
Der Pilotbogen kann Verbrennungen verursachen. Der Pilotbogen kann Verbrennungen verursachen.
Der Pilotbogen kann Verbrennungen verursachen.
Brennerdüse beim Aktivieren des Plasmas von sich
Brennerdüse beim Aktivieren des Plasmas von sich Brennerdüse beim Aktivieren des Plasmas von sich
Brennerdüse beim Aktivieren des Plasmas von sich
selbst und anderen fernhalten.
selbst und anderen fernhalten.selbst und anderen fernhalten.
selbst und anderen fernhalten.
• Korrekten Augen
Korrekten AugenKorrekten Augen
Korrekten Augen-
--
- und Körperschutz tragen.
und Körperschutz tragen. und Körperschutz tragen.
und Körperschutz tragen.
• Handschuhe, Sicherheitsschuhe u
Handschuhe, Sicherheitsschuhe uHandschuhe, Sicherheitsschuhe u
Handschuhe, Sicherheitsschuhe und
nd nd
nd
Kopfbedeckung tragen.
Kopfbedeckung tragen.Kopfbedeckung tragen.
Kopfbedeckung tragen.
• Flammhemmende Bekleidung tragen, die alle
Flammhemmende Bekleidung tragen, die alle Flammhemmende Bekleidung tragen, die alle
Flammhemmende Bekleidung tragen, die alle
ungeschützten Körperteile bedeckt.
ungeschützten Körperteile bedeckt.ungeschützten Körperteile bedeckt.
ungeschützten Körperteile bedeckt.
• Hosen ohne Aufschlag tragen, um das Eindringen
Hosen ohne Aufschlag tragen, um das Eindringen Hosen ohne Aufschlag tragen, um das Eindringen
Hosen ohne Aufschlag tragen, um das Eindringen
von Funken und Schlacke zu vermeiden.
von Funken und Schlacke zu vermeiden.von Funken und Schlacke zu vermeiden.
von Funken und Schlacke zu vermeiden.

KAPITEL 1 SICHERHEIT
Präzisions-Plasmassystem mit elektronischer Gassteuerung –
1-8
CAUTION
SCHLECHTE ERGEBNISSE BEIM
SCHNEIDEN ÜBER WASSER.
Die PT-24 ist für den trockenen Schneid-
vorgang konzipiert.
Das Schneiden über Wasser kann zu folgenden
Das Schneiden über Wasser kann zu folgenden Das Schneiden über Wasser kann zu folgenden
Das Schneiden über Wasser kann zu folgenden
Ergebnissen führen:
Ergebnissen führen: Ergebnissen führen:
Ergebnissen führen:
• verkürzte Lebensdauer von Verschleißteilen
verkürzte Lebensdauer von Verschleißteilenverkürzte Lebensdauer von Verschleißteilen
verkürzte Lebensdauer von Verschleißteilen
• Verschlechterung der Schnittqualität
Verschlechterung der SchnittqualitätVerschlechterung der Schnittqualität
Verschlechterung der Schnittqualität
Das Schneiden über Wasser kann zu schlechter
Das Schneiden über Wasser kann zu schlechter Das Schneiden über Wasser kann zu schlechter
Das Schneiden über Wasser kann zu schlechter
Schnittleistung füh
Schnittleistung fühSchnittleistung füh
Schnittleistung führen. Bei Kontakt von heißem
ren. Bei Kontakt von heißem ren. Bei Kontakt von heißem
ren. Bei Kontakt von heißem
Schnittmaterial oder Funken mit Wasser entstehender
Schnittmaterial oder Funken mit Wasser entstehender Schnittmaterial oder Funken mit Wasser entstehender
Schnittmaterial oder Funken mit Wasser entstehender
Wasserdampf kann zur Lichtbogenbildung im Brenner
Wasserdampf kann zur Lichtbogenbildung im Brenner Wasserdampf kann zur Lichtbogenbildung im Brenner
Wasserdampf kann zur Lichtbogenbildung im Brenner
führen.
führen.führen.
führen.
Beim Schneiden auf einem Wassertisch den
Beim Schneiden auf einem Wassertisch den Beim Schneiden auf einem Wassertisch den
Beim Schneiden auf einem Wassertisch den
Wasserstand reduzieren, um den größtmöglichen
Wasserstand reduzieren, um den größtmöglichen Wasserstand reduzieren, um den größtmöglichen
Wasserstand reduzieren, um den größtmöglichen
Abstand zwischen Wasser und Mat
Abstand zwischen Wasser und MatAbstand zwischen Wasser und Mat
Abstand zwischen Wasser und Material
erial erial
erial
sicherzustellen.
sicherzustellen. sicherzustellen.
sicherzustellen.
WARNUNG
!
Explosionsgefahr.
Bestimmte geschmolzene Aluminium
Bestimmte geschmolzene AluminiumBestimmte geschmolzene Aluminium
Bestimmte geschmolzene Aluminium-
--
-Lithium (Al
Lithium (AlLithium (Al
Lithium (Al-
--
-Li)
Li)Li)
Li)-
--
-
Legierungen können beim Plasmaschneiden ÜBER
Legierungen können beim Plasmaschneiden ÜBER Legierungen können beim Plasmaschneiden ÜBER
Legierungen können beim Plasmaschneiden ÜBER
Wasser Explosionen verursachen.
Wasser Explosionen verursachen. Wasser Explosionen verursachen.
Wasser Explosionen verursachen.
Die folgenden Al
Die folgenden AlDie folgenden Al
Die folgenden Al-
--
-Li
LiLi
Li-
--
-Legierungen nicht in Verbindung
Legierungen nicht in Verbindung Legierungen nicht in Verbindung
Legierungen nicht in Verbindung
mi
mimi
mit Wasser schneiden:
t Wasser schneiden:t Wasser schneiden:
t Wasser schneiden:
Alithlite (Alcoa)
Alithlite (Alcoa)Alithlite (Alcoa)
Alithlite (Alcoa)
X8192 (Alcoa)
X8192 (Alcoa)X8192 (Alcoa)
X8192 (Alcoa)
Alithally (Alcoa)
Alithally (Alcoa)Alithally (Alcoa)
Alithally (Alcoa)
Navalite (US Navy)
Navalite (US Navy)Navalite (US Navy)
Navalite (US Navy)
2090 Alloy (Alcoa)
2090 Alloy (Alcoa)2090 Alloy (Alcoa)
2090 Alloy (Alcoa)
Lockalite (Lockheed)
Lockalite (Lockheed)Lockalite (Lockheed)
Lockalite (Lockheed)
X8090A (Alcoa)
X8090A (Alcoa)X8090A (Alcoa)
X8090A (Alcoa)
Kalite (Kaiser)
Kalite (Kaiser)Kalite (Kaiser)
Kalite (Kaiser)
X8092 (Alcoa)
X8092 (Alcoa)X8092 (Alcoa)
X8092 (Alcoa)
8091 (Alcan)
8091 (Alcan)8091 (Alcan)
8091 (Alcan)
• Diese Legierungen sollten ausschließlich trocken
Diese Legierungen sollten ausschließlich trocken Diese Legierungen sollten ausschließlich trocken
Diese Legierungen sollten ausschließlich trocken
geschnitten werden.
geschnitten werden.geschnitten werden.
geschnitten werden.
• NICHT über Wasser trocken schneiden.
NICHT über Wasser trocken schneiden.NICHT über Wasser trocken schneiden.
NICHT über Wasser trocken schneiden.
• Weitere Informationen zu Gefahren im
Weitere Informationen zu Gefahren im Weitere Informationen zu Gefahren im
Weitere Informationen zu Gefahren im
Zusammenhang mit diesen Legierungen erfragen
Zusammenhang mit diesen Legierungen erfragen Zusammenhang mit diesen Legierungen erfragen
Zusammenhang mit diesen Legierungen erfragen
Sie bitte bei Ihrem Aluminiumhändler
Sie bitte bei Ihrem AluminiumhändlerSie bitte bei Ihrem Aluminiumhändler
Sie bitte bei Ihrem Aluminiumhändler
.

KAPITEL 1 SICHERHEIT
Präzisions-Plasmassystem mit elektronischer Gassteuerung –
1-9
1.7 Vorsichtsmaßnahmen bei der Wartung
VORSICHT
Stellen Sie ein vorbeugen
Stellen Sie ein vorbeugenStellen Sie ein vorbeugen
Stellen Sie ein vorbeugendes Wartungsprogramm auf
des Wartungsprogramm auf des Wartungsprogramm auf
des Wartungsprogramm auf
und halten Sie es ein. Aus den empfohlenen Zeitplänen
und halten Sie es ein. Aus den empfohlenen Zeitplänen und halten Sie es ein. Aus den empfohlenen Zeitplänen
und halten Sie es ein. Aus den empfohlenen Zeitplänen
in der Betriebsanleitung kann ein Programm für alle
in der Betriebsanleitung kann ein Programm für alle in der Betriebsanleitung kann ein Programm für alle
in der Betriebsanleitung kann ein Programm für alle
Werkzeugteile abgeleitet werden.
Werkzeugteile abgeleitet werden.Werkzeugteile abgeleitet werden.
Werkzeugteile abgeleitet werden.
Keine Prüfgeräte oder handbetätigtes Werkzeug an
Keine Prüfgeräte oder handbetätigtes Werkzeug an Keine Prüfgeräte oder handbetätigtes Werkzeug an
Keine Prüfgeräte oder handbetätigtes Werkzeug an
der Maschine belassen. Es können schwere
der Maschine belassen. Es können schwere der Maschine belassen. Es können schwere
der Maschine belassen. Es können schwere
el
elel
elektrische oder mechanische Schäden an Gerät oder
ektrische oder mechanische Schäden an Gerät oder ektrische oder mechanische Schäden an Gerät oder
ektrische oder mechanische Schäden an Gerät oder
Maschine auftreten.
Maschine auftreten.Maschine auftreten.
Maschine auftreten.
VORSICHT!
Beim Prüfen der Schaltung mit einem Oszilloskop oder
Beim Prüfen der Schaltung mit einem Oszilloskop oder Beim Prüfen der Schaltung mit einem Oszilloskop oder
Beim Prüfen der Schaltung mit einem Oszilloskop oder
einem Voltmeter äußerste Vorsicht walten lassen.
einem Voltmeter äußerste Vorsicht walten lassen. einem Voltmeter äußerste Vorsicht walten lassen.
einem Voltmeter äußerste Vorsicht walten lassen.
Integrierte Schaltkreise sind anfällig für Schäden d
Integrierte Schaltkreise sind anfällig für Schäden dIntegrierte Schaltkreise sind anfällig für Schäden d
Integrierte Schaltkreise sind anfällig für Schäden durch
urch urch
urch
Überspannung. Vor dem Einsatz von Prüf
Überspannung. Vor dem Einsatz von PrüfÜberspannung. Vor dem Einsatz von Prüf
Überspannung. Vor dem Einsatz von Prüfsonden
sonden sonden
sonden
Stromzufuhr abschalten, um einen versehent
Stromzufuhr abschalten, um einen versehentStromzufuhr abschalten, um einen versehent
Stromzufuhr abschalten, um einen versehentlichen
lichen lichen
lichen
Kurzschluss von Maschinenkomponenten zu
Kurzschluss von Maschinenkomponenten zu Kurzschluss von Maschinenkomponenten zu
Kurzschluss von Maschinenkomponenten zu
vermeiden.
vermeiden.vermeiden.
vermeiden.
Vor dem Einschalten der Stromzufuhr sicherstellen:
Vor dem Einschalten der Stromzufuhr sicherstellen: Vor dem Einschalten der Stromzufuhr sicherstellen:
Vor dem Einschalten der Stromzufuhr sicherstellen:
Alle Leiterplatten fest in den Halterungen, alle
Alle Leiterplatten fest in den Halterungen, alle Alle Leiterplatten fest in den Halterungen, alle
Alle Leiterplatten fest in den Halterungen, alle
Kabe
KabeKabe
Kabelverbindungen korrekt, alle Gehäuse geschlossen
lverbindungen korrekt, alle Gehäuse geschlossen lverbindungen korrekt, alle Gehäuse geschlossen
lverbindungen korrekt, alle Gehäuse geschlossen
und verriegelt, alle Schutzvorrichtungen und
und verriegelt, alle Schutzvorrichtungen und und verriegelt, alle Schutzvorrichtungen und
und verriegelt, alle Schutzvorrichtungen und
Abdeckungen eingesetzt?
Abdeckungen eingesetzt?Abdeckungen eingesetzt?
Abdeckungen eingesetzt?
Leiterplatte niemals ein
Leiterplatte niemals einLeiterplatte niemals ein
Leiterplatte niemals ein-
--
- oder ausstecken, während die
oder ausstecken, während die oder ausstecken, während die
oder ausstecken, während die
Maschine unter Strom steht. Spannungs
Maschine unter Strom steht. SpannungsMaschine unter Strom steht. Spannungs
Maschine unter Strom steht. Spannungs-
--
- und
und und
und
Stromstöße können elektronische Komponent
Stromstöße können elektronische KomponentStromstöße können elektronische Komponent
Stromstöße können elektronische Komponenten
en en
en
beschädigen.
beschädigen.beschädigen.
beschädigen.

KAPITEL 1 SICHERHEIT
Präzisions-Plasmassystem mit elektronischer Gassteuerung –
1-10
1.8 Referenzmaterial zum Thema Sicherheit
Die folgenden in den USA allgemein anerkannten Publikationen zur
Sicherheit beim Schweißen und Schneiden werden zur Lektüre
empfohlen. Diese Schriften wurden veröffentlicht, um Personen vor
Verletzungen und Erkrankungen zu bewahren und um Sachschäden zu
vermeiden. Einige der aufgeführten Werke wurden nicht spezifisch für
industriellen Schneidemaschinen wie die vorliegende verfasst, die
beschriebenen Sicherheitsprinzipien gelten jedoch auch hier.
• “Precautions and Safe Practices in Welding and Cutting with
Oxygen-Fuel Gas Equipment,” Form 2035. ESAB Cutting Systems.
• “Precautions and Safe Practices for Electric Welding and Cutting,”
Form 52-529. ESAB Cutting Systems.
• “Safety in Welding and Cutting” - ANSI Z 49.1, American Welding
Society, 2501 NW 7th Street, Miami, Florida, 33125.
• “Recommended Safe Practices for Shielded Gases for Welding and
Plasma Arc Cutting” - AWS C5.10-94, American Welding Society.
• “Recommended Practices for Plasma Arc Welding” - AWS C5.1,
American Welding Society.
• “Recommended Practices for Arc Cutting” - AWS C5.2, American
Welding Society.
• “Safe Practices” - AWS SP, American Welding Society.
• “Standard for Fire Protection in Use of Cutting and Welding
Procedures” - NFPA 51B, National Fire Protection Association, 60
Batterymarch Street, Boston, Massachusetts, 02110.
• “Standard for Installation and Operation of Oxygen - Fuel Gas
Systems for Welding and Cutting” - NFPA 51, National Fire
Protection Association.
• “Safety Precautions for Oxygen, Nitrogen, Argon, Helium, Carbon
Dioxide, Hydrogen, and Acetylene,” Form 3499. ESAB Cutting
Systems. Erhältlich bei Ihrem ESAB-Vertriebsbeauftragten oder
beim örtlichen ESAB-Händler.
• "Design and Installation of Oxygen Piping Systems," Form 5110.
ESAB Cutting Systems.
• “Precautions for Safe Handling of Compressed Gases in
Cylinders”, CGA Standard P-1, Compressed Gas Association.
Literatur zu Sicherheitspraktiken beim Schweißen und Schneiden mit
Gas kann außerdem bezogen werden von der Compressed Gas
Association, Inc., 500 Fifth Ave., New York, NY 10036.

KAPITEL 2 BESCHREIBUNG
Präzisions-Plasmasystem mit elektronischer Gassteuerung –
2-1
2.1 Allgemeines
Das Präzisions-Plasmarc-System besteht aus vier
Komponenten: Stromversorgungsgerät,
Verteilerkasten, Gassteuerung und Brenner PT-24.
Das Stromversorgungsgerät versorgt den Brenner
PT-24 über den Verteilerkasten mit Strom und
Kühlmittel.
2.2 Anwendungsbereich
Diese Betriebsanleitung soll dem Bediener die
erforderlichen Informationen für die Installation und
den Betrieb des Präzisions-Plasmarc-Systems
liefern. Zur Anleitung gehört auch technisches
Referenzmaterial zur Hilfestellung bei der
Fehlersuche im Schneidpaket.
2.3 Erhältliche Einzelbauteile
Das vom ESAB-Händler gelieferte Präzisions-Plasmarc-System besteht aus dem folgenden Einzelteilen:
Stromversorgungsgerät für das Präszisions-Plasmarc-System
(200/230/380/415/460/575 V), dreiphasig, 50/60 Hz (erforderlich) - CE-Version
T/Nr. 37358
Elektronische Gassteuerung (erforderlich) T/Nr. 22406
Anschlussdose (erforderlich) T/Nr. 22407
4,5 Fuß (1,4 m)
T/Nr.
0558001463
12 Fuß (4,4 m)
T/Nr.
0558001877
Brenner PT-24 für elektronische Gassteuerung, A/M-Serie
(ein Stück erforderlich)
17 Fuß (5,2 m)
T/Nr.
0558001464
12 Fuß (3,6 m) T/Nr. 22428
25 Fuß (7,6 m) T/Nr. 21905
40 Fuß (12,2 m) T/Nr. 22504
60 Fuß (18 m) T/Nr. 21906
80 Fuß (24,4 m) T/Nr. 22505
Kabelpaketl (ein Stück erforderlich)
100 Fuß (30 m) T/Nr. 21907
10 Fuß (3 m) T/Nr. 37533
20 Fuß (6 m) T/Nr. 37534
30 Fuß (9 m) T/Nr. 37535
60 Fuß (18 m) T/Nr. 37536
Gasleitungspaket (ein Stück erforderlich)
100 Fuß (30 m) T/Nr. 37537

KAPITEL 2 BESCHREIBUNG
Präzisions-Plasmasystem mit elektronischer Gassteuerung –
2-2
10 Fuß (3 m) T/Nr. 21917
20 Fuß (6 m) T/Nr. 21918
30 Fuß (9 m) T/Nr. 21919
60 Fuß (18 m) T/Nr. 21920
Normkabel
100 Fuß (30 m) T/Nr. 21921
10 Fuß (3 m) T/Nr. 56997111
20 Fuß (6 m) T/Nr. 56997112
30 Fuß (9 m) T/Nr. 56997113
40 Fuß (12 m) T/Nr. 0560986745
60 Fuß (18 m) T/Nr. 56997114
Litzenkabel (empfohlen für
Stromweganwendungen)
100 Fuß (30 m) T/Nr. 56997115
30 Fuß (9,1 m) T/Nr. 57002248
50 Fuß (15,2 m) T/Nr. 57002249
75 Fuß (22,8 m) T/Nr. 57002250
100 Fuß (30,5 m) T/Nr. 57002251
Steuerkabel – Stromversorgungsgerät zu Schneidmaschine
E/A
160 Fuß (48,8 m) T/Nr. 57002252
30 Fuß (9 m) T/Nr. 57000419
50 Fuß (15,2 m) T/Nr. 57000420
75 Fuß (22,8 m) T/Nr. 57000421
100 Fuß (30,5 m) T/Nr. 57000422
125 Fuß (38,1 m) T/Nr. 57000423
150 Fuß (45,7 m) T/Nr. 57000424
175 Fuß (53,3 m) T/Nr. 57000425
Hochfrequenzstromkabel – Stromversorgungsgerät zu
Verteilerkasten –oder– Stromversorgungsgerät zu
Schneidmaschine E/A, konfigurationsabhängig
200 Fuß (61 m) T/Nr. 57000426
Kühlflüssigkeit für Brenner (Behälter mit 1 US-Gallone (3,8 l); 4 Gallonen (15 l)
erforderlich)
T/Nr. 156F05
HINWEISE:
• Steuerkabel von Stromversorgungsgerät zu Kunden-CNC werden nach Kundenangaben geliefert.
• Gasversorgungsschläuche, Schaltkabel sowie Kabel für den Primärstromkreis werden vom Kunden
bereitgestellt.
• Eine Liste von Brennerverschleißteilen befindet sich in den Prozessdatenblättern.
2.4 Technische Spezifikationen für das Präzisions-Plasmasystem
2.4.1 System
Netzanschlussspannung 200/230/380/415/460/575 V 3-Phase 50/60 Hz
Netzanschlussstrom/Phase 65/60/50/40/30/25 A
Leistungsfaktor 0,95
Arbeitsbereich Ausgangsstrom 15-100 A Gleichstrom
Ausgangslastspannung 120 V Gleichstrom
Einschaltdauer 100%
Leerlaufspannung 315 V Gleichstrom
Steuerkabel – Bedienkonsole Gassteuerung zu
Verteilerkasten (ein Stück erforderlich)

KAPITEL 2 BESCHREIBUNG
Präzisions-Plasmasystem mit elektronischer Gassteuerung –
2-3
RECISION PLASMARC
PILOT
A
RC
POWER
CONTROL
CURRENT
559mm
1067mm
1118mm
Gewicht = 254 kg
Gewicht = 254 kgGewicht = 254 kg
Gewicht = 254 kg
NITROGEN
O2
AIR
METH
H-35
O2
N2
A
IR
N2
N2
PLASMA GA
S
NO.1
PLASMA GA
S
NO.2
SHIELD GA
S
NO.1
SHIELD GA
S
NO.2
ARGON
AIR
OXYGEN
NITROGEN
AIR
OXYGEN
NITROGEN
HYDROGEN
METHANE
1118mm
305mm
311mm
Gewicht = 23 kg
Gewicht = 23 kgGewicht = 23 kg
Gewicht = 23 kg
171mm
270mm
502mm
Gewicht = 12 kg
Gewicht = 12 kgGewicht = 12 kg
Gewicht = 12 kg
Stromversorgungsgerät
Verteilerkasten
Elektronische Gassteuerung

KAPITEL 2 BESCHREIBUNG
Präzisions-Plasmasystem mit elektronischer Gassteuerung –
2-4
2.4.2 Technische Spezifikationen Plasmagas
Gasart O
2
, N
2
, Luft
Druck 125 psig (8,6 bar)
Durchfluss
100 cfH (47 l/min) max.
(anwendungsabhängig)
erforderliche Reinheit*
O
2
-99,995%
N
2
-99,995%
Luft-sauber, trocken und ölfrei
empfohlene Regelventile für
Flüssiggasbehälter
Sauerstoff: R-76-150-540LC (T/Nr.
19777)
Inertgas: R-76-150-580LC (T/Nr. 19977)
empfohlene 2-Stufen-Regler für
Gasbehälter
Sauerstoff: R-77-150-540 (T/Nr. 998337
Wasserstoff/Methan:R-77-150-350 (T/Nr.
998342)
Stickstoff: R-77-150-580 (T/Nr. 998344)
Industrieluft: R-77150=590 (T/Nr. 998348)
empfohlene Regler für Hochleistungs-
stationen oder Rohrleitungen mit
hohem Durchfluss
Sauerstoff: R-76-150-024 (T/Nr. 19151)
empfohlene Regler für Großstationen
oder Großraumrohrleitungen
R-6703 (T/Nr. 22236)
erforderlicher Gasfilter
25 Mikron mit Schutzgehäuse (T/Nr.
56998133)
2.4.3 Technische Spezifikationen Startgas
Gasart N
2
, Luft
Druck 125 psig (8,6 bar)
Durchfluss
60 cfH (28 l/min) max
(anwendungsabhängig)
erforderliche Mindestreinheit 99,995%
2.4.4 Technische Spezifikationen Sekundärschutzgas
Gasart N
2
, O
2
, H-35, Methan, Luft
Druck
100 psig (6,6 bar) H-35, Methan;
125 psig (8,6 bar) N
2
, O
2
, Luft
Durchfluss
60 cfH (28 l/min) max
(anwendungsabhängig)
erforderliche Mindestreinheit 99,995%
2.4.5 Technische Spezifikationen Brenner PT-24
Typ wassergekühlt, Dualgas
Nennleistung 100 A @ 100% Einschaltdauer
Abmessungen Siehe Übersicht Einzelteile (2.3)
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
Seite laden ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112
-
 113
113
-
 114
114
-
 115
115
-
 116
116
-
 117
117
-
 118
118
-
 119
119
-
 120
120
-
 121
121
-
 122
122
-
 123
123
-
 124
124
-
 125
125
-
 126
126
-
 127
127
-
 128
128
-
 129
129
-
 130
130
-
 131
131
-
 132
132
-
 133
133
-
 134
134
-
 135
135
-
 136
136
-
 137
137
-
 138
138
-
 139
139
-
 140
140
-
 141
141
-
 142
142
-
 143
143
-
 144
144
-
 145
145
-
 146
146
-
 147
147
-
 148
148
-
 149
149
-
 150
150
-
 151
151
-
 152
152
-
 153
153
-
 154
154
-
 155
155
-
 156
156
-
 157
157
-
 158
158
-
 159
159
-
 160
160
-
 161
161
-
 162
162
-
 163
163
-
 164
164
-
 165
165
-
 166
166
-
 167
167
-
 168
168
-
 169
169
-
 170
170
-
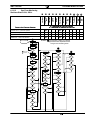 171
171
-
 172
172
-
 173
173
-
 174
174
-
 175
175
-
 176
176
-
 177
177
-
 178
178
-
 179
179
-
 180
180
-
 181
181
-
 182
182
-
 183
183
-
 184
184
-
 185
185
-
 186
186
-
 187
187
-
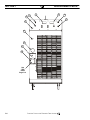 188
188
-
 189
189
-
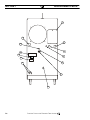 190
190
-
 191
191
-
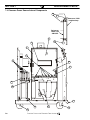 192
192
-
 193
193
-
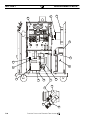 194
194
-
 195
195
-
 196
196
-
 197
197
-
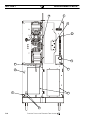 198
198
-
 199
199
-
 200
200
-
 201
201
-
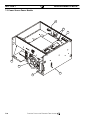 202
202
-
 203
203
-
 204
204
-
 205
205
-
 206
206
-
 207
207
-
 208
208
-
 209
209
-
 210
210
-
 211
211
-
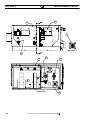 212
212
-
 213
213
-
 214
214
-
 215
215
-
 216
216
-
 217
217
-
 218
218
-
 219
219
-
 220
220
-
 221
221
-
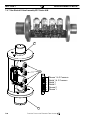 222
222
-
 223
223
-
 224
224
-
 225
225
-
 226
226
-
 227
227
-
 228
228
-
 229
229
-
 230
230
-
 231
231
-
 232
232








































































































































































































































ESAB Precision Plasmarc System Installationsanleitung
- Typ
- Installationsanleitung
- Dieses Handbuch ist auch geeignet für
in anderen Sprachen
Verwandte Papiere
-
ESAB IEFC-S PT-24 Precision Plasmarc System Installationsanleitung
-
ESAB Precision PLASMARC® Cutting and High Speed Marking System with Integrated Flow Control Installationsanleitung
-
-
-
-
-
-
-
-
ESAB M3® Plasma System Interconnection m3 G2 Plasma System Benutzerhandbuch

