
DE
Valid from program version 1.60444 534 075 DE 110428
Aristo
WO100
2
Betriebsanweisung

- 2 -
TOCg
Änderungen vorbehalten.
1 EINFÜHRUNG 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1 Sprachauswahl 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2 Bedienkonsole 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 EINSTELLBEREICH 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 SCHWEISSPARAMETER 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 Sektoren 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2 Schweißstrom 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2.1 Pulsstrom/kontinuierlicher Strom 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.3 Drahtvorschub 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.4 Rotation 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.5 Gas 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.6 Vorwärmung 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.7 Anstieg und Absenkung (Slope) 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 MENÜSTRUKTUR 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 MENÜS 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 Schweißbereich 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1.1 Parameter 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1.2 Dateimanager 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1.3 Informationen 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1.4 Nahtinformationen 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1.5 Einstellungen 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1.6 Grenzwerte 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2 Entwurfsbereich 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3 Einstellungen 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3.1 Erscheinungsbild 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3.2 Benutzereinstellungen 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.4 Anmelden 27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.5 Bibliothek 27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.5.1 Schweißprogramme 28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.5.2 Suchfilter 28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.6 Manueller Modus 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.6.1 Motorauswahl 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.6.2 Gasventilsteuerung 30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.6.3 Motor starten 30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.7 Werkzeugeditor 30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.7.1 Laden/speichern 30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.7.2 Einstellungen bearbeiten 32. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.7.3 Motordaten bearbeiten 33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.8 Protokolle 33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.8.1 Ereignisprotokoll 34. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.8.2 QData 36. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.9 Manuelles Schweißen 37. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.10 Erstellen 41. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 GLOSSAR 42. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
BESTELLNUMMER 43. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .

© ESAB AB 2007
- 3 -
bi16d1ga
1 EINFÜHRUNG
In diesem Handbuch wird die Verwendung der Bedienkonsole beschrieben.WO100
2
Allgemeine Informationen zum Betrieb entnehmen Sie der Betriebsanweisung für
Stromquelle bzw. Steuereinheit.
Für die Bedienkonsole stehen folgende Menüsprachen zur Verfügung: Schwedisch,
Norwegisch, Dänisch, Finnisch, Englisch, Deutsch, Französisch, Niederländisch,
Spanisch, Italienisch, Portugiesisch, Griechisch, Polnisch, Tschechisch, Ungarisch,
Slowenisch und Russisch.
1.1 Sprachauswahl
Beim ersten Start der Maschine erscheint folgende Anzeige im Display.
Die Menüsprache für das System ist werkseitig auf Englisch eingestellt. So ändern
Sie die Menüsprache:
S Drücken Sie die “Menu”
taste, um das Menü
aufzurufen und die
verfügbaren Optionen auf
der aktuellen Ebene
anzuzeigen.
S Drehen Sie das Wählrad,
um ”Setting” auszuwählen.
Drücken Sie nun das
Wählrad.
S Der Eintrag ”Apperance” ist
markiert. Drücken Sie das
Wählrad.
S Der Eintrag ”General” ist
markiert. Drücken Sie das
Wählrad. Das Feld
”Language” mit der Option ”English” wird eingerahmt dargestellt. Drücken Sie
das Wählrad, um zur gewünschten Sprache zu wechseln.
S Aktivieren Sie die gewünschte Sprache durch Drehen des Wählrads.
DE

© ESAB AB 2007
- 4 -
bi16d1ga
1.2 Bedienkonsole
1 Wählrad
Zur Navigation, Aktivierung und Einstellung von Parameterwerten.
Das Wählrad besitzt drei Funktionen:
S Linksdrehung
S Rechtsdrehung
S Drücken des Wählrads, Aktivierung
2 Display
Das Display unterteilt sich in vier
Anzeigebereiche:
Oberes Statusfeld (A)
Informationen zum Programmnamen
im Schweißbereich, Benutzer,
verbundenen Werkzeug und zur
Rohrgröße.
Hauptmenüfeld (B)
Verschiedene Menüs, siehe Kapitel 5
”Menüstruktur”.
Ansichtsfeld (C)
Zum Bearbeiten von Schweißprogramm, Speichern von Programmen, für
Informationen, Erscheinungsbild usw.
Statusfeld (D)
Enthält allgemeine Informationen, Fehlermeldungen und aktuelle Schweißdaten
(Position, Spannung, Strom).
DE

© ESAB AB 2007
- 5 -
bi16d1ga
3 Schnellstopp/Neustart
Unterbricht den Schweißprozess sofort. Es findet eine Gasnachströ
mung gemäß den Endsektorinformationen statt.
Durch erneutes Drücken der Taste wird ein Neustart mit den
Startsektorparametern ausgeführt. Anschließend wird der
Schweißprozess ab der Position im Schweißprogramm fortgesetzt, an
der es abgebrochen wurde.
4 Linkspfeil
Wird verwendet, um sich in den Menüs nach links und in den
Hauptmenüs zurück zu bewegen.
5 Rechtspfeil
Wird verwendet, um sich in den Menüs nach rechts und in den
Hauptmenüs vorwärts zu bewegen.
6 Hauptmenü
Ruft das Hauptmenüfeld auf.
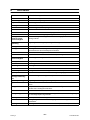
2 EINSTELLBEREICH
Parameter Einstellbereich
Sektor
Schaltpunkte
Grad
0-50
0,000-9,999
0-3599°
Schweißstrom
1)
Spitzenstrom
Hintergrundstrom
Pulszeit
Hintergrundzeit
3-400 A
2)
3-400 A
2)
0,01-25 s
0,01-25 s
Drahtvorschub
Spitzendrahtvorschubgeschwindigkeit
Hintergrund-Drahtvorschubgeschwindigkeit
15-250 cm/min
15-250 cm/min
Rotation
Rotationsgeschwindigkeit
Rotationsrichtung
Pulsdrehung
5-100% der Maximalgeschwindigkeit für das
Schweißwerkzeug
Vorwärts und Rückwärts
0,05-25 s
Gas
Schweißgas-Vorströmungszeit
Schweißgas-Nachströmungszeit
Startgas
Wurzelgas
0-6000 s
0-6000 s
0-6000 s
0-6000 s
Vorwärmung
Vorwärmzeit 0-600 s
Anstieg und Absenkung
Stromanstiegszeit
Stromabsenkzeit
0,1-25 s
0,1-25 s
DE

© ESAB AB 2007
- 6 -
bi16d1ga
1)
Der maximale Schweißstrom für luftgekühlte Rohrschweißwerkzeuge beträgt 100 A.
Der maximale Schweißstrom für wassergekühlte Rohrschweißwerkzeuge beträgt 400 A.
Siehe auch Betriebsanweisung für das jeweilige Rohrschweißwerkzeug.
2)
Je nach Stromquelle
3 SCHWEISSPARAMETER
3.1 Sektoren
Ein Rohrschweißprogramm lässt sich in verschiedene Abschnitte unterteilen, so
genannte Sektoren. Jeder Sektor entspricht einem Teil des Rohrumfangs. Ein
Programm kann maximal 50 Sektoren enthalten.
Einem Sektor kann eine eigene Wertekonfigura
tion für unterschiedliche Schweißparameter
zugewiesen werden, wie z.B. Strom,
Rotationsgeschwindigkeit, Drahtvorschubge
schwindigkeit u.a. Auf diese Weise kann das
Schweißen mit unterschiedlichen
Schweißparametereinstellungen für
verschiedene Teile der Rohrnaht ausgeführt
werden.
Sektor 4 Sektor 1
Sektor 3 Sektor 2
Zur Sektoreneinteilung werden
verschiedene Schaltpunkte oder
Gradangaben entlang dem Rohrumfang
verwendet. Jeder Schaltpunkt bzw. jedes
Grad stellt den Startpunkt für einen neuen
Sektor dar. Auf der Abbildung bildet
Schaltpunkt 0,000 bei 0 Grad den
Startpunkt für Sektor 1, Schaltpunkt 0,250
bei 90 Grad den Startpunkt für Sektor 2
usw.
Mit der Stromquelle können bis zu 10
Umdrehungen in derselben Schweißnaht
ausgeführt werden. (Das Schweißwerkzeug
kann sich also zehnmal um das Rohr
drehen.)
0,000
Sektor 4 Sektor 1
0,750 0,250
Sektor 3
0,500
Sektor 2
Hinweis: Ein Sektor darf nicht kleiner als 10 Tausendstel oder 3,6 Grad des
Umfangs sein.
S Umdrehung 1 =
Schaltpunkte 0,000-0,999
0-359 Grad
S Umdrehung 2 =
Schaltpunkte 1,000-1,999
360-719 Grad
S Umdrehung 3 =
Schaltpunkte 2,000-2,999
720-1079 Grad
S Umdrehung 4 =
Schaltpunkte 3,000-3,999
1080-1439 Grad
S Umdrehung 5 =
Schaltpunkte 4,000-4,999
1440-1799 Grad
S Umdrehung 6 =
Schaltpunkte 5,000-5,999
1800-2159 Grad
DE

© ESAB AB 2007
- 7 -
bi16d1ga
S Umdrehung 7 =
Schaltpunkte 6,000-6,999
2160-2519 Grad
S Umdrehung 8 =
Schaltpunkte 7,000-7,999
2520-2879 Grad
S Umdrehung 9 =
Schaltpunkte 8,000-8,999
2880-3239 Grad
S Umdrehung 10 =
Schaltpunkte 9,000-9,999
3240-3599 Grad
Um ein Schweißprogramm abzuschließen, wird ein so genannter Endsektor
angegeben. Ein Endsektor wird über die beiden folgenden Bedingungen definiert:
S Es existiert kein nachfolgender Sektor.
S Der Schweißstromwert für den Sektor liegt bei 0 A.
3.2 Schweißstrom
In der Parametergruppe für Schweißstrom sind sechs Parameter enthalten:
S Spitzenstrom
S Hintergrundstrom
S Pulszeit
S Hintergrundzeit
S Spezialpuls
S Anstieg und Absenkung, siehe Punkt 3.7.
Pulszeit
Hintergrundzeit
Spitzenstrom
Hintergrundstrom
WIG-Schweißen mit Pulsstrom
Schweißstrom kann als Pulsstrom oder kontinuierlicher Strom (ohne Puls) fließen.
3.2.1 Pulsstrom/kontinuierlicher Strom
Beim Schweißen mit Pulsstrom muss den Parametern Spitzenstrom,
Hintergrundstrom, Pulszeit und Hintergrundzeit ein Wert zugewiesen werden.
Beim Schweißen mit kontinuierlichem Strom muss lediglich der Parameter
Spitzenstrom festgelegt werden. Wird auch der Hintergrundstrom definiert, fließt
Pulsstrom.
DE

© ESAB AB 2007
- 8 -
bi16d1ga
3.3 Drahtvorschub
Als Drahtvorschubgeschwindigkeit wird die Vorschubgeschwindigkeit (cm/min) für
den Zusatzdraht bezeichnet. Es kann eine Pulsgeschwindigkeit oder kontinuierliche
Geschwindigkeit (ohne Puls) vorliegen.
In der Parametergruppe für Drahtvorschub sind drei Parameter enthalten:
S Spitzendrahtvorschub
S Hintergrunddrahtvorschub
S Anstieg und Absenkung, siehe Punkt 3.7.
Beim Schweißen mit kontinuierlichem Drahtvorschub (ohne Puls) wird lediglich der
Parameter Spitzendrahtvorschub festgelegt.
Um einen Pulsdrahtvorschub zu erreichen, sind die Parameter Spitzendrahtvor
schub und Hintergrunddrahtvorschub einzustellen.
Bei Pulsdrahtvorschub erfolgt eine automatische Synchronisierung mit dem
Schweißstrom, sodass die Drahtvorschubgeschwindigkeit bei Spitzenstrom hoch
und bei Hintergrundstrom niedrig ist.
3.4 Rotation
Hiermit wird die Rotationsgeschwindigkeit der Elektrode um das Werkstück in
mm/min festgelegt.
Es kann eine Pulsrotationsgeschwindigkeit oder kontinuierliche Rotationsgeschwin
digkeit (ohne Puls) vorliegen.
In der Parametergruppe für Rotation sind vier Parameter enthalten:
S Rotationsgeschwindigkeit
S Rotationsrichtung
S Pulsdrehung
S Anstieg und Absenkung, siehe Punkt 3.7.
Bei Pulsdrehung erfolgt eine automatische Synchronisierung mit dem
Schweißstrom, sodass das Schweißwerkzeug bei Spitzenstrom still steht und bei
Hintergrundstrom rotiert.
DE

© ESAB AB 2007
- 9 -
bi16d1ga
3.5 Gas
In der Parametergruppe für Schutzgas sind drei Parameter enthalten:
S Schweißgas
S Startgas
S Wurzelgas
Als Schweißgas wird das Schutzgas an der Oberseite der Schweißnaht bezeichnet.
Mithilfe des Parameters Schweißgas wird die Zeit angegeben, die das Schutzgas an
der Nahtoberseite vor und nach dem Schweißen ausströmen soll. Das Schweißgas
wird per Durchflusswächter (mindestens 4,5 l/min) überwacht.
Schutzgase, wie z.B. Helium (He), können die Zündung des Lichtbogens
erschweren. Kommt ein solches Schutzgas als Schweißgas zum Einsatz, kann es
sich empfehlen, zum Startzeitpunkt ein Gas mit anderer Zusammensetzung zu
verwenden, ein so genanntes Startgas.
Als Wurzelgas wird das Schutzgas an der Unterseite der Schweißnaht bezeichnet.
Mithilfe des Parameters Wurzelgas wird die Zeit angegeben, die das Schutzgas an
der Nahtunterseite vor und nach dem Schweißen ausströmen soll.
Wird in Sektor 1 ein Wert für Schweißgas und Startgas angegeben, strömt lediglich
Startgas aus. Die Ausgabe von Schweißgas erfolgt bei gezündetem Lichtbogen.
3.6 Vorwärmung
Eine Vorwärmzeit wird verwendet, um das Werkstück am Startpunkt zu erwärmen
(und somit ein korrektes Eindringen des Schmelzbads zu erreichen). Dieser
Parameter wird als die Zeit definiert, die zwischen der Zündung des Lichtbogens und
dem Einsetzen der Rotationsbewegung liegt. Wird keine Wert für die Vorwärmung
angegeben, startet die Rotation bei der Zündung des Lichtbogens.
3.7 Anstieg und Absenkung (Slope)
Für bestimmte Parameter kann eine Anstiegs- und Absenkzeit definiert werden.
Während der Anstiegs- bzw. Absenkzeit wechselt der Parameterwert schrittweise
zwischen dem Wert im vorherigen Sektor und dem eingestellten Wert im aktuellen
Sektor.
Anstiegszeit = schrittweise Erhöhung, wenn der vorherige Wert unter dem
eingestellten Wert liegt.
Absenkzeit = schrittweise Verringerung, wenn der vorherige Wert über dem
eingestellten Wert liegt.
Die maximale Anstiegs- bzw. Absenkzeit richtet sich nach der Zeit für einen Sektor.
Wenn die Anstiegs- bzw. Absenkzeit genauso lang wie die Sektorzeit ist, wird von
einer Sektoranstiegszeit bzw. Sektorabsenkzeit gesprochen.
DE

© ESAB AB 2007
- 10 -
bi16d1ga
4 MENÜSTRUKTUR
Schweiß-
bereich
Parameter Datei-
manager
Informa-
tionen
Nahtinfo Ein-
stellungen
Grenzwerte
Tabelle
· Tabelle
bearbeiten
· Ein-/
ausblenden
· Schweiß
steuerung
· Bearbeiten
Grafisch
· Strom
· Draht-
vorschub
· Rotation
· Gas
· Allgemeines
· Beschreibung
· Rohr
· Elektrode
· Draht
· Gas
· Visualisierung
· Parameter-
werte
· Werkzeugein
stellungen
· Rohr-
einstellungen
Entwurfs-
bereich
Parameter Datei-
manager
Informa-
tionen
Nahtinfo Ein-
stellungen
Grenzwerte
Tabelle
· Tabelle
bearbeiten
· Ein-/
ausblenden
· Bearbeiten
Grafisch
· Strom
· Draht-
vorschub
· Rotation
· Gas
· Allgemeines
· Beschreibung
· Rohr
· Elektrode
· Draht
· Gas
· Visualisierung
· Parameter-
werte
· Werkzeugein
stellungen
· Rohr-
einstellungen
DE

© ESAB AB 2007
- 11 -
bi16d1ga
Ein-
stellungen
Anmeldung Bibliothek Manueller
Modus
Erschei
nungsbild
Benutzer · Schweiß-
programme
· Motorauswahl
· Gasventilsteuerung
· Suchfilter · Motor starten
· Allgemeines
· QData
Werk-
zeugeditor
Protokolle Manuelles
Schweißen
Erstellen
Laden/spei
chern
· Werkzeug-
auswahl
· Werkzeug-
befehl
Einst.
bearbeiten
· Allgemeine
Ein stell-
ungen
· Parameter-
grenzwerte
Motordaten
bearbeiten
· Parameter
ändern
· Parameter
anzeigen
Ereignis-
protokoll
QData
· QData-
Dateien
· Inhalt
5 MENÜS
Schweißparameter können in zwei Arbeitsbereichen angezeigt und bearbeitet
werden: im Schweißbereich (siehe Kapitel 5.1) und Entwurfsbereich (siehe Kapitel
5.2).
5.1 Schweißbereich
Weldarea
In dieser Ansicht können Parameter für ein Schweißprogramm angezeigt und
bearbeitet werden. Außerdem lässt sich der Schweißprozess steuern. Das
Schweißprogramm im Schweißbereich steuert den Schweißprozess.
Zum Eingeben von Schweißbereichsparametern kann ein Schweißprogramm aus
der Bibliothek geladen, ein grundlegendes Schweißprogramm erstellt oder eine
manuelle Parameteränderung vorgenommen werden.
5.1.1 Parameter
Parameters
Dieser Menüeintrag führt lediglich zu weiteren Optionen.
Schweißbereich --> Parameter --> Tabelle
Weldarea --> Parameters --> Table
Hier lassen sich Schweißparameter in Tabellenform anzeigen und bearbeiten.
Außerdem kann der Schweißprozess gestartet und gestoppt werden.
DE

© ESAB AB 2007
- 12 -
bi16d1ga
Jeder Parameter in einer Parametergruppe ist mit der Gruppenfarbe
gekennzeichnet.
Der gewählte Schweißparameter in der Tabelle wird mit einem blauen Rechteck und
zwei Pfeilen markiert.
S Drehen Sie das Wählrad, um sich in der Tabelle zu bewegen.
S Drücken Sie das Wählrad, um die Bewegungsrichtung zu ändern.
S Um einen Parameterwert zu ändern, drücken Sie den Rechtspfeil und ändern
den Parameterwert per Wählrad.
Menü-Shortcuts:
S Tabelle bearbeiten Edit table
Ruft die Tabelle mit Schweißparametern auf.
S Ein-/ausblenden Show/hide
Blendet Schweißparametergruppen in der Tabelle ein oder aus.
Hier können Sie festlegen, welche Parameter in der Tabelle angezeigt werden
sollen. Aktivieren bzw. deaktivieren Sie dazu die entsprechenden
Parametergruppen.
S Schweißsteuerung Weld control
Ruft die Startschaltfläche im Bereich Schweißsteuerung auf.
Mit den Schaltflächen in diesem Bereich wird der Schweißprozess gesteuert. Sie
können den Schweißprozess starten, stoppen, direkt stoppen, fortsetzen oder
simuliert starten.
S Sektoren bearbeiten Edit sectors
Ruft die Schaltfläche 'Sektor einfügen nach Add sector after' im Bereich
Sektoren bearbeiten auf.
Die Sektorenanzahl kann über diesen Bereich erhöht oder verringert werden.
Neue Sektoren können vor oder noch einem vorhandenen Sektor eingefügt
werden. Außerdem lassen sich Sektoren aus dem Schweißprogramm löschen.
DE

© ESAB AB 2007
- 13 -
bi16d1ga
Schweißbereich --> Parameter --> Grafisch --> Strom
Weldarea --> Parameters --> Graphical --> Current
In dieser Ansicht können Schweißparameter für den Strom in grafischer Form
angezeigt und bearbeitet werden.
Die Spitzen- und Hintergrundwerte für den Strom werden mithilfe eines
Koordinatensystems dargestellt.
Die Y-Achse steht für den Stromwert (A). Die X-Achse steht für die Zeit.
Die verschiedenen Stromwerte pro Sektor werden verbunden und bilden eine Linie.
Der Spitzenstrom pro Sektor wird grün dargestellt. Der Hintergrundstrom pro Sektor
wird blau dargestellt.
Anstieg bzw. Absenkung werden als schräg verlaufende Linie ab dem Sektorbeginn
angezeigt. Die Linie endet dort, wo die Anstiegs- bzw. Absenkzeit auf der X-Achse
aufhört.
S Zoom Zoom
Hier kann die Skalierung der X-Achse im Koordinatensystem angepasst werden.
S Schweißsteuerung Weld control
Mit den Schaltflächen in diesem Bereich wird der Schweißprozess gesteuert. Sie
können den Schweißprozess starten, stoppen, direkt stoppen, fortsetzen oder
simuliert starten.
DE

© ESAB AB 2007
- 14 -
bi16d1ga
S Sektorinformationen Sector information
Die Abbildungen in diesem Bereich stehen für weitere Parameter, die in
Verbindung mit der Parametergruppe Strom stehen. Der Sektorschaltpunkt wird
als Strich innerhalb eines Kreises angezeigt (Rohrquerschnitt).
Wenn das Schweißprogramm mehr als eine Umdrehung beinhaltet, werden
diese Umdrehungen in Form mehrerer kleiner Kreise veranschaulicht.
Die Vorwärmzeit wird unter den Schaltpunktinformationen in Zehntelsekunden
angegeben.
Ob Spezialpuls ein- oder ausgeschaltet ist, wird als Abbildung angezeigt. Ein
rotes Kreuz signalisiert, dass die Funktion deaktiviert ist.
Das Verhältnis zwischen den Pulszeiten wird als Pulszyklus dargestellt. Separate
Zeiten für Spitzen- bzw. Hintergrundpuls.
S Schaltpunktdarstellung
Auf der Schaltpunktdarstellung können mithilfe des Wählrads Schaltpunkte
bewegt, hinzugefügt oder entfernt werden. Rufen Sie die Darstellung auf und
drehen Sie das Wählrad, um einen weißen Strich (Cursor) zu bewegen.
Schaltpunkt bewegen:
S Drücken Sie das Wählrad, wenn sich der Cursor auf oder direkt neben dem
zu bewegenden Schaltpunktstrich (schwarz) befindet.
Der Schaltpunkt wird am Cursor verankert und folgt dessen Bewegung
innerhalb des Kreises.
S Um den neuen Schaltpunkt zu bestätigen, drücken Sie das Wählrad.
Neuen Schaltpunkt erstellen:
S Bewegen Sie den Cursor durch Drehen des Wählrads. Drücken Sie das
Wählrad einmal an der Stelle, an der der neue Schaltpunkt erstellt werden
soll.
Schaltpunkt entfernen:
S Drücken Sie das Wählrad, wenn sich der Cursor auf oder direkt neben dem
zu entfernenden Schaltpunktstrich befindet.
Der Schaltpunkt wird am Cursor verankert und folgt dessen Bewegung
innerhalb des Kreises.
S Drehen Sie das Wählrad zum vorherigen oder nächsten Schaltpunkt und
drücken Sie das Wählrad einmal.
Schweißbereich --> Parameter --> Grafisch --> Drahtvorschub
Weldarea --> Parameters --> Graphical --> Wire feed
Hier können Parameter zur sektorweisen Steuerung des Drahtvorschubs angezeigt
und bearbeitet werden.
DE

© ESAB AB 2007
- 15 -
bi16d1ga
Das Koordinatensystem zeigt die Drahtvorschubgeschwindigkeit als Spitzen- oder
Hintergrundwert pro Sektor an.
Anstieg bzw. Absenkung werden als schräg verlaufende Linie ab dem Sektorbeginn
angezeigt. Die Linie endet dort, wo das Ende von Anstiegs- bzw. Absenkzeit definiert
ist.
Schweißbereich --> Parameter --> Grafisch --> Rotation
Weldarea --> Parameters --> Graphical --> Rotation
Die Rotationsgeschwindigkeit wird in einem Koordinatensystem mit einer Linie für
jeden Wert und jede Anstiegs- bzw. Absenkzeit angezeigt und bearbeitet. Im
Koordinatensystem werden Schaltpunkte als gestrichelte Linien dargestellt.
Bei deaktivierter Pulsdrehung wird dies durch einen durchgekreuzten Puls
signalisiert.
DE

© ESAB AB 2007
- 16 -
bi16d1ga
Schweißbereich --> Parameter --> Grafisch --> Gas
Weldarea --> Parameters --> Graphical --> Gas
In dieser Ansicht werden die Zeiten für Schweiß-, Start- sowie Wurzelgas angezeigt
und bearbeitet.
5.1.2 Dateimanager
File manager
In dieser Ansicht werden Schweißprogramme gespeichert, kopiert, gelöscht und
geprüft.
DE

© ESAB AB 2007
- 17 -
bi16d1ga
S Schweißprogramm speichern Save weld program
Um ein Schweißprogramm zu speichern, legen Sie den Speicherort fest:
entweder auf der Steuereinheit (Benutzerdefinierte Programme, User Defined
Programs) oder einem USB-Speicher (Externer Speicher , External Memory).
Geben Sie einen Dateinamen an und betätigen Sie die Schaltfläche
'Schweißprogramm speichern, Save weld program' mithilfe des Wählrads.
S Dieses Schweißprogramm in den Entwurfsbereich kopieren Copy this weld
program to Design area
Der Inhalt des aktiven Arbeitsbereichs kann in den jeweils anderen
Arbeitsbereich kopiert werden. Drücken Sie dazu die Schaltfläche 'Dieses
Schweißprogramm in den Entwurfsbereich kopieren, Copy this weld program to
Design area' oder 'Dieses Schweißprogramm in den Schweißbereich kopieren,
Copy this weld program to Weld area'.
S Schweißbereich löschen Clear Weld area
Um mit einem leeren Schweißprogramm zu beginnen, drücken Sie die
Schaltfläche 'Schweißbereich löschen, Clear Weld area' oder 'Entwurfsbereich
löschen, Clear Design area'.
S Prüfen Verify
Mit dieser Funktion kontrollieren Sie, ob das aktuelle Schweißprogramm im
aktiven Arbeitsbereich die folgenden Systemanforderungen erfüllt:
S Ein Werkzeug ist für das Schweißprogramm ausgewählt.
S Das verbundene Werkzeug ist identisch mit dem Werkzeug, für das das
Programm ausgelegt ist (gilt nur für den Schweißbereich).
S Das Programm enthält mindestens zwei Sektoren (Start- und Endsektor).
S Der letzte Sektor im Programm ist ein Endsektor (mit einem Schweißstrom
von 0 A).
S Der angegebene Rohrdurchmesser wird vom gewählten Werkzeug
unterstützt.
S Die Schweißparameter in jedem Sektor liegen innerhalb der Grenzwerte
(minimale und maximal) für das gewählte Werkzeug.
DE

© ESAB AB 2007
- 18 -
bi16d1ga
5.1.3 Informationen
Information
Wird verwendet, um Informationen zum Schweißprogramm auszugeben. Diese
Informationen wirken sich nicht auf den Schweißprozess aus, sondern dienen
lediglich als unterstützende Programmbeschreibung in Wortform.
S Allgemeines, General
Das Feld Programmname, Program name, erscheint in der oberen Liste. Diese
Angabe ist nicht identisch mit dem Eintrag Dateiname, file name, im
Dateimanager. Wird der Programmname zuerst vergeben, erscheint dieser als
Vorschlag für den Dateinamen.
S Beschreibung, Description
S Rohr, Tube
S Elektrode, Electrode
S Draht, Wire
S Gas, Gas
5.1.4 Nahtinformationen
Joint information
In dieser Ansicht kann das Aussehen der Naht angezeigt und bearbeitet werden, um
eine Kompatibilität mit dem Programm zu erreichen. Diese Angaben sind lediglich
Informationen zum Schweißprogramm. Sie wirken sich nicht auf den
Schweißprozess aus.
Im Feld ”Visualisierung, Visualization” wird die Schweißnaht grafisch dargestellt. Im
Feld ”Parameter, Parameters” werden die Werte angezeigt, die die Naht definieren.
Die Definitionswerte für die Schweißnaht können in beiden Feldern geändert
werden.
DE

© ESAB AB 2007
- 19 -
bi16d1ga
Visualisierung
Visualization
S Drehen Sie das Wählrad. Eine blaue Linie markiert, welcher Parameter
ausgewählt ist.
S Drücken Sie das Wählrad. Die Linie färbt sich rot und der Wert kann durch
Drehen des Wählrads geändert werden.
Parameter
Parameters
S Drücken Sie die Pfeiltasten, um zu den verschiedenen Parametern zu gelangen.
S Drehen Sie das Rad, um einen Wert zu ändern.
Abstand
Gap
Ansatz
Nose
DE

© ESAB AB 2007
- 20 -
bi16d1ga
Ansatzlänge
Nose length
Radius
Radius
Abschrägungswinkel
Bevel angle
Materialdicke
Material thickness
5.1.5 Einstellungen
Setup
In dieser Ansicht werden Werkzeug und Rohraußendurchmesser ausgewählt, für die
das Programm ausgelegt ist. Im Feld ”Werkzeugeinstellungen, Tool settings” kann
ein Werkzeug ausgewählt werden. Dabei erscheint eine Übersichtsdarstellung des
Werkzeugs unter ”Werkzeugabbildung, Tool illustration”. Um ein Werkzeug
festzulegen, drücken Sie das Wählrad und wählen anschließend den Werkzeugtyp
aus, indem Sie das Wählrad drehen und danach drücken.
DE
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44












































ESAB WO1002 Aristo Benutzerhandbuch
- Typ
- Benutzerhandbuch
- Dieses Handbuch eignet sich auch für
Verwandte Artikel
-
ESAB WO1002 Aristo® Benutzerhandbuch
-
ESAB MechT1 CAN Benutzerhandbuch
-
ESAB LTS Programming Manual
-
ESAB U82 Aristo Benutzerhandbuch
-
-
-
-
ESAB AristoPendant U8 Benutzerhandbuch
-
-
ESAB A2 Benutzerhandbuch