
DE
Valid for serial no. 410-xxx-xxxx
0461 066 101 DE 20140625
Aristo
®
FeedMech 4804/
FeedControl
Betriebsanweisung

- 2 -

- 3 -
TOCg
Änderungen vorbehalten.
1 SICHERHEIT 4.......................................................
2 EINFÜHRUNG 6.....................................................
2.1 Ausstattung 6...............................................................
3 TECHNISCHE DATEN 6..............................................
4 INSTALLATION 7....................................................
4.1 Abschlusswiderstände 7.....................................................
4.2 Beispiel für ein Roboterschweißsystem 8.......................................
5 BETRIEB 9..........................................................
5.1 Anschlüsse 10...............................................................
5.2 Gasflusswächter (falls vorhanden) 12...........................................
5.3 Drahtvorschubdruck 13.......................................................
5.4 Wechsel und Zuführung von Draht 13...........................................
5.5 Wechsel der Vorschubwalzen 14...............................................
6 WARTUNG 14........................................................
6.1 Kontrolle und Reinigung 15....................................................
7 ERSATZTEILBESTELLUNG 15.........................................
SCHALTPLAN 16........................................................
BESTELLNUMMER 18...................................................
VERSCHLEISSTEILE 20................................................
ZUBEHÖR 22............................................................

© ESAB AB 2006
- 4 -
bm49d1ga
1 SICHERHEIT
Der Anwender einer ESAB-Ausrüstung ist für die Sicherheitsmaßnahmen verantwortlich, die
für das Personal gelten, das mit der Anlage oder in deren Nähe arbeitet.
Die Sicherheitsmaßnahmen sollen den Anforderungen entsprechen, die an die Ausrüstung
gestellt werden. Der Inhalt dieser Empfehlung kann als eine Ergänzung der normalen Vor
schriften für den Arbeitsplatz betrachtet werden.
Die Bedienung muss gemäß der Anleitung von Personal ausgeführt werden, das mit den
Funktionen der Ausrüstung gut vertraut ist. Eine falsche Bedienung kann eine
Gefahrensituation herbeiführen, die Personen- und Maschinenschäden verursachen kann.
1. Personal, das mit der Ausrüstung arbeitet, muss vertraut sein mit:
S der Bedienung
S dem Standort des Notausschalters
S der Funktionsweise
S den geltenden Sicherheitsvorschriften
S den Schweiß- und Schneidvorgängen
2. Der Bediener muss sicherstellen:
S dass sich kein Unbefugter im Arbeitsbereich der Ausrüstung befindet, wenn diese einge
schaltet wird.
S dass keine Person ungeschützt steht, wenn der Lichtbogen gezündet wird.
3. Der Arbeitsplatz muss:
S für den Zweck geeignet sein.
S zugfrei sein.
4. Persönliche Schutzausrüstung
S Verwenden Sie stets die vorgeschriebene persönliche Schutzausrüstung wie z. B.
Schutzbrille, feuersichere Arbeitskleidung, Schutzhandschuhe.
S Keine lose sitzenden Gegenstände wie Gürtel, Armbänder, Ringe usw. tragen, die
hängenbleiben oder Brandverletzungen verursachen können.
5. Sonstiges
S Es ist zu kontrollieren, ob die vorgeschriebenen Rückleiter gut angeschlossen sind.
S Eingriffe in elektr. Geräte dürfen nur von einer Elektrofachkraft vorgenommen
werden.
S Erforderliche Feuerlöschausrüstung muss an einem gut sichtbaren Platz leicht zugänglich
sein.
S Schmierung und Wartung der Ausrüstung darf nicht während des Betriebs erfolgen.
DE

© ESAB AB 2006
- 5 -
bm49d1ga
WARNUNG
Lesen Sie die Betriebsanweisung for der installation und inbetriebnahme durch.
Beim Lichtbogenschweissen und Lichtbogenschneiden kann Ihnen und anderen schaden zu
gefügt werden. Deshalb müssen Sie bei diesen arbeiten besonders vorsichtig sein. Befolgen
Sie die Sicherheitsvorschriften Ihres Arbeitsgebers, die Sich auf den Warnungstext des Her
stellers beziehen.
ELEKTRISCHER SCHLAG - Es besteht Lebensgefahr.
S Die Ausrüstung gemäß örtlichen Standards installieren und erden.
S Keine stromführenden Teile oder Elektroden mit bloßen Händen oder mit nasser Schutz-
ausrüstung berühren.
S Personen müssen sich selbst von Erde und Werkstück isolieren.
S Der Arbeitsplatz muss sicher sein.
RAUCH UND GAS - Können Ihre Gesundheit gefährden.
S Das Gesicht ist vom Rauch abzuwenden.
S Ventilieren Sie und saugen Sie den Rauch aus dem Arbeitsbereich ab.
UV- UND IR-LICHT - Können Brandschäden an Augen und Haut verursachen.
S Augen und Körper schützen. Geeigneten Schutzhelm mit Filtereinsatz und Schutzkleider tragen.
S Übriges Personal in der Nähe ist durch Schutzwände oder Vorhänge zu schützen.
FEUERGEFAHR
S Schweißfunken können ein Feuer entzünden. Daher ist dafür zu sorgen, dass sich am Schweiß
arbeitsplatz keine brennbaren Gegenstände befinden.
GERÄUSCHE - Übermäßige Geräusche können Gehörschäden verursachen.
S Schützen Sie ihre Ohren. Benutzen Sie einen Kapselgehörschutz oder einen anderen Gehör
schutz.
S Warnen Sie Umstehende vor der Gefahr.
BEI STÖRUNGEN - Nur Fachpersonal mit der Behebung von Störungen beauftragen.
SCHÜTZEN SIE SICH SELBST UND ANDERE!
VORSICHT!
Dieses Produkt ist ausschließlich für Lichtbogenschweißarbeiten vorgesehen!
VORSICHT!
Geräte der Kategorie ”Class A” sind nicht für den Einsatz in
Wohnbereichen vorgesehen, deren Stromversorgung an das allgemeine
Niederspannungsnetz angeschlossen ist. In diesen Bereichen kann für
Geräte der Kategorie ”Class A” möglicherweise keine
elektromagnetische Verträglichkeit sichergestellt werden, da Störungen
in den Leitungen und in der Luft vorliegen.
Entsorgen Sie elektronische Ausrüstung in einer Recyclinganlage!
Gemäß EU-Richtlinie 2002/96/EG und nationalen Gesetzgebungen zur Entsorgung
elektrischer und bzw. oder elektronischer Ausrüstung müssen Altgeräte in einer
Recyclinganlage entsorgt werden.
Als Verantwortlicher für die Ausrüstung sind Sie gesetzlich verpflichtet, Informationen
zu autorisierten Sammelstellen einzuholen.
Weitere Informationen erhalten Sie von einem ESAB-Vertreter in Ihrer Nähe.
DE

© ESAB AB 2006
- 6 -
bm49d1ga
VORSICHT!
Lesen Sie die Betriebsanweisung vor der Installation
und inbetriebnahme durch.
Die notwendige Schweißschutzausrüstung und weiteres Zubehör wird von
ESAB zur Verfügung gestellt.
2 EINFÜHRUNG
Die Drahtvorschubeinheit besteht aus einer Antriebseinheit (FeedMech 4804) und
einer separaten Elektronikeinheit (FeedControl).
Die Drahtvorschubeinheit ist für das MIG/MAG-Schweißen mit einer Roboterausrü
stung vorgesehen.
HINWEIS!
Die Drahtvorschubeinheit nutzt das Sicherheitssystem des Roboters, um einen umfassenden
Berührungsschutz sicherzustellen.
ESAB-Produktzubehör finden Sie auf Seite 22.
2.1 Ausstattung
Die Drahtvorschubeinheit wird mit einer Betriebsanweisung und die Antriebseinheit
mit einem Aufkleber mit empfohlenen Verschleißteilen geliefert.
3 TECHNISCHE DATEN
FeedMech 4804 FeedControl
Versorgungsspannung 42 V 50-60 Hz 42 V 50-60 Hz
Stromverbrauch 378 VA 378 VA
Motorstrom I
max
9.0 A 9.0 A
Einstellungsdaten
Drahtvorschubgesch-
windigkeit
0.8 - 25.0 m/min
Schweißpistolenanschluss EURO
Drahtdurchmesser
Fe
Ss
Al
Rohrdraht
0.6- 2.4 mm
0.6- 2.4 mm
1.0-1.6 mm
0.8- 2.4 mm
Arbeitstemperatur -10 bis + 40° C -10 bis + 40° C
Gewicht 9.7 kg 4.9 kg
Abmessungen (l x b x h) 383 x 161 x 287 mm 330 x 118 x 320 mm
DE

© ESAB AB 2006
- 7 -
bm49d1ga
FeedControlFeedMech 4804
Schutzgas
max. Druck
Gase für MIG/MAG-Schweißen
5 Bar
Gase für MIG/MAG-Schweißen
5 Bar
Zulässige Belastung bei
60% ED
100% ED
500 A
280 A
500 A
280 A
Schutzform IP2X IP2X
Relative Einschaltdauer (ED)
Die relative Einschaltdauer gibt die prozentuale Zeitdauer ausgehend vom Referenzwert 10 Minuten
an, in der mit einer bestimmten Belastung geschweißt oder geschnitten werden kann. Der relative
Einschaltdauer gilt bei 40_C.
Der ED-Faktor gilt für 40° C.
Schutzform
Der IP-Code gibt die Schutzform an d.h. den Schutzgrad gegen das Endringen von festen Gegen
ständen und Wasser. Mit IP 2X gekennzeichnete Geräte sind für den Einsatz im Gebäudeinneren
ausgelegt.
4 INSTALLATION
Die Installation ist von einem Fachmann auszuführen.
Hinweis!
Anforderungen an das Stromnetz
Geräte mit hoher Leistung können aufgrund ihrer hohen Stromaufnahme die Netzspannung
beeinträchtigen. Für bestimmte Gerätetypen können daher Anschlussbeschränkungen,
Anforderungen an eine maximal zulässige Netzimpedanz oder Anforderungen an eine minimal
erforderliche verfügbare Leistung am Anschlusspunkt an das allgemeine Stromnetz bestehen
(siehe technische Daten). In diesen Fällen muss der Anwender eines Geräts – bei Bedarf nach
Rücksprache mit dem Stromlieferanten – sicherstellen, dass das betreffende Gerät angeschlossen
werden darf.
WARNUNG!
Beim Schweißen in Umgebungen mit erhöhter elektrischer Gefahrenbelastung
dürfen nur speziell geeignete Stromquellen eingesetzt werden. Diese
Stromquellen sind mit dem Symbol gekennzeichnet.
4.1 Abschlusswiderstände
Um Kommunikationsstörungen zu verhindern, sind die Enden des
CAN-Busses mit Abschlusswiderständen zu bestücken.
Der Abschlusswiderstand befindet sich im Lieferumfang der
Stromquelle.
Ein CAN-Busende befindet sich an die Bedienkonsole (U8
2
),
die über einen integrierten Widerstand verfügt.
Das andere Ende befindet sich an der FeedControl und ist
mit einem Abschlusswiderstand zu versehen (siehe
Abbildung).
DE

© ESAB AB 2006
- 8 -
bm49d1ga
4.2 Beispiel für ein Roboterschweißsystem
AH 0934
DE

© ESAB AB 2006
- 9 -
bm49d1ga
5 BETRIEB
Allgemeine Sicherheitsvorschriften für die Handhabung dieser Ausrüstung fin
den Sie auf Seite 4. Die Vorschriften vor Anwendung der Ausrüstung bitte le
sen!
A
H 0935
WARNUNG!
Bei rotierenden Teilen besteht Klemmgefahr, deshalb ist besondere
Vorsicht geboten.
WARNUNG!
Klemmgefahr beim Austausch der Drahtspule!
Keine Schutzhandschuhe beim Einführen des Schweißdrahts zwischen die
Vorschubrollen verwenden.
DE

© ESAB AB 2006
- 10 -
bm49d1ga
5.1 Anschlüsse
FeedMech 4804
1 Umschalter für Gasspüllung 9 4-poliger Anschluss zur Antriebseinheit
2 Umschalter für umgekehrten
Drahtvorschub
10 Anschluss zur feedmech, 8 poler
3 Umschalter für Kaltdrahtvorschub 11 Anschluss für Kühlwasser von der
Stromquelle (Kühlaggregat), BLAU
4 Anschluss für Kühlwasser zur
Schweißpistole, BLAU
12 Anschluss für Kühlwasser zur Stromquelle
(Kühlaggregat), ROT
5 Anschluss für Kühlwasser von der
Schweißpistole, ROT
13 Einlassanschluss für Sprühreinigungsluft
6 Auslassanschluss für Sprühreinigungsluft 14 Eingangsanschluss für Schutzgas
7 Anschluss für Signale von/zur
Schweißpistole des Roboters
15 Anschluss für Schweißstrom von der
Elektronikeinheit (OKC)
8 Anschluss für Schweißpistole 16 Leistungsschild
DE

© ESAB AB 2006
- 11 -
bm49d1ga
FeedControl
1 Weiße Anzeigelampe, Versorgungsspan
nung EIN
9 Leistungsschild
2 Anschluss von der Elektronikeinheit zur
Antriebseinheit
10 Anschluss für Abschlusswiderstand oder
Verbindung mit der nächsten
Drahtvorschubeinheit
3 Anschluss von der Elektronikeinheit zur
Antriebseinheit
11 Anschluss für Steuerkabel von der
Stromquelle
4 Auslassanschluss für Sprühreinigungsluft 12 Eingangsanschluss für Schutzgas
5 Anschluss für Kühlwasser zur
Schweißpistole, BLAU
13 Einlassanschluss für Sprühreinigungsluft
6 Anschluss für Schweißstrom von der
Antriebseinheit (OKC)
14 Anschluss für Kühlwasser von der
Stromquelle (Kühlaggregat), BLAU
7 Anschluss für Kühlwasser von der
Schweißpistole, ROT
15 Anschluss für Schweißstrom von der
Stromquelle, (OKC)
8 Ausgangsanschluss für Schutzgas 16 Anschluss für Kühlwasser zur Stromquelle
(Kühlaggregat), ROT
DE

© ESAB AB 2006
- 12 -
bm49d1ga
Symbol- und Funktionserklärungen
Gasspülung
Die Gasspülung wird beim Messen des Gasflusses oder zum Reinigen der
Gasschläuche von eventuell vorhandener Luft oder Feuchtigkeit vor Beginn des
Schweißens eingesetzt. Der Gastest findet statt, ohne dass Spannung oder
Drahtvorschub eingeschaltet werden.
Umgekehrter Drahtvorschub
Wird eingesetzt, um den Draht zurückzubewegen, z.B. beim Wechsel der Drahtspule.
Anschleichen
Wird verwendet, wenn ohne Einschalten der Schweißspannung ein Drahtvorschub
erfolgen soll.
Einlass für Sprühreinigungsluft
Auslass für Sprühreinigungsluft
Wird zur Sprühreinigung der Kontaktdüse an der Schweißpistole verwendet
Schutzgaseingang
Schutzgasausgang
5.2 Gasflusswächter (falls vorhanden)
Der Gasflusswächter unterbricht den laufenden Schweißvorgang, wenn der Gasfluss
unter 3,5 l/min sinkt. In diesem Fall wird an der Steuerungseinheit eine
Fehlermeldung ausgegeben.
DE

© ESAB AB 2006
- 13 -
bm49d1ga
5.3 Drahtvorschubdruck
Zunächst sicherstellen, dass der Draht gut in der Drahtführung läuft. Anschließend
den Druck an den Andruckwalzen der Vorschubeinheit einstellen. Es ist wichtig,
dass der Druck nicht zu hoch ist.
Abb. 1 Abb. 2
Zur Überprüfung, ob der Vorschubdruck richtig eingestellt ist, kann der Draht
gegen einen einzelnen Gegenstand ausgefahren werden, z. B. ein Stück Holz.
Wird der Pistole etwa 5 mm vom Holzstück entfernt angeordnet (Abb. 1), müßen
die Vorschubwalzen durchdrehen.
Wird der Pistole etwa 50 mm vom Holzstück entfernt angeordnet, muß der Draht
ausgeschoben werden und sich biegen (Abb. 2).
5.4 Wechsel und Zuführung von Draht
S Öffnen Sie die seitliche Abdeckung.
S Lösen Sie den Drucksensor, indem Sie ihn nach hinten klappen. Die Druckrollen
bewegen sich nach oben.
S Wickeln Sie den neuen Draht etwa 10-20 cm ab. Entfernen Sie Grate und
scharfe Kanten am Drahtende mit einer Feile, bevor der Draht in die
Vorschubeinheit geführt wird.
S Achten Sie darauf, dass sich der Draht korrekt in der Vorschubwalze und der
Ausgabeöffnung der jeweiligen Drahtführung befindet.
S Befestigen Sie den Drucksensor.
S Schließen Sie die seitliche Abdeckung.
DE

© ESAB AB 2006
- 14 -
bm49d1ga
5.5 Wechsel der Vorschubwalzen
S Drücken Sie die Druckvorrichtung (1) nach unten
und ziehen Sie sie zu sich und nach oben.
S Entnehmen Sie das Gestell (2).
S Lösen Sie die Inbusschrauben (3) an der
Halterung für die mittlere Öffnung und nehmen
Sie sie ab.
S Lösen Sie die Schrauben an der
Ausgabeöffnung (4) und schieben Sie sie zurück.
S Lösen Sie die mittlere Inbusschraube (5)
vollständig.
S Lösen Sie die beiden äußeren Inbusschrauben (6) um
eine halbe Drehung.
S Entnehmen Sie die Vorschubwalzen (7).
Führen Sie bei der Montage die o.g. Schritte in umgekehrter Reihenfolge aus.
Rillenauswahl bei Vorschubwalzen
Setzen Sie keine, eine oder zwei
Mitnehmerscheiben zwischen der
äußeren Scheibe und der
Vorschubwalze ein. ACHTUNG! Beim
Wechseln der Andruckwalzen (8) ist das
gesamte Gestell zu ersetzen.
6 WARTUNG
Eine regelmäßige Wartung ist Voraussetzung für einen zuverlässigen und sicheren
Betrieb.
VORSICHT!
Sämtliche Garantien des Lieferanten erlöschen, wenn der Kunde während der Garantiezeit
selbsttätig Eingriffe in das Produkt vornimmt, um eventuelle Fehler zu beseitigen.
DE

© ESAB AB 2006
- 15 -
bm49d1ga
6.1 Kontrolle und Reinigung
Drahtvorschubeinheit
Überprüfen Sie die Drahtvorschubeinheit regelmäßig auf Verschmutzungen.
S Reinigung und Wechsel der Verschleißteile am Vorschubmechanismus sind in
regelmäßigen Abständen vorzunehmen. Dadurch wird ein störungsfreier
Drahtvorschub gewährleistet. Beachten Sie, dass eine zu straff justierte
Vorspannung einen übermäßigen Verschleiß an Andruckwalze, Vorschubwalze
und Drahtführung nach sich ziehen kann.
Pistole
S Reinigung und Wechsel der Verschleißteile an der Pistole sind in regelmäßigen
Abständen vorzunehmen. Dadurch wird ein störungsfreier Drahtvorschub
gewährleistet. Reinigen Sie die Drahtführung regelmäßig mit Druckluft.
Reinigen Sie die Kontaktöffnung.
7 ERSATZTEILBESTELLUNG
FeedMech 4804 / FeedControl ist lt. dem internationalen und europäische Standards
60974-1, 60974-5 und 60974-10 konstruiert und überprüft. Es liegt in der Verantwor
tung der Abteilung, die Service- und Reparaturarbeiten ausführt, sich zu vergewissern,
daß das Produkt nach der Arbeit von dem oben angegebenen Standard nicht abwe
icht.
Ersatzteile bestellen Sie bei einem ESAB-Vertreter in Ihrer Nähe (siehe letzte Seite).
DE

© ESAB AB 2006
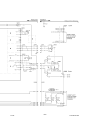
Schaltplan
- 16 -
bm49e
FeedControl & FeedMech 4804

© ESAB AB 2006
- 17 -
bm49e

FeedMech 4804/FeedControl
© ESAB AB 2006
Bestellnummer
- 18 -
bm40o
Ordering no. Denomination Type Note
0461 070 881
0461 080 880
0459 839 007
Drive unit
Feed box
Spare parts list
Aristo
R
Feed Mech 4804
Aristo
R
Feed Control
12 pole
Technical documentation is available on the Internet at www.esab.com

- 19 -
p

FeedMech 4804/FeedControl
© ESAB AB 2006
Verschleissteile
- 20 -
bm49whk1
HD = Heavy Duty
Item Ordering no. Denomination Wire type Wire dimensions
HK1 0469 837 880
0469 837 881
0469 837 882
Outlet nozzle
Outlet nozzle
Outlet nozzle
Fe, Ss & cored
Al
Fe, Ss & cored
Ø 2.0 mm steel for 0.6-1.6 mm
Ø 2.0 mm plastic for 1.0-1.6 mm
Ø 3.4 mm steel for 2.0-2.4 mm
Item Ordering no. Denomination Wire type Wire Ø
mm
Groove 1 Groove 2 Groove 3 Groove
typ
Roller /
Bogey
mark
ings
HK2 0366 966 880 Feed Roller Fe, Ss & cored 0.6-1.2 0.6-0.8 0.9-1.0 1.2 V 1
0366 966 881 Feed Roller Fe, Ss & cored 1.4-1.6 1.4-1.6 2.0 2.4 V 2
0366 966 889 Feed Roller Fe, Ss & cored 1.2 .045” / 1.2 .045” / 1.2 .045” / 1.2 V .045 / 7
0366 966 900 Feed Roller Fe, Ss & cored 0.9-1.6 0.9-1.0 1.2 1.4-1.6 V 6
0366 966 882 Feed Roller Cored 1.2-2.0 1.2 1.4-1.6 2.0 V-Knurled 3
0366 966 883 Feed Roller Cored 2.4 2.4 not used not used V-Knurled 4
0366 966 885 Feed Roller Al 1.2 1.2 1.2 1.2 U U2
0366 966 899 Feed Roller Al 1.0-1.6 1.0 1.2 1.6 U U4
Item Ordering no. Denomination Notes
HK3 0156 707 001 Distance washer
HK4 0156 707 002 Adjustment spacer
HK5 Screw M5x20
HK6 Screw M5x16
Item Ordering no. Denomination Wire type Wire dimensions Groove
typ
Roller /
Bogey
markings
HK7 0366 902 880 Bogey (HD) Fe, Ss & cored Ø 0.6 - 1.2 mm V 1
0366 902 900 Bogey (HD) Fe, Ss & cored Ø 0.9 - 1.6 mm V 6
0366 902 881 Bogey (HD) Fe, Ss & cored Ø 1.4 - 2.4 mm V
2
0366 902 894 Bogey (HD) Fe, Ss & cored Ø 1.2 mm V .045 / 7
0366 902 882 Bogey (HD) Cored Ø 1.2 - 2.0 mm V-Knurled 3
0366 902 883 Bogey (HD) Cored Ø 2.4 mm V-Knurled 4
0366 902 899 Bogey (HD) Al Ø 1.0 - 1.6 mm U U4
0366 902 886 Bogey (HD) Al Ø 1.2 mm x 3 U -
Item Ordering no. Denomination Wire type Wire dimensions
HK8 0366 944 001 Washer
HK9 0156 603 001
0156 603 002
0332 322 001
0332 322 002
Intermediate nozzle
Intermediate nozzle
Intermediate nozzle
Intermediate nozzle
Fe, Ss & Al
Fe, Ss & Al
Cored
Cored
Ø 2 mm plastic for 0.6-1.6 mm
Ø 4 mm plastic for 2.0-2.4 mm
Ø 2.4 mm copper for 1.2-2.0 mm
Ø 4 mm copper for 2.4 mm
Item Ordering no. Denomination Note
HK10 0215 702 708 Locking washer
HK11 Nut M10
HK12 0458 748 002 Insulating washer
HK13 0458 748 001 Insulating bushing
Item Ordering no. Denomination Wire type Wire dimensions
HK14 0156 602 001
0156 602 002
0332 318 001
0332 318 002
Inlet nozzle
Inlet nozzle
Inlet nozzle (HD)
Inlet nozzle (HD)
Fe, Ss, Al & Cored
Fe, Ss, Al & Cored
Fe, Ss & Cored
Fe, Ss & Cored
Ø 2 mm plastic for 0.6-1.6 mm
Ø 4 mm plastic for 2.0-2.4 mm
Ø 2.4 mm steel for 1.2-2.0 mm
Ø 4 mm steel for 2.4 mm
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
























ESAB FeedMech 4804 Benutzerhandbuch
- Typ
- Benutzerhandbuch
- Dieses Handbuch eignet sich auch für
Verwandte Artikel
-
ESAB FeedMech 4804 Benutzerhandbuch
-
ESAB Aristo Feed 3004 Benutzerhandbuch
-
ESAB Feed 3004, Feed 4804 - Aristo® Benutzerhandbuch
-
-
-
ESAB RoboFeed 30-4 Benutzerhandbuch
-
-
ESAB Feed 484 M12 Benutzerhandbuch
-
ESAB Feed 304 M13, Feed 484 M13 - Origo™ Feed 304 M13, Origo™ Feed 484 M13, Benutzerhandbuch
-