© ESAB AB 2009
- 12 -
bm50d1ga
5.5 Feed 4804: Wechsel und Zuführung von Draht
Öffnen Sie die seitliche Abdeckung.
Drücken Sie die Druckvorrichtung nach unten und ziehen Sie sie zu sich und
nach oben.
Entnehmen Sie das Gestell.
Falls erforderlich, wickeln Sie den Draht zurück und entnehmen Sie
anschließend die Drahtspule.
Wickeln Sie den neuen Draht etwa 10-20 cm ab. Entfernen Sie Grate und
scharfe Kanten am Drahtende mit einer Feile, bevor der Draht in die
Vorschubeinheit geführt wird.
Achten Sie darauf, dass sich der Draht korrekt in der Vorschubwalze und der
Ausgabeöffnung der jeweiligen Drahtführung befindet.
Setzen Sie das Gestell wieder ein.
Schließen Sie die seitliche Abdeckung.
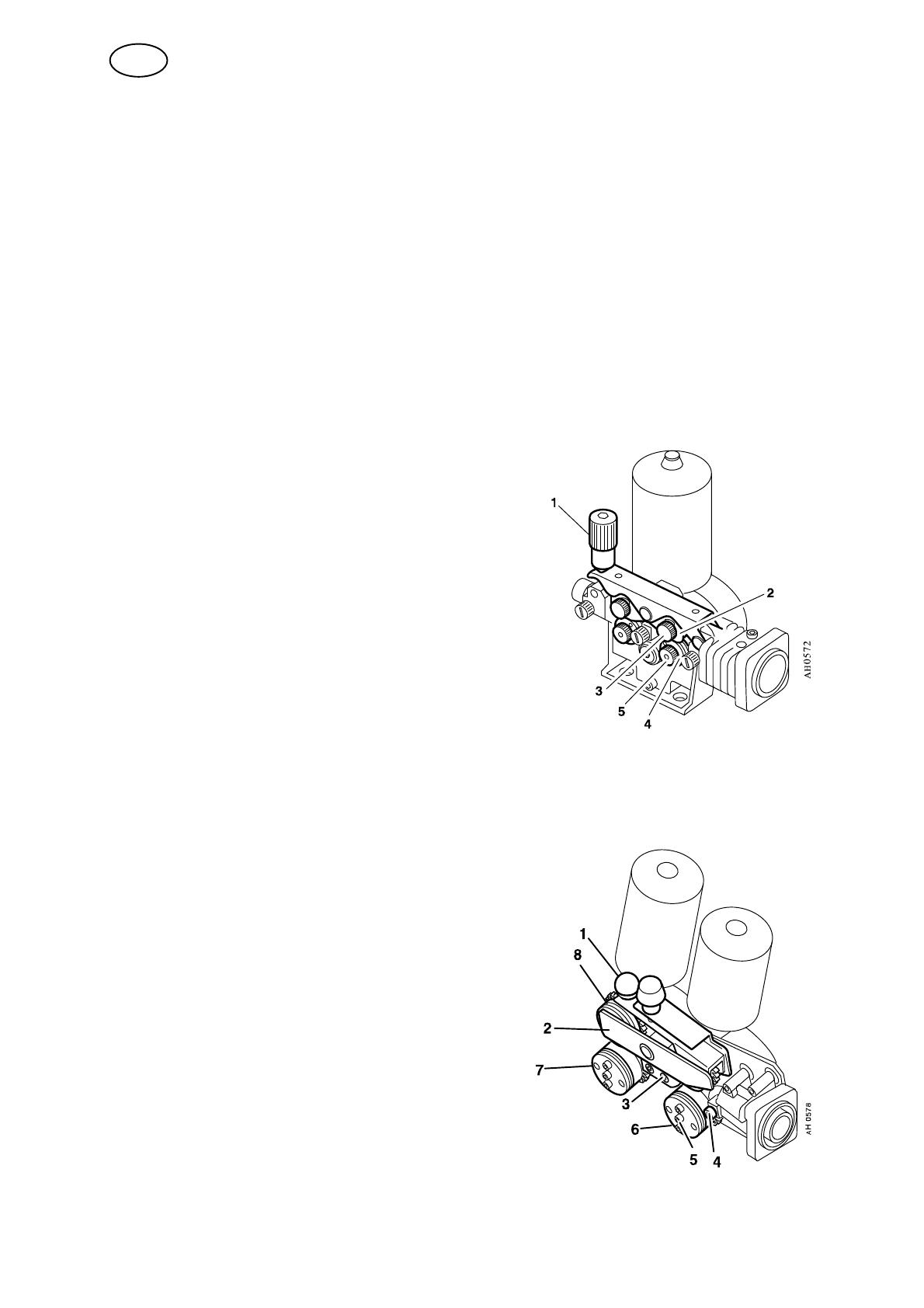
5.6 Feed 3004: Wechsel der Vorschubwalzen
Öffnen Sie die seitliche Abdeckung.
Lösen Sie den Drucksensor (1), indem Sie ihn
nach hinten klappen.
Lösen Sie die Druckrollen (2), indem Sie die Welle
(3) um 90° im Uhrzeigersinn drehen. Entnehmen
Sie die Welle. Die Druckrollen lösen sich.
Lösen Sie die Vorschubwalzen (4) durch
Abschrauben der Muttern (5) und ziehen Sie die
Walzen heraus.
Führen Sie bei der Montage die o.g. Schritte in
umgekehrter Reihenfolge aus.
Rillenauswahl bei Vorschubwalzen
Drehen Sie die Vorschubwalze mit der Größenkennzeichnung für die gewünschte
Rille zu sich.
5.7 Feed 4804: Wechsel der Vorschubwalzen
Öffnen Sie die seitliche Abdeckung.
Drücken Sie die Druckvorrichtung (1) nach unten
und ziehen Sie sie zu sich und nach oben.
Entnehmen Sie das Gestell (2).
Lösen Sie die Inbusschrauben (3) an der Halterung
für die mittlere Öffnung und nehmen Sie sie ab.
Lösen Sie die Schrauben an der
Ausgabeöffnung (4) und schieben Sie sie zurück.
Lösen Sie die mittlere Inbusschraube (5)
vollständig.
Lösen Sie die beiden äußeren Inbusschrauben (6) um
eine halbe Drehung.
Entnehmen Sie die Vorschubwalzen (7).
Führen Sie bei der Montage die o.g. Schritte in umgekehrter Reihenfolge aus.
DE



















