Ref.1107
·3·
CNC-Schulung
1 Einführung in das Schulungsmodell
Die CNC Schulung hat eine Tastatur, die speziell für den Einsatz in Fräs- und
Drehmaschinenanwendungen gedacht ist.
Zusammen mit der CNC wird folgendes Material geliefert:
• KeyCF-Speicher konfiguriert zum Arbeiten im Fräs- oder Drehmaschinenbetrieb.
Die KeyCF-Karte muss so konfiguriert sein, dass sie folgende Ordner hat:
Vers: Enthält die letzte Version der gültigen Software für die Fräsmaschine
und Drehmaschine.
backup mill-fresa: Enthält alle Parameter, Tabellen, Programme, usw. der Fräsmaschine.
backup lathe-torno: Enthält alle Parameter, Tabellen, Programme, usw. der
Drehmaschine.
• CAN – Ethernet Verbindungsplatte.
• Universelle Stromversorgung für 24 Volt Gleichstrom und Kabel für den CNC-Anschluss.
• Halterung der CNC-Schulung.
• CD-ROM mit den entsprechenden Handbüchern für das Fräsmaschinen- und das
Drehmaschinenmodell.
Mit dem Modell CNC-Schulung können alle Leistungen der CNC editiert, programmiert und
simuliert werden, doch ist das physische Verfahren der Achsen nicht gestattet. Die CNC-Schulung
kann zur Übertragung von Teileprogrammen über die serielle Schnittstelle RS232 oder Ethernet mit
einer anderen Fagor CNC kommunizieren. Damit kann ein in der CNC-Schulung erstelltes und
simuliertes Programm an einer Maschine ausgeführt werden, die über eine Fagor CNC verfügt.
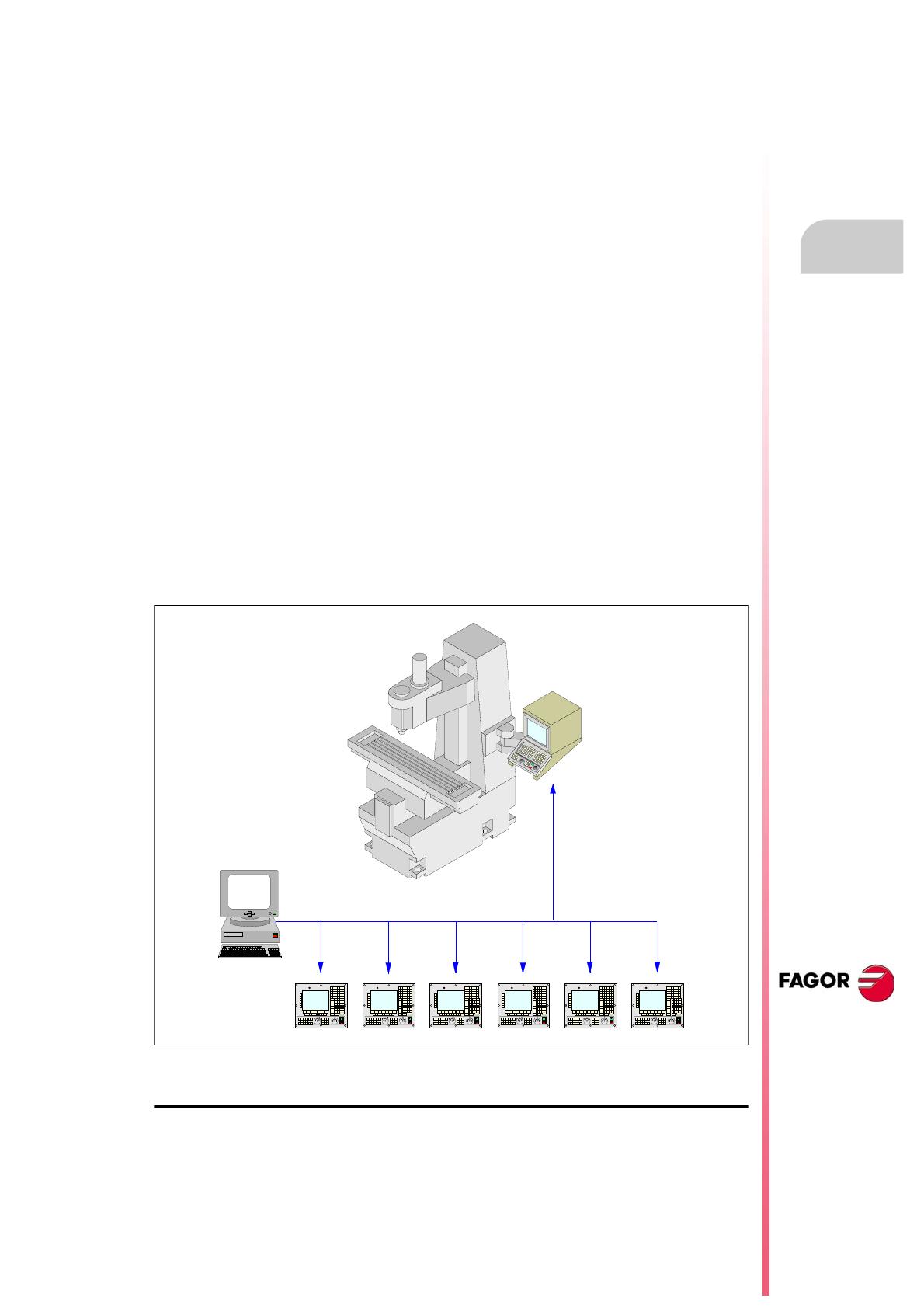
Durch die Ethernet-Karte ist es möglich, dass eine oder mehrere CNC-Schulung mit einem PC und
einer CNC von Fagor angeschlossen werden können.
Halterung der CNC-Schulung
Die CNC-Schulung verfügt über eine Halterung, die aus drei Teilen besteht und es erlaubt, diese
auf einen Tisch aufzustellen. Diese Teile werden in einem separaten Karton zusammen mit der
Stromversorgungsquelle geliefert, weshalb es notwendig ist, diese zu installieren. Siehe
"6 Montagefolge bei der Halterung der CNC" auf Seite 10.
FAGOR
0
2
4
10
20
30
40
50
60
70
80
90
100
110
120
FEED %SPIND LE
JOG
100
10
1
1
10100
1000
10000
RS232C
ETHERNET
FAGOR
0
2
4
10
20
30
40
50
60
70
80
90
100
110
120
FEED %SPIND LE
JOG
100
10
1
11010 0
1000
10000
FAGOR
0
2
4
10
20
30
40
50
60
70
80
90
100
110
120
FEED %SPI NDL E
JOG
100
10
1
1
10100
1000
10000
FAGOR
0
2
4
10
20
30
40
50
60
70
80
90
100
110
120
FEED %SPIND LE
JOG
100
10
1
1
10100
1000
10000
FAGOR
0
2
4
10
20
30
40
50
60
70
80
90
100
110
120
FEED %SPI NDL E
JOG
100
10
1
1
10100
1000
10000
FAGOR
0
2
4
10
20
30
40
50
60
70
80
90
100
110
120
FEED %SPIND LE
JOG
100
10
1
1
10100
1000
10000
PC











