
0558006386
Bedienungsanleitung
MobileFeed 200 AVS
Tragbares „vom Lichtbogen gespeistes” Drahtvorschubgerät

26
Diese Anlage wird gemäß ihrer Beschreibung in diesem Handbuch und den beiliegenden
Aufklebern und/oder Einlagen funktionieren, wenn sie gemäß der gegebenen Anleitungen
installiert, bedient, gewartet und repariert wird. Diese Anlage muss regelmäßig geprüft werden.
Fehlerhafte oder schlecht gewartete Anlagen sollten nicht verwendet werden. Zerbrochene,
fehlende, abgenützte, deformierte oder verunreinigte Teile sollten gleich ersetzt werden. Sollten
Reparaturen oder Auswechslungen nötig sein, empehlt der Hersteller eine telefonische oder
schriftliche Service-Beratung an den Vertragshändler zu beantragen, von dem Sie die Anlage
gekauft haben.
Diese Anlage oder jegliche Teile davon sollten ohne vorherige schriftliche Genehmigung des
Herstellers nicht geändert werden. Der Benutzer dieser Anlage hat die alleinige Verantwortlichkeit
für Störungen, die auftreten infolge von Missbrauch, fehlerhafter Wartung, Beschädigung, nicht
ordnungsgemäßer Reparatur oder Änderungen, die nicht von dem Hersteller oder einem vom
Hersteller autorisierten Servicezentrum durchgeführt werden.
SICHERN SIE SICH; DASS DIESE INFORMATION DEM BEDIENER AUSGEHÄNDIGT WIRD.
SIE KÖNNEN ZUSÄTZLICHE KOPIEN VON IHREM HÄNDLER ERHALTEN.
Diese BEDIENUNGSANLEITUNG ist für erfahrene Bediener gedacht. Wenn Sie mit
den Bedienungsgrundsätzen und sicheren Verfahren für Lichtbogenschweißen und
-schneiden nicht völlig vertraut sind, empfehlen wir Ihnen dringend, unsere Broschüre,
„Vorsichtsmaßnahmen und sichere Verfahren für Lichtbogenschweißen, -schneiden
und -abtragung”, Formular 52-529, zu lesen. Erlauben Sie unerfahrenen Personen
NICHT, diese Anlage zu installieren, zu bedienen oder zu warten. Versuchen Sie
NICHT, diese Anlage zu installieren oder bedienen, bevor Sie diese Anleitungen
gelesen und völlig verstanden haben. Wenn Sie diese Anleitungen nicht völlig
verstanden haben, wenden Sie sich an Ihren Händler für weitere Informationen.
Lesen Sie die Sicherheitsmaßnahmen vor der Installation und Bedienung der Anlage.
VORSICHT
VERANTWORTUNG DES BENUTZERS
LESEN UND VERSTEHEN SIE DAS BEDIENUNGSHANDBUCH VOR DER
INSTALLATION ODER DER INBETRIEBNAHME
SCHÜTZEN SIE SICH UND DIE ANDEREN!

27
ABSCHNITT TITEL SEITE
SICHERHEITSMASSNAHMEN............................................................................................................29
ABSCHNITT 1 BESCHREIBUNG.......................................................................................................... 31
1.1 Allgemeines ...............................................................................................................................................33
1.2 Entgegennahme-Handhabung ..........................................................................................................33
1.3 Beschreibung.............................................................................................................................................33
ABSCHNITT 2 INSTALLATION............................................................................................................ 35
2.1 Antriebsrollen............................................................................................................................................35
2.2 Schweißdrahtgeschwindigkeit ...........................................................................................................35
2.3 Brenneranschlüsse...................................................................................................................................36
2.4 Versorgungsanschlüsse .........................................................................................................................36
2.5 Einfädeln des Schweißdrahts...............................................................................................................37
2.6 Einstellung des Bremswiderstands....................................................................................................37
ABSCHNITT 3 BETRIEB....................................................................................................................... 39
3.1 Bedienelemente .......................................................................................................................................39
3.1.1 Netzschalter ...............................................................................................................................................39
3.1.2 Drahtvorschubgeschwindigkeit (Lichtbogenspannungsregelung)......................................39
3.1.3 Drahtvorschubgeschwindigkeit (konstante Geschwindigkeit)...............................................39
3.1.4 5 Ampere SCHUTZSCHALTER (CB1)...............................................................................................39
3.2 Betriebsverfahren ....................................................................................................................................41
3.2.1 Betriebssicherheitsmaßnahmen ........................................................................................................41
3.3 Einstellung eines Schweißverfahrens...............................................................................................42
3.4 Abschalten..................................................................................................................................................43
ABSCHNITT 4 WARTUNG................................................................................................................... 45
4.1 Wartung.......................................................................................................................................................45
4.2 Inspektion und Instandhaltung..........................................................................................................45
4.2.1 Drahtvorschubgerät................................................................................................................................45
4.2.2 Austausch des Magnetventils..............................................................................................................45
4.2.3 Allgemeiner Austausch..........................................................................................................................45
4.3 Störungsbehebung.................................................................................................................................46
ABSCHNITT 5 ERSATZTEILE............................................................................................................... 49
INHALTSVERZEICHNIS


29
SICHERHEITSVORKEHRUNGEN
Sicherheitsvorkehrungen
Benutzer von ESAB Schweiß- und Plasmaschneidausrüstung haben die Verantwortung sicherzustellen, dass
jede an oder in Nähe der Ausrüstung arbeitende Person die wichtigen Sicherheitsvorkehrungen beachtet.
Diese Sicherheitsvorkehrungen müssen mit den auf diese Art von Schweiß- oder Plasmaschneidausrüstung
anzuwendende Forderungen übereinstimmen. Folgende Empfehlungen sollten zusätzlich zu den normalen
Regeln, die auf den Arbeitsplatz abgestimmt sind, beachtet werden.
Jegliche Arbeit muss von geschultem Personal, welches mit der Bedienung von Schweiß- oder
Plasmaschneidausrüstung vertraut ist, ausgeführt werden. Die falsche Bedienung der Ausrüstung kann zu
Gefahrsituationen führen, die wiederum zu Verletzungen des Bedieners und Beschädigung der Ausrüstung führen
können.
1. Jeder Benutzer von Schweiß- oder Plasmaschneid-Ausrüstung muss mit folgenden Anwendungen vertraut
sein:
- seiner Bedienung
- der Standort des Notstops
- seiner Bedienung
- den wichtigen Sicherheitsvorkehrungen
- Schweißen und/oder Plasmaschneiden
2. Der Benutzer muss versichern dass:
- keine unberechtigte Person sich im beim Anlassen im Arbeitsbereich der Ausrüstung bendet.
- niemand ungeschützt ist, wenn der Bogen gezündet wird.
3. Der Arbeitsplatz muss:
- für den Zweck geeignet sein
- frei von Zugluft sein
4. Persönliche Sicherheitsausrüstung:
- Tragen Sie immer geeignete persönliche Sicherheitsausrüstung wie Schutzbrille, feuersichere Kleidung,
Sicherheitshandschuhe.
- Tragen Sie keine lose hängenden Gegenstände, wie Schals, Armbänder, Ringe usw, die sich verfangen
könnten oder Brände hervorrufen.
5. Allgemeine Sicherheitsvorkehrungen:
- Stellen Sie sicher, dass das Stromrückleitungskabel richtig angeschlossen ist.
- Arbeit an Hochspannungsausrüstung darf nur von einem qualizierten Elektriker ausgeführt werden.
- Eine geeignete Feuerlöschanlage muss deutlich gekennzeichnet und in der Nähe sein.
- Schmierung und Wartung dürfen nicht während des Betriebs der Ausrüstung ausgeführt werden.

30
SICHERHEITSVORKEHRUNGEN
ELEKTRISCHER SCHLAG kann tödlich sein.
- Installieren und erden Sie die Schweiß- oder Plasmaschneid-Einheit in Übereinstimmung mit den gültigen
Normen.
- Berühren Sie die elektrischen Teile oder Elektroden nicht mit der nackten Haut, mit nassen Handschuhen
oder nasser Kleidung.
- Isolieren Sie sich von der Erde und dem Werkstück.
- Nehmen Sie eine sichere Arbeitsstellung ein.
RAUCH UND GASE Können die Gesundheit gefährden.
- Halten Sie den Kopf aus dem Rauch.
- Verwenden Sie eine Belüftung oder Abzug vom Bogen oder beides, um den Rauch und die Gase aus Ihrem
Atembereich und dem umliegenden Bereich fernzuhalten.
LICHTBOGENSTRAHLEN Können die Augen verletzen und die Haut verbrennen.
- Schützen Sie Ihre Augen und Ihren Körper. Benutzen Sie den richtigen Schweiß- bzw. Plasmaschneidschild
und Filterlinsen und tragen Sie Schutzkleidung.
- Schützen Sie daneben Stehende mit geeigneten Schilden oder Vorhängen.
FEIUERGEFAHR
- Funken (Spritzer) können Feuer hervorrufen. Stellen Sie deshalb sicher, dass keine brennbaren Materialien
in der Nähe sind.
LÄRM Exzessiver Lärm kann das Gehör schädigen.
- Schützen Sie Ihre Ohren. Verwenden Sie Ohrmuscheln oder Gehörschutz.
- Verweisen Sie daneben Stehende auf das Risiko.
PANNE Holen Sie eine Fachhilfe im Falle einer Panne.
LESEN UND VERSTEHEN SIE DAS BEDIENUNGSHANDBUCH VOR DER
INSTALLATION ODER DER INBETRIEBNAHME
SCHÜTZEN SIE SICH UND DIE ANDEREN!
WARNUNG
SCHWEISSEN UND PLASMASCHNEIDEN KANN FÜR SIE SELBST UND FÜR
ANDERE GEFÄHRLICH SEIN. TREFFEN SIE DESHALB BEIM SCHWEISSEN
UND SCHNEIDEN SICHERHEITSVORKEHRUNGEN. FRAGEN SIE IHREN AR-
BEITGEBER NACH SICHERHEITSMASSNAHMEN, DIE AUF DEN GEFAHR-
DATEN DES HERSTELLERS BERUHEN SOLLTEN.

31
Bei allen MobileFeed 200 AVS
Standard-Spulendorn mit 5,1 cm ID
20,3 cm Spulen - kein Adapter notwendig
Abmessungen
Gehäuse B x H x L ................................................171mm x 356mm x 470mm
MobileFeed Vorschubgeräte passen durch eine Önung mit einem
Durchmesser von 362mm.
NOTWENDIGES ZUBEHÖR
Antriebsrollen & Drahtführungshülsen ............siehe Tabelle auf der
nächsten Seite
MOBILEFEED 200 AVS DRAHTVORSCHUBGERÄT
AVS = ARC VOLTAGE SENSING
LICHTBOGENSPANNUNGSABTASTUNG
t DAS LICHTBOGENSPANNUNGSGEREGELTE
DRAHTVORSCHUBGERÄT KANN MIT KONSTANTSTROM CC
ODER KONSTANTSPANNUNGSGERÄTEN CV EINGESETZT
WERDEN
t ERHÄLTLICH MIT „CC” BRENNERANSCHLUSS
t 4ROLLENANTRIEBBASISSTÜCK
t SEKUNDÄRER KONTAKTGEBER
t FÜR RAUE STANDORTE WIE BAUSTELLEN, PIPELINES,
WERFTEN, OFFSHORE, ALLGEMEINE HERSTELLUNG, MOBILE
SCHWEISSANLAGEN UND VIELE ANDERE GEBAUT
t KOMPLETT EINGESCHLOSSENES, SCHLAGFESTES GEHÄUSE
SCHÜTZT DEN SCHWEISSDRAHT VOR SCHMUTZ, METALLKIES,
FEUCHTIGKEIT UND ANDEREN VERUNREINIGUNGEN.
t FLAMMHEMMENDES, FORMGEPRESSTES
KUNSTSTOFFGEHÄUSE WIDERSTEHT EXTREMEM MISSBRAUCH
DURCH HEISSE SCHLACKE, SCHLEIFFUNKEN, KORRODIERENDE
CHEMIKALIEN, STÖSSE, SCHLÄGE, FÄLLE UND ANDERE
t IST MIT UMGEKEHRTER POLUNG DRAHT GLEICHSTROM
+ ODER DIREKTER POLUNG DRAHT GLEICHSTROM
BETREIBBAR
t PERMANENTMAGNETANTRIEBSMOTOR MIT
PULSWEITENMODULATIONANTRIEB UND
FESTKÖRPERSTEUERUNG SORGEN FÜR LEISTUNGSSTARKEN,
VERLÄSSLICHEN DRAHTVORSCHUB UND GESTEUERTE
DRAHTBESCHLEUNIGUNG FÜR PROBLEMLOSE
LICHTBOGENZÜNDUNGEN UND RATTERFREIE
MAGNETVENTILFUNKTION
t ELEKTRONISCHES, DYNAMISCHES BREMSEN
t SICHERHEITSLEISTUNGSMERKMALE UMFASSEN EIN
ISOLIERTES GEHÄUSE, NIEDERSPANNUNGSBRENNER
TRIGGERSCHALTKREIS UND ÜBERLASTSCHUTZ
t ANFORDERUNGEN. ERFÜLLT LEC9741 SPEZIFIKATIONEN.
BESTELLINFORMATIONEN
Jedes MobileFeed-Drahtvorschubgerät hat ein Gasmagnet-
ventil und Führungsrollen mit Doppelrillen.
MobileFeed 200 AVS LC40 ............................. 0558004709
Einschließlich 1,2 - 1,6 mm gezahnten, gerillten Antriebsrollen.
MobileFeed 200 AVS OKC CE ........................0558005796
Einschließlich 0,9 - 1,2 mm Antriebsrollen mit V-Nut.
Hinweis:
0558004709 hat einen Kabelsteckverbinder vom Typ LC40
und
0558005796 hat einen Kabelsteckverbinder vom Typ OKC.
TECHNISCHE DETAILS
MobileFeed 200 AVS
Drahtvorschubgeschwindigkeitsbereich*......................1,3 - 20,3 m/Min.
* der tatsächliche Geschwindigkeitsbereich hängt von der Lichtbogenspannung ab
Drahtdurchmesser-Aufnahmefähigkeit...0,8 - 2,0 mm
Primäre Leistungsaufnahme**
(Leerlaufspannung oder Lichtbogenspannung)
ABSCHNITT 1 BESCHREIBUNG
Minimum............................................................................16,5 V Gleichstrom
Maximum..........................100 V Gleichstrom (113 V Höchstbelastung)
** kann nicht mit Wechselstrom eingesetzt werden
Gewicht .......................................................................................................... 11,8 kg

32
Klemme
Ein Spannungsaufnahme-
kabel wird mit dem
MobileFeed 200 AVS geliefert
Eingebauter, isolierter Schnellanschluss -
keine zusätzlichen Gasschläuche oder Schal-
terkabel hängen vom Drahtvorschubgerät
Bedienelemente benden
sich auf einer vertieften
Frontblende, damit die
Einstellscheibe und Schal-
ter geschützt werden
Das Drahtvorschubsystem hat
Doppelrillen-Führungsrollen.
Stoßdämpfende Halterungen und
ein exibler Sockel sorgen für ein
„Nachgeben” am Gehäuse, was er-
möglicht, dass das Drahtvorschubge-
rät auch bei voller Bestückung einen
Fall übersteht
Stück
zahl
Auslass-Führungshülse
Mittel-
führung
Stück
zahl
Stück
zahl
Drahtdurchmesser Beschr.
+
Rolle
EURO
Stück
zahl
Einlauührung
0.8 mm V-Nut 0369 557 002 2 0558001077 1 0558001757 1 0558001758 1
1.0 mm V-Nut 0369 557 002 2 0558001078 1 0558001757 1 0558001758 1
1.0 mm V-Nut 0369 557 003* 2 0558001078 1 0558001757 1 0558001758 1
1.2 mm V-Nut 0369 557 003* 2 0558001078 1 0558001757 1 0558001758 1
1.2 mm V-Nut X2 0369 557 010 2 0558001078 1 0558001757 1 0558001758 1
1.4 mm V-Nut 0369 557 013 2 0558001079 1 0558001757 1 0558001758 1
1.6 mm V-Nut 0369 557 013 2 0558001079 1 0558001757 1 0558001758 1
0.8 mm geränd. Fülldr. 21160 2 0558001077 1 0558001757 1 0558001758 1
0.9 mm geränd. Fülldr. 21160 2 0558001078 1 0558001757 1 0558001758 1
1.2 mm geränd. Fülldr. 21161 2 0558001079 1 0558001757 1 0558001758 1
1.4 mm geränd. Fülldr. 21161 2 0558001079 1 0558001757 1 0558001758 1
1.6 mm geränd. Fülldr. 21161 2 0558001079 1 0558001757 1 0558001758 1
2.0 mm geränd. Fülldr. 21162 2 0558001079 1 0558001757 1 0558001758 1
1.2 mm U-Nut-weich 21159 2 0558001898 1 0558001895 1 0558001758 1
1.6 mm U-Nut-weich 21159 2 0558001898 1 0558001895 1 0558001758 1
+
Zwei untere Antriebsrollen werden für Vierrollen-Antriebssysteme benötigt.
Die mit dem Drahtvorschubgerät gelieferte(n) ache(n), einfache(n) Andruckrolle(n) (TEILENR. 0455 907 001) verwenden.
ANTRIEBSROLLEN UND DRAHTFÜHRUNGSHÜLSEN FÜR: MOBILEFEED 200 AVS
*wie mit 0558005796, 0558005728 & 0558005832 geliefert
ABSCHNITT 1 BESCHREIBUNG

33
TABELLE 1-1 TECHNISCHE DATEN
Drahtvorschubgeschwindigkeit 1,3 - 20,3 m/Min.
Maximale Leerlaufspannung 100 V Gleichstrom (113 V Gleichstrom Höchstbelastung)
Drahtdurchmesser hart: 0,8 mm, 0,9 mm, 1,2 mm, 1,4 mm, 1,6 mm
weich: 0,9 mm, 1,2 mm, 1,6 mm
Fülldraht: 0,8 mm, 0,9 mm, 1,2 mm, 1,4 mm, 1,6 mm, 2,0 mm
Drahtrolle Drahtspule mit einem Durchmesser von 203 mm
Motortyp Gleichstrom-Permanent-Magnet vorgeschmiert, völlig eingeschlossen
Bremstyp (Draht) Widerstand
Steuerung Festkörper
Vorschubsystem Schub
Ein-Aus-Schalter Standardmäßig
Einlaufstart Automatisch falls benötigt.
Höhe 356 mm
Breite 171 mm
Länge 470 mm
Gewicht (mit Kontaktgeber, 11,8 kg
ohne Drahtspule)
1.3 BESCHREIBUNG
Das MobileFeed 200 AVS ist ein tragbares Drahtvor-
schubgerät, das für höchste Einsatzexibilität entwickelt
wurde. Das Gerät wird völlig von der Lichtbogenspan-
nung einer Konstantstrom- oder Konstantspannungs-
Schweißstromquelle angetrieben. Alle Modelle haben
zur zusätzlichen Sicherheit der Bedienungsperson einen
sekundären Schaltschütz.
Das Gerät ist für den Einsatz mit massiven, weichen sowie
Fülldrahtelektroden (gasgeschützt oder selbst geschützt)
mit einem Durchmesser von 0,8 mm bis 1,98 mm und
Drahtvorschubgeschwindigkeiten von 1,8-20,3 m/Min.
konzipiert. Die Komponenten des Drahtvorschubgeräts
sind für optimale Tragbarkeit in einem robusten Gehäuse
völlig eingeschlossen.
HINWEIS
Das MobileFeed 200 AVS wird nicht für die Kurzlicht-
bogen-Übertragung beim Einsatz von Konstantstrom-
Stromquellen aufgrund des von der Konstantstrom-
Stromquelle zur Verfügung gestellten, begrenzten
Kurzschlussstroms empfohlen.
Das MobileFeed 200 AVS passt durch eine Önung mit einem Durch-
messer von 362 mm.
1.1 ALLGEMEINES
Dieses Handbuch ist speziell für Betriebspersonal vorge-
sehen, damit sie sich mit der Konstruktion, Installation,
dem Betrieb, der Wartung und Störungsbehebung des
Geräts vertraut machen können. Alle hierin enthaltenen
Informationen sollten sorgfältig berücksichtigt werden,
um eine optimal Leistung des Geräts zu gewährleisten.
1.2 ENTGEGENNAHME-HANDHABUNG
Bevor Sie das Gerät installieren, entfernen Sie das gesam-
te Verpackungsmaterial und schauen Sie sorgfältig nach
Schäden, die beim Transport entstanden sein könnten.
Alle Ersatz- oder Schadensansprüche für Schäden, die
beim Transit entstanden sein könnten, müssen vom Käu-
fer beim Spediteur eingereicht werden. Eine Kopie des
Frachtbriefs und der Frachtquittung wird vom Spediteur
auf Anfrage zu Verfügung gestellt, falls sich ein Anlass
zur Anspruchstellung ergibt.
ABSCHNITT 1 BESCHREIBUNG

34
ABSCHNITT 1 BESCHREIBUNG

35
2.2 INSTALLATION DES SCHWEISSDRAHTS
Installieren Sie eine Schweißdrahtrolle auf dem Dorn wie
folgt:
A. Drehen Sie den roten Drahtrollen-Haltestift im Dorn
wie unten im Bild dargestellt.
B. Stecken Sie die Drahtrolle auf den Dorn, sodass
sie sich beim Abwickeln gegen den Uhrzeigersinn
dreht; der Stift des Dorns muss in die Önung der
Drahtrolle einrasten.
C. Drehen Sie den roten Drahtrollen-Haltestift im Dorn,
um die Halte-Mitnehmer zu arretieren.
2.1 ANTRIEBSROLLEN UND FÜHRUNGSHÜLSEN
Die Antriebsrollen haben zwei Rillen. Abhängig von der
bestellten Teilenummer ist das gelieferte Gerät in der
Lage Fülldraht mit Durchmessern von oder 1,2 bis 1,6
mm oder Massivdraht mit Durchmessern von 0,9 - 1,2
mm vorzuschieben. (Andere Antriebsrollen sind erhält-
lich, um andere Massiv-, Weichdraht- und Fülldrahtdurch-
messer vorzuschieben. Siehe das Antriebsrollen- und
Führungshülsen-Auswahldiagramm sowie Tabelle 1-1)
A. Lösen Sie den Andruckrollenbaugruppe-Hebel und
heben Sie die Andruckrollenbaugruppe nach oben.
B. Entfernen Sie die Rändelschraube, die die Antriebs-
rolle am Zahnradadapter befestigt.
C. Überprüfen und installieren Sie die entsprechenden
Führungshülsen.
D. Wenden oder ersetzen Sie die Antriebsrollen mit der
erforderlichen Größenbezeichnung, die auf der nach
außen liegenden Seite der Rolle aufgedruckt ist.
E. Schrauben Sie die in Schritt B entfernte Schraube
wieder fest.
F. Führen Sie den Draht ein und befestigen Sie die An-
druckrollenbaugruppe.
Detailansicht der Spindel
DRAHTROLLEN-
HALTESTIFT
ANDRUCK-
ROLLEN-
BAUGRUPPE
RÄNDEL-
SCHRAUBE
ANDRUCK-
ROLLENBAUGRUPPE-
HEBEL
ANTRIEBS-
ROLLE
ANDRUCK-
ROLLE
ABSCHNITT 2 INSTALLATION
DRAHTROLLEN-
DORN
Detailansicht der Antriebs-
rollen

36
VORSICHT
WARNUNG
WARNUNG
WARNUNG
2.3 BRENNERANSCHLÜSSE
Der Brenneradapter des MobileFeed wird direkt an die
Drahtantriebsbaugruppe des Drahtvorschubgeräts so-
wie die Stromquelle und Schutzgaszufuhr angeschlos-
sen. Bringen Sie den Brenneranschluss mit dem Draht-
vorschubgerätadapter auf eine Linie, stecken Sie ihn fest
ein und ziehen Sie den Schließring des Euroanschluss‘
mit der Hand fest an.
Gewährleisten Sie, dass der gewählte Brenner die
entsprechende Nennleistung für den geplanten
Schweißstrom, die richtige Spiralgröße und -art so-
wie die entsprechende Kontaktspitze und sachgemä-
ße Führungshülse hat.
2.4 VERSORGUNGSANSCHLÜSSE
Bevor Sie das Drahtvorschubgerät an die Schweiß-
stromquelle anschließen, schalten Sie den Strom an
die Schweißstromquelle und das Drahtvorschubge-
rät ab.
DAS MOBILEFEED 200 AVS KANN OHNE ÄNDERUNGEN MIT
ELEKTRODEN FÜR DAS GLEICHSTROMSCHWEISSEN ENTWE
DER MIT POSITIVER ODER NEGATIVER POLUNG EINGESETZT
WERDEN.
A. SCHLIESSEN SIE DAS SCHWEISSKABEL VON DER STROM
QUELLE AN; POSITIVER ANSCHLUSS IST FÜR MASSIV
DRÄHTE ODER DRÄHTE MIT FLUSSMITTELSEELE, DIE
GASGESCHÜTZT SIND UND DER NEGATIVE ANSCHLUSS
IST FÜR DIEMEISTEN SELBSTGESCHÜTZTEN FÜLLDRÄHTE.
DAS SCHWEISSKABEL AN DEN SCHWEISSKABELSCHUH
ANSCHLUSS, DER SICH AUF DER RÜCKSEITE DES MOBI
LEFEED 200 AVS DRAHTVORSCHUBGERÄTS BEFINDET,
ANSCHLIESSEN.
GEWÄHRLEISTEN SIE, DASS DIESER ANSCHLUSS RICHTIG
ISOLIERT IST, BEVOR STROM AN DIE STROMQUELLE AN
GELEGT WIRD. UNISOLIERTE KABEL UND GERÄTETEILE
KÖNNEN LICHTBOGEN ERZEUGEN, WENN SIE MIT EINER
GEERDETEN OBERFLÄCHE IN BERÜHRUNG KOMMEN. DER
LICHTBOGEN KANN AUGENSCHÄDEN ODER EINEN BRAND
VERURSACHEN. KÖRPERKONTAKT MIT EINEM UNISO
LIERTEN SCHWEISSKABELANSCHLUSS ODER BLANKER ADER
KANN ZU STROMSCHLAGFÜHREN, DERUNTER UMSTÄNDEN
TÖDLICH VERLAUFEN KANN.
B. Schließen Sie ein zweites Schweißkabel (Werkstückkabel)
zwischen dem Ausgangsanschluss der Stromquelle mit
entgegengesetzter Polung und dem Werkstück an.
C. Schließen Sie die Krokodilklemme des Werkstückkabels
(Spannungsaufnahme) vom Drahtvorschubgerät an das
Werkstück an.
D. Falls Sie gasgeschützten Draht einsetzen, verbinden Sie
den Einlass-Gasschlauch mit dem Gas-Einlassnippel auf der
Rückseite des Drahtvorschubgerätes.
1. Prüfen Sie, dass alle Schlauch- und Kabelanschlüsse
fest sind.
2. Schalten Sie die Stromquelle „EIN” und schließen Sie
den Kontaktgeber, falls die Stromquelle mit einem
Schützensteuerungs-Schalter für den Ausgang aus-
gestattet ist. Leerlaufspannung muss vorhanden sein,
um das Drahtvorschubgerät betreiben zu können.
3. Schalten Sie den Netzschalter des Drahtvorschubge-
rätes „EIN”.
4. Überprüfen Sie alle Gasanschlüsse auf Undichtigkeit.
Vermeiden Sie, dass der Schweißdraht eine geerdete Metallo-
beräche berührt, es sei denn Sie beginnen mit dem Schwei-
ßen. Der Schweißdraht steht unter Strom, wenn der sekundäre
Kontaktgeber geschlossen ist. Nicht mit den Fingern in die
Nähe der Antriebsrollen kommen; sie fangen an sich zu drehen,
wenn der Brennerschalter gedrückt wird.
5. Beim Einsatz von gasgeschützten Drähten stellen Sie den
Gasdurchussmesser auf die gewünschte Durchuss-
menge ein, indem Sie den Brennerschalter schließen.
6. Schalten Sie die Stromquelle und das Drahtvorschubge-
rät AUS, wenn sie nicht im Einsatz sind.
WERKSTÜCK
BRENNER
WERKSTÜCKKABEL
SCHWEISSKABEL
STROM-
QUELLE
MOBILEFEED
+ (oder -)- (oder +)
Abbildung 2.2 - Typische Anordnung des MobileFeed 200 AVS
ABSCHNITT 2 INSTALLATION

37
NYLOC-
SCHRAUBE
ROTER
GRIFF
2.6 EINSTELLUNG DES BREMSWIDERSTANDS
Die Reibung der Bremsscheibe sollte für genug Wider-
stand sorgen, um zu verhindern, dass sich die Drahtspule
frei dreht, nachdem der Drahtvorschub stoppt.
Die Bremsnabe wird bei der Lieferung eingestellt. Wenn
eine Wiedereinstellung nötig ist, folgen Sie den nachste-
henden Anweisungen. Stellen Sie die Bremsnabe so ein,
dass wenn der Drahtvorschub stoppt, der Draht ein we-
nig Durchhang hat.
Einstellung des Bremsdrehmoments:
t %SFIFO4JFEFOSPUFO(SJòJOEJFFOUSJFHFMUF4UFMMVOH
und ziehen Sie ihn gerade heraus, um ihn zu entfer-
nen.
t .JUIJMGF WPO FJOFN NN *OCVTTDIMàTTFM ESFIFO
Sie die Nyloc-Schraube im Uhrzeigersinn, um das
Bremsdrehmoment zu erhöhen.
t .JUIJMGF WPO FJOFN NN *OCVTTDIMàTTFM ESFIFO
Sie die Nyloc-Schraube gegen den Uhrzeigersinn,
um das Bremsdrehmoment zu verringern.
WARNUNG
VORSICHT
2.5 EINFÄDELN DES SCHWEISSDRAHTS
Wenn das Drahtvorschubgerät an die Stromquelle
angeschlossen ist, ist das Werkstückkabel von der
Stromquelle mit dem Werkstück verbunden und die
Stromquelle ist unter Strom geschaltet. Ein Schließen
des Brennerschalters schaltet den Schweißdraht un-
ter Strom und lässt die Antriebsrollen laufen. Nicht
mit den Fingern berühren!
A. Schalten Sie die Stromquelle und das Drahtvor-
schubgerät AUS.
B. Lösen Sie den Andruckrollenbaugruppe-Hebel und
prüfen Sie auf korrekte Antriebsrolle, Rillenposition
und Drahtführungen.
Bevor Sie den Schweißdraht einfädeln, beachten Sie,
dass die Schneidspitze und Graten vom Drahtende
entfernt wurden, um zu verhindern, dass sich der
Draht in der Brenner-Drahtspirale festklemmt.
C. Führen Sie den Draht von der Drahtrolle durch die
Einlauührung über die Rille der Antriebsrolle und
in die Ausgangs-Führungshülse.
D. Senken Sie die Andruckrollenbaugruppe und stel-
len Sie den Andruck der Antriebsrolle so ein, dass
gewährleistet wird, dass der Draht nicht verrutscht,
aber auch nicht zu eng anliegt, damit kein übermä-
ßiger Druck entsteht.
E. Schalten Sie die Stromquelle und das Drahtvor-
schubgerät EIN. Schließen Sie den Brennerschalter,
um Draht durch den Brenner zu schieben.
ABSCHNITT 2 INSTALLATION

38
ABSCHNITT 2 INSTALLATION

39
DIP-Schalter Funktionen
Die DIP-Schalter benden sich auf der Steuerplatine, die innen-
liegend im oberen Fach des Drahtvorschubgerätes angebracht
ist. Siehe folgende Tabelle zu Schalterstellungen und Beschrei-
bung.
Abbildung 3.2
SW1
Stellung S2 -
geschlossen
Stellung S1 - oen
3.1.3 DRAHTVORSCHUBGESCHWINDIGKEIT (KON-
STANTE GESCHWINDIGKEIT)
Das MobileFeed 200 AVS kann auf einen „keine”-Spannungsre-
gelung-Modus geschaltet werden, in dem die Drahtvorschub-
geschwindigkeit weitgehend konstant bleibt und sich nicht
abhängig von Änderungen der Lichtbogenspannung ändert.
Identizieren Sie Schalter SW1 auf der Leiterplatte und stellen
Sie S1 und S2 ein. Siehe Abbildung 3-2. Werkseitige Einstel-
lungen sind wie folgt: S1 - geschlossen, S2 - oen.
3.1 BEDIENELEMENTE
3.1.1 NETZSCHALTER
Der Ein-Aus-Schalter auf der Vorderseite des Drahtvorschubge-
rätegehäuses schaltet das Drahtvorschubgerät ein, wenn das
Drahtvorschubgerät an die Stromquelle und das Werkstück
angeschlossen, die Stromquelle AN und der Kontaktgeber ge-
schlossen ist.
3.1.2 DRAHTVORSCHUBGESCHWINDIGKEIT (LICHT-
BOGENSPANNUNGSREGELUNG)
Die Drahtvorschubgeschwindigkeit wird mit der Drahtvor-
schubgeschwindigkeits-Einstellscheibe auf der Vorderseite
des Drahtvorschubgerätegehäuses geregelt. Wenn das Draht-
vorschubgerät an eine Konstantspannung (CV)-Stromquelle
angeschlossen ist, regelt die Drahtvorschubgeschwindigkeits-
Einstellscheibe den Schweißstrom. Ein Drehen der Einstell-
scheibe im Uhrzeigersinn erhöht den Schweißstrom; ein Dre-
hen gegen den Uhrzeigersinn verringert den Schweißstrom.
Wenn das Drahtvorschubgerät an eine Konstantstrom (CC)-
Stromquelle angeschlossen ist, regelt die Drahtvorschubge-
schwindigkeits-Einstellscheibe die Lichtbogenspannung. Ein
Drehen der Drahtvorschubgeschwindigkeits-Einstellscheibe
im Uhrzeigersinn verringert die Lichtbogenspannung; ein
Drehen gegen den Uhrzeigersinn erhöht die Lichtbogenspan-
nung. Die tatsächliche Drahtvorschubgeschwindigkeit für eine
jeweilige Einstellung ändert sich mit der Lichtbogenspannung.
Ein Erhöhen der Lichtbogenspannung erzeugt eine Erhöhung
der Drahtvorschubgeschwindigkeit.
Das MobileFeed 200 AVS Drahtvorschubgerät ist mit einem
automatischen „langsam-Drahteinlauf ” ausgestattet. Wenn
das Drahtvorschubgerät erkennt, dass die Ausgangsspannung
der Stromquelle über 33 Volt liegt, verringert sich die „Einlauf”-
Drahtvorschubgeschwindigkeit automatisch auf eine feste
Zeitdauer (250 ms), um Lichtbogenzündungen zu verbessern.
Wenn der Lichtbogen gezündet hat, wird die Drahtvorschub-
geschwindigkeit durch den Drahtvorschubgeschwindigkeits-
Drehregler auf der Frontblende des MobileFeed geregelt.
ABSCHNITT 3 BETRIEB
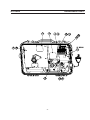
SCHUTZGAS-
ANSCHLUSS
SCHWEISSKABEL-
ANSCHLUSS
BRENNER-
ANSCHLUSS
WERKSTÜCKKABEL
DRAHTVORSCHUB-
GESCHWINDIGKEITS-
REGLER
STROM EIN-AUS-
SCHALTER
Abbildung 3.1 - Bedienelemente und Anschlüsse, MobileFeed 200 AVS
5 Ampere
SCHUTZSCHALTER
(CB1)
3.1.4 5 Ampere SCHUTZSCHALTER (CB1)
Dieser rücksetzbare, mit dem Motoranker in Reihe geschaltete
5 Ampere Schutzschalter schützt die Steuerplatine vor
Schaden, falls der Motor blockiert.

40
1
2
Wippe
unten
OFFEN
1
2
Wippe
unten
OFFEN
HINWEIS:
Falls beide Schalter in die OFFEN (AUS) Stellung gebracht werden, ist der Drahtvorschubmotor deaktiviert und der Motor wird NICHT laufen.
TABELLE 1-1 MobileFeed-DIP-Schalter-Tabelle
Schalterstellung
OFFEN (AUS)
GESCHLOSSEN (EIN)
Beschreibung:
Werksvoreinstellung - Konstantstrombetrieb ( „Spannungsregelungsmodus” )
In diesem Betriebsmodus ist das MobileFeed-Drahtvorschubgerät für den Anschluss
an eine „Konstantstrom“-Stromquelle einsatzbereit. Diese erzeugt normalerweise
eine hohe Leerlaufspannung und niedrigen Kurzschlussstrom, was eine Lichtbo-
genzündung erschwert. Deswegen ist ein „langsamer Einlauf” des Drahtes automa-
tisch aktiviert, falls die Leerlaufspannung 33 Volt überschreitet, um eine gute und
zuverlässige Lichtbogenzündung zu erzielen. Die Lichtbogenlänge während des
Schweißens wird durch eine Kombination von Drahtvorschubgeschwindigkeits-
Drehreglerstellung (Frontblende des MobileFeed-Drahtvorschubgerätes) und der
„Schweißstromstärken”-Einstellung der Konstantstrom-Stromquelle bestimmt. Wenn
ein guter Schweißzustand erreicht ist, wird die Lichtbogenlänge durch Änderungen
in der Drahtvorschubgeschwindigkeit, die von der Lichtbogenspannungsregelung
vorgegeben wird, eingehalten. Variablen, die Änderungen der Lichtbogenspannung
verursachen, wie zum Beispiel, Draht-„Abstehen”, Drahtdichte oder Veränderungen
im Schutz, führen dazu, dass die Drahtvorschubgeschwindigkeit ausgleichend wirkt,
um die Lichtbogenlängen-Voreinstellung aufrechtzuerhalten.
Alternativeinstellung - Konstantspannungsbetrieb ( „konstante Drahtvorschub-
geschwindigkeit” )
In diesem Betriebsmodus ist das Drahtvorschubgerät für den Anschluss an eine
„Konstantspannungs“-Stromquelle einsatzbereit, die normalerweise für die meisten
Metall-Schutzgas-Schweißanwendungen (MIG/MAG) eingesetzt wird. Konstantspan-
nungs-Stromquellen erzielen hohe Kurzschlussströme für gute Lichtbogenzündung
und Drahtabbrand. Der „langsame Einlauf” des Drahtes wird automatisch deaktiviert.
Die Lichtbogenlänge während des Schweißens wird durch eine Kombination von
Drahtvorschubgeschwindigkeits-Drehreglerstellung (Frontblende des MobileFeed
Drahtvorschubgerätes) und der „Schweißspannungs”-Einstellung der Konstantspan-
nungs-Stromquelle bestimmt. Wenn ein guter Schweißzustand erreicht ist, wird
die Lichtbogenlänge durch die Stromquelle eingehalten und die Drahtvorschub-
geschwindigkeit bleibt konstant. Jegliche Veränderungen durch Draht-„Abstehen”,
Drahtdichte oder Veränderungen im Schutz können zu Änderungen der Lichtbogen-
länge (Lichtbogenspannung) führen.
ABSCHNITT 3 BETRIEB

41
WARNUNG
VORSICHT
Löschen Sie den Lichtbogen nicht, indem Sie den
Brenner vom Werkstück entfernen. Lassen Sie den
Brennerschalter los, um mit dem Schweißen aufzu-
hören, bevor Sie den Brenner entfernen.
Wenn das Schutzgas in einem beengten Bereich nicht
AUSGESCHALTET wird, kann dies zu einer Anreiche-
rung von Gasen führen, die Sauersto verdrängen.
WARNUNG
WARNUNG
Wenn der Netzschalter AN und der Brennerschalter
gedrückt ist, wird der Elektrodendraht unter Strom
geschaltet und die Drahtvorschub-Führungsrollen
werden aktiviert. Nicht den Draht berühren, da dies
möglicherweise zu einem tödlichen Stromschlag
führen kann. Außer beim Schweißen vermeiden Sie,
dass der Draht mit einer geerdeten Metalloberäche
in Berührung kommt, da dies einen Lichtbogenblitz
auslöst. Kommen Sie nicht in die Nähe von Führungs-
rollen und Antriebszahnrädern.
Vor dem Schweißen ist es unbedingt erforderlich,
dass Sie sachgemäße Schutzkleidung (Schutzmantel
und Schutzhandschuhe) und Augenschutz (Schutz-
brille und/oder Schweißhelm) anlegen. Ein Nichtbe-
folgen kann zu schwerwiegender Verletzung führen.
G. Immer wenn die Ausrüstung unbeaufsichtigt ist,
schalten Sie den gesamten Regelstrom, alle Strom-
quellenschalter und Gasversorgungen AUS. Önen
Sie den Hauptleitungsschalter.
H. Tragen Sie dunkle, feste Schutzkleidung, um unge-
schützte Haut vor Lichtbogenverbrennung, Funken
und iegendem, heißem Metall zu schützen.
I. Schalten Sie den Schweißstrom aus, bevor Sie Elek-
troden einstellen oder austauschen.
3.2 BETRIEBSVERFAHREN
3.2.1 BETRIEBSSICHERHEITSMASSNAHMEN
Halten Sie sich an alle Belüftungs-, Brand- und andere Si-
cherheitsanforderungen für Lichtbogenschweißen, wie
sie im Abschnitt SICHERHEITSMASSNAHMEN am Anfang
dieses Handbuchs beschrieben sind.
A. Wegen der Strahlungsenergie des Schweißlicht-
bogens und der Möglichkeit einen Lichtbogen zu
zünden, bevor der Schweißhelm vor das Gesicht
heruntergeklappt ist, sollte die Bedienungsperson
eine Schweißerschutzbrille mit Augenschutzlter
unter dem Schweißhelm tragen. Das Filterglas des
Schweißhelms sollte Verdunklungsstufe 11 (nicht
metallisch) oder 12 (eisenhaltig) haben. Alle, die in
den Lichtbogen sehen, sollten Schweißhelme mit
Filterglas sowie Schweißerschutzbrillen tragen. Per-
sonal, das sich in der Nähe aufhält, sollte Schweißer-
schutzbrillen tragen.
B. Die Strahlungsenergie des Lichtbogens kann chlor-
haltige Lösungsmitteldämpfe wie Trichlorethan und
Tetrachlorethen aufspalten und Phosgen formen,
sogar wenn diese Dämpfe in nur niedrigen Konzen-
trationen vorhanden sind. NICHT schweißen, wo
chlorhaltige Lösungsmittel in der Umgebung vom
oder um den Lichtbogen vorhanden sind.
C. NICHT die Elektrode, Kontaktspitze oder Metalltei-
le berühren, wenn der Strom AN ist: alle sind unter
Strom geschaltet (STEHEN UNTER STROM) und kön-
nen möglicherweise zu einem tödlichen Stromschlag
führen. VERHINDERN Sie, dass die Elektrode geerde-
tes Metall berührt. Dies erzeugt einen Lichtbogen-
Blitz, der die Augen verletzen kann. Es kann auch
einen Brand oder andere Schäden verursachen.
D. Wenn in einem beengten Bereich gearbeitet wird,
prüfen Sie, dass es sicher ist ihn zu betreten. Der be-
engte Bereich sollte auf ausreichenden Sauersto-
gehalt (mindestens 19%) mit einem zugelassenen
Sauerstomessgerät getestet werden. Der beengte
Bereich sollte keine toxischen Konzentrationen von
Rauch oder Gasen enthalten. Falls dies nicht be-
stimmt werden kann, sollte die Bedienungsperson
einen zugelassenen Pressluftatmer tragen. Vermei-
den Sie Gaslecks in einem beengten Bereich, da das
ausgetretene Gas die Sauerstokonzentration der
Atemluft gefährlich vermindern kann. KEINE Gasa-
schen in beengte Bereiche bringen. Wenn Sie einen
beengten Bereich verlassen, schalten Sie die Gaszu-
fuhr an der Versorgungsquelle AB, um zu verhindern,
dass Gas in den Bereich strömt. Überprüfen Sie die
Atemluft im beengten Bereich, um sicher zu stellen,
dass es sicher ist ihn wieder zu betreten.
E. Betreiben Sie die Ausrüstung niemals mit Stromstär-
ken höher als die Nennleistung. Sonst tritt Überhit-
zung ein.
F. Betreiben Sie die Ausrüstung niemals in feuchten
oder nassen Bereichen ohne geeignete Isolierung,
die vor Stromschlag schützt. Sorgen Sie dafür, dass
Ihre Hände, Füße und Schutzkleidung immer trok-
ken sind.
ABSCHNITT 3 BETRIEB

42
WIRE
FEED
SPEED
(IPM)
FLUX CORE
E70T-1 & 2
.045
WIRE /DIAMETER
.045
.052
1/16
.052
1/16
.035
.045
1/16
3/64
1/16
3/64
1/16
METAL CORE
STEEL
SOLID WIRE
Al/Si
ALUMINUM
Al/Mg
ALUMINUM
ARC VOLTS / AMPS (WELD CURRENT)
100
150
200
250
300
350
400
450
500
550
600
650
29
25
30
33
36
29
150
30
250
33
290
34
330
155
300
460
500
37
500
210
33
365
30
300
27
190
33
410
33
450
29
260
28
250
30
270
29
300
29
275
30
325
32
400
30
350
30
300
34
450
25
180
25
200
26
215
27
230
28
245
25
260
26
280
27
300
26
290
27
340
30
400
28
320
30
340
25
110
25
140
26
150
26
190
26
200
23
260
30
300
32
350
27
205
27
220
22
100
23
150
23
175
24
190
25
205
25
220
23
200
25
250
27
280
27
290
28
340
32
300
32
350
39
500
1,6
1,2
1,6
1,2
1,6
0,9
1,2
1,6
1,4
1,2
1,6
1,4
1,2
11,4 12,7 14,0 15,2 16,510,28,97,66,45,13,82,5
Al / Mg
ALUMINIUM
Al / Si
ALUMINIUM
STAHL
MASSIVDRAHT
METALL-
KERN
FLUSSMITTEL-
KERN
E70T-1 & 2
DRAHT / DURCHMESSER
(mm)
DRAHTVORSCHUBGESCHWINDIGKEIT (DVG) (m/Min.)
LICHTBOGEN VOLT / AMPERE (SCHWEISSSTROM)
SCHWEISSDATEN-TABELLE
SCHNELLEINRICHTUNGSVERFAHREN
1. Für eine Konstantspannung (CV)-Stromquelle - Stellen Sie die
gewünschte Lichtbogenspannung an der Stromquelle ein.
2. Für eine Konstantstrom (CC)-Stromquelle - Stellen Sie den ge-
wünschten SCHWEISSSTROM ein.
3. Am MobileFeed-Gerät - Stellen Sie den Drahtvorschubge-
schwindigkeits-Drehregler auf Nr. 5.
3.3 EINSTELLUNG EINES SCHWEISSVERFAHRENS
ABSCHNITT 3 BETRIEB

43
WFS
Set
19 V 20 V 21 V 22 V 23 V 24 V 25 V 26 V 27 V 28 V 29 V 30 V 31 V 32 V 33 V 34 V
Min 0000000000000000
1 45566777911121514131311
2 44 51 56 65 70 74 77 85 90 93 95 103 102 102 101 100
3 99 109 116 129 136 140 144 155 165 173 179 196 198 200 201 205
4 152 163 170 184 196 204 211 230 241 250 256 275 282 287 291 302
5 210 225 235 255 270 281 290 315 329 339 347 370 379 385 390 405
6 267 282 292 312 331 345 356 388 412 430 443 483 490 495 499 510
7 334 354 368 395 415 430 441 475 503 524 540 587 594 599 603 615
8 380 411 431 472 494 511 523 560 589 610 626 675 685 693 698 715
9 385 427 454 510 536 556 571 615 649 674 693 750 770 785 796 830
Max 395 435 462 515 544 565 581 630 667 695 716 779 803 820 833 873
*
Max
Min
DRAHTVORSCHUBGESCHWINDIGKEITS-TABELLE
HINWEIS
Den DIP-Schalter beim Einsatz einer Konstantstrom-Stromquelle auf „konstanten Vorschub” einzustellen ist NICHT ZU EMPFEHLEN. Ex-
treme Drahtvorschubgeschwindigkeits-Empndlichkeit macht es schwierig einen konstanten Schweißzustand festzulegen. Die Licht-
bogenbeständigkeit hängt stark von der Einhaltung eines konstanten Brenner-zu-Werkstück-Abstands ab, was beim manuellen Schwei-
ßen fast unmöglich ist. „Konstante Geschwindigkeit”-Einstellungen werden nur für den Einsatz von Konstantspannungs-Stromquellen
empfohlen.
Typische Schweißspannungen für 5000 Aluminium liegen zwischen 21 und 25 Volt, was die Drahtvorschubgeschwindigkeit des Mobile-
Feed begrenzt, besonders wenn versucht wird 5356 Leichtmetall mit einem Durchmesser von 0,889 mm zu schweißen. Das Schweißen
mit Drahtdurchmessern von <1,19 mm und/oder mit weniger als 22 Volt Lichtbogenspannung kann zu Problemen, hinsichtlich be-
grenzter Drahtvorschubgeschwindigkeit und der Unmöglichkeit einen guten Schweißzustand zu erzielen, führen.
MOBILEFEED 200 MIT
KONSTANTSPANNUNGSSTROMQUELLEN
1. Unter Benutzung der Tabelle wählen Sie die
SCHWEISSSPANNUNG / den SCHWEISSSTROM, die/
der für den Drahttyp und -durchmesser, mit dem
geschweißt wird, benötigt wird.
2. Stellen Sie die SPANNUNG der Stromquelle mit dem
Spannungsregelungs- Drehregler auf der Front-
blende der Stromquelle ein.
3. Lesen Sie die DRAHTVORSCHUBGESCHWINDIG-
KEIT (DVG) oben in der Spalte für den gewählten
Drahttyp, Durchmesser und SCHWEISSSPANNUNG /
SCHWEISSSTROM ab.
4. Benutzen Sie die SPANNUNG und DVG in der DVG-
Tabelle, um die MobileFeed Drahtvorschub-Dreh-
reglerstellung zu bestimmen.
5. Zünden Sie einen Lichtbogen und verkürzen Sie
dann die Lichtbogenlänge je nach Bedarf mit dem
VOLT- / DVG-Drehregler.
MOBILEFEED 200 MIT
KONSTANTSTROMSTROMQUELLEN
1. Unter Benutzung der Tabelle wählen Sie den
SCHWEISSSTROM / die SCHWEISSSPANNUNG, der/
die für den Drahttyp und -durchmesser, mit dem
geschweißt wird, benötigt wird.
2. Stellen Sie die STROMSTÄRKE der Stromquelle mit
dem Stromregelungs-Drehregler auf der Frontblen-
de der Stromquelle ein.
3. Lesen Sie die DRAHTVORSCHUBGESCHWINDIG-
KEIT (DVG) oben in der Spalte für den gewählten
Drahttyp, Durchmesser und SCHWEISSSPANNUNG /
SCHWEISSSTROM ab.
4. Benutzen Sie die SPANNUNG und DVG in der DVG-
Tabelle, um die MobileFeed Drahtvorschub-Dreh-
reglerstellung zu bestimmen.
5. Zünden Sie einen Lichtbogen und verkürzen Sie
dann die Lichtbogenlänge je nach Bedarf mit dem
VOLT- / DVG-Drehregler.
3.4 ABSCHALTEN
A. Lassen Sie den Brennerschalter los, um den Lichtbogen zu unterbrechen.
B. Wenn Sie die Ausrüstung unbeaufsichtigt lassen, schalten Sie immer den Strom aus und trennen Sie alle Leistungska-
bel von der Ausrüstung und drehen Sie die Schutzgaszufuhr an der Versorgungsquelle ab.
* MobileFeed Drahtvorschubgeschwindigkeits-Drehreglerstellung
HINWEIS
Bei vielen Konstantspannungs-Stromquellen ist die eigentliche Lichtbogenspannung normalerweise minus der „Leerlauf-
spannung” (OCV), die auf der Frontblende der Stromquelle eingestellt wurde. Deswegen sollten 3 bis 6 extra Volt zusätz-
lich zur Einstellung auf der Frontblende der Stromquelle hinzugefügt werden, um die „eigentliche” benötigte oder in den
Tabellen angegebene Lichtbogenspannung zu erzielen.
ABSCHNITT 3 BETRIEB
0,0
0,1
1,1
2,5
3,9
5,3
6,8
8,5
9,7
9,8
10,0
0,0
0,1
1,3
2,8
4,1
5,7
7,2
9,0
10,4
10,9
11,1
0,0
0,1
1,4
3,0
4,3
6,0
7,4
9,4
11,0
11,5
11,7
0,0
0,2
1,7
3,3
4,7
6,5
7,9
10,0
12,0
13,0
13,1
0,0
0,2
1,8
3,5
5,0
6,9
8,4
10,5
12,6
13,6
13,8
0,0
0,2
1,9
3,6
5,2
7,1
8,8
10,9
13,0
14,1
14,4
0,0
0,2
2,0
3,7
5,4
7,4
9,0
11,2
13,3
14,5
14,8
0,0
0,2
2,2
3,9
5,8
8,0
9,9
12,1
14,2
15,6
16,0
0,0
0,2
2,3
4,2
6,1
8,4
10,5
12,8
15,0
16,5
16,9
0,0
0,3
2,4
4,4
6,4
8,6
10,9
13,3
15,5
17,1
17,7
0,0
0,3
2,4
4,6
6,5
8,8
11,3
13,7
15,9
17,6
18,2
0,0
0,4
2,6
5,0
7,0
9,4
12,3
14,9
17,2
19,1
19,8
0,0
0,4
2,6
5,0
7,2
9,6
12,5
15,1
17,4
19,6
20,4
0,0
0,3
2,6
5,1
7,3
9,8
12,6
15,2
17,6
19,9
20,8
0,0
0,3
2,6
5,1
7,4
9,9
12,7
15,3
17,7
20,2
21,2
0,0
0,3
2,5
5,2
7,7
10,3
13,0
15,6
18,2
21,1
22,2

44
ABSCHNITT 3 BETRIEB
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40








































Verwandte Artikel
-
AL-KO MG510 Benutzerhandbuch
-
ESAB MobileFeed 300 AVS Benutzerhandbuch
-
-
-
-
-
-