
DE
AH 0736
Valid for serial no. 461-xxx-xxxx0461 125 001 DE 20120521
Aristo
Retrofit I/O
Interface Robot S3 A350
Betriebsanweisung

- 2 -

- 3 -
TOCg
Änderungen vorbehalten.
1 SICHERHEIT 4.......................................................
2 EINFÜHRUNG 6.....................................................
2.1 Ausstattung 6...............................................................
3 TECHNISCHE DATEN 6..............................................
4 INSTALLATION 6....................................................
4.1 Positionierung 7.............................................................
4.2 Anschlussanleitung 7........................................................
5 BETRIEB 8..........................................................
5.1 Anschlüsse und Bedienelemente 8............................................
5.2 Funktionsweise 8...........................................................
6 WARTUNG 9........................................................
6.1 Kontrolle und Reinigung 9....................................................
6.2 Fehlersuche 10..............................................................
7 ERSATZTEILBESTELLUNG 10.........................................
FUNCTION DESCRIPTION OF I/O SIGNALS 11............................
SCHALTPLAN 14........................................................
BESTELLNUMMER 16...................................................
ERSATZTEILLISTE 18...................................................
ZUBEHÖR 22............................................................

© ESAB AB 2006
- 4 -
br04d1g
1 SICHERHEIT
Der Anwender einer ESAB-Ausrüstung ist für die Sicherheitsmaßnahmen verantwortlich, die
für das Personal gelten, das mit der Anlage oder in deren Nähe arbeitet.
Die Sicherheitsmaßnahmen sollen den Anforderungen entsprechen, die an die Ausrüstung
gestellt werden. Der Inhalt dieser Empfehlung kann als eine Ergänzung der normalen Vor
schriften für den Arbeitsplatz betrachtet werden.
Die Bedienung muss gemäß der Anleitung von Personal ausgeführt werden, das mit den
Funktionen der Ausrüstung gut vertraut ist. Eine falsche Bedienung kann eine
Gefahrensituation herbeiführen, die Personen- und Maschinenschäden verursachen kann.
1. Personal, das mit der Ausrüstung arbeitet, muss vertraut sein mit:
S der Bedienung
S dem Standort des Notausschalters
S der Funktionsweise
S den geltenden Sicherheitsvorschriften
S den Schweiß- und Schneidvorgängen
2. Der Bediener muss sicherstellen:
S dass sich kein Unbefugter im Arbeitsbereich der Ausrüstung befindet, wenn diese einge
schaltet wird.
S dass keine Person ungeschützt steht, wenn der Lichtbogen gezündet wird.
3. Der Arbeitsplatz muss:
S für den Zweck geeignet sein.
S zugfrei sein.
4. Persönliche Schutzausrüstung
S Verwenden Sie stets die vorgeschriebene persönliche Schutzausrüstung wie z. B.
Schutzbrille, feuersichere Arbeitskleidung, Schutzhandschuhe.
S Keine lose sitzenden Gegenstände wie Gürtel, Armbänder, Ringe usw. tragen, die
hängenbleiben oder Brandverletzungen verursachen können.
5. Sonstiges
S Es ist zu kontrollieren, ob die vorgeschriebenen Rückleiter gut angeschlossen sind.
S Eingriffe in elektr. Geräte dürfen nur von einer Elektrofachkraft vorgenommen
werden.
S Erforderliche Feuerlöschausrüstung muss an einem gut sichtbaren Platz leicht zugänglich
sein.
S Schmierung und Wartung der Ausrüstung darf nicht während des Betriebs erfolgen.
VORSICHT!
Geräte der Kategorie ”Class A” sind nicht für den Einsatz in
Wohnbereichen vorgesehen, deren Stromversorgung an das allgemeine
Niederspannungsnetz angeschlossen ist. In diesen Bereichen kann für
Geräte der Kategorie ”Class A” möglicherweise keine
elektromagnetische Verträglichkeit sichergestellt werden, da Störungen
in den Leitungen und in der Luft vorliegen.
VORSICHT!
Lesen Sie die Betriebsanweisung vor der Installation
und inbetriebnahme durch.
DE

© ESAB AB 2006
- 5 -
br04d1g
VORSICHT!
Dieses Produkt ist ausschließlich für Lichtbogenschweißarbeiten vorgesehen!
WARNUNG
Lesen Sie die Betriebsanweisung for der installation und inbetriebnahme durch.
Beim Lichtbogenschweissen und Lichtbogenschneiden kann Ihnen und anderen schaden zu
gefügt werden. Deshalb müssen Sie bei diesen arbeiten besonders vorsichtig sein. Befolgen
Sie die Sicherheitsvorschriften Ihres Arbeitsgebers, die Sich auf den Warnungstext des Her
stellers beziehen.
ELEKTRISCHER SCHLAG - Es besteht Lebensgefahr.
S Die Ausrüstung gemäß örtlichen Standards installieren und erden.
S Keine stromführenden Teile oder Elektroden mit bloßen Händen oder mit nasser Schutz-
ausrüstung berühren.
S Personen müssen sich selbst von Erde und Werkstück isolieren.
S Der Arbeitsplatz muss sicher sein.
RAUCH UND GAS - Können Ihre Gesundheit gefährden.
S Das Gesicht ist vom Rauch abzuwenden.
S Ventilieren Sie und saugen Sie den Rauch aus dem Arbeitsbereich ab.
UV- UND IR-LICHT - Können Brandschäden an Augen und Haut verursachen.
S Augen und Körper schützen. Geeigneten Schutzhelm mit Filtereinsatz und Schutzkleider tragen.
S Übriges Personal in der Nähe ist durch Schutzwände oder Vorhänge zu schützen.
FEUERGEFAHR
S Schweißfunken können ein Feuer entzünden. Daher ist dafür zu sorgen, dass sich am Schweiß
arbeitsplatz keine brennbaren Gegenstände befinden.
GERÄUSCHE - Übermäßige Geräusche können Gehörschäden verursachen.
S Schützen Sie ihre Ohren. Benutzen Sie einen Kapselgehörschutz oder einen anderen Gehör
schutz.
S Warnen Sie Umstehende vor der Gefahr.
BEI STÖRUNGEN - Nur Fachpersonal mit der Behebung von Störungen beauftragen.
SCHÜTZEN SIE SICH SELBST UND ANDERE!
Die notwendige Schweißschutzausrüstung und weiteres Zubehör wird von
ESAB zur Verfügung gestellt.
Entsorgen Sie elektronische Ausrüstung in einer Recyclinganlage!
Gemäß EU-Richtlinie 2002/96/EG und nationalen Gesetzgebungen zur Entsorgung
elektrischer und bzw. oder elektronischer Ausrüstung müssen Altgeräte in einer
Recyclinganlage entsorgt werden.
Als Verantwortlicher für die Ausrüstung sind Sie gesetzlich verpflichtet, Informationen
zu autorisierten Sammelstellen einzuholen.
Weitere Informationen erhalten Sie von einem ESAB-Vertreter in Ihrer Nähe.
DE

© ESAB AB 2006
- 6 -
br04d1g
2 EINFÜHRUNG
Aristot Retrofit I/O dient zur Steuerung und Umwandlung von Can-Bus-Signalen
zwischen Stromquelle und Schweißroboter. Die Einheit wird für CAN-Bus-gesteuerte
Stromquellen wie AristoMig 400/500 mit Aristot U8 I/O eingesetzt.
Aristot Retrofit I/O wandelt analoge und digitale Signale in Fieldbus-Signale (CAN)
sowie Fieldbus-Signale in digitale und analoge Signale um.
2.1 Ausstattung
Aristot Retrofit I/O wird mit einer Betriebsanweisung geliefert.
3 TECHNISCHE DATEN
Aristot Retrofit I/O - Interface S3 A350
Versorgungsspannung 42 V, 50-60 Hz
Versorgungsspannung 2 (vom Roboter) 24 V GS
Sicherung 1 A
Externe Spannung Roboter +/−15 V zum Roboter
Roboteranschluss 48-poliger Anschluss
Arbeitstemperatur -10 bis +40
°
C
Gewicht 6,1 kg
Abmessungen (L x B x H) 365 x 351 x 110 mm
Schutzform IP23
Schutzform
Der IP-Code gibt die Schutzform an, d.h. den Schutzgrad gegen das Eindringen von festen Gegen
ständen und Wasser. Geräte mit der Kennzeichnung IP 23 sind für den Betrieb im Freien sowie in
geschlossenen Räumen vorgesehen.
4 INSTALLATION
Die Installation ist von einem Fachmann auszuführen.
VORSICHT!
Dieses Produkt ist für den industriellen Gebrauch vorgesehen. Bei Hausgebrauch kann
das Produkt Funkstörungen verursachen. Es liegt in der Verantwortung des Anwenders,
entsprechende Vorsichtsmaßnahmen zu ergreifen.
WARNUNG!
Beim Schweißen in Umgebungen mit erhöhter elektrischer Gefahrenbelastung
dürfen nur speziell geeignete Stromquellen eingesetzt werden. Diese
Stromquellen sind mit dem Symbol gekennzeichnet.
DE

© ESAB AB 2006
- 7 -
br04d1g
4.1 Positionierung
Aristot Retrofit I/O wird auf der Stromquelle montiert. Entfernen Sie die
Gummimatte (C) auf der Stromquelle und führen Sie den Flansch der
Interface-Einheit (A) in die Seitenprofile (B) an der Stromquelle ein (siehe Abbildung
unten).
WICHTIG! Drehen Sie die drei Schrauben an der Vorderseite der Interface-Einheit
so weit in die Gewinde ein, dass ein elektrischer Kontakt hergestellt wird.
Vergewissern Sie sich, per Kontrollmessung, dass ein elektrischer Kontakt besteht.
4.2 Anschlussanleitung
AH 0738
Eine detaillierte Beschreibung der Stromquelle bzw. Drahtvorschubeinheit entnehmen Sie der
jeweiligen Betriebsanweisung.
DE

© ESAB AB 2006
- 8 -
br04d1g
5 BETRIEB
Allgemeine Sicherheitsvorschriften für die Handhabung dieser Ausrüstung
finden Sie auf Seite 4. Die Vorschriften vor Anwendung der Ausrüstung bitte
lesen!
5.1 Anschlüsse und Bedienelemente
1 Stopp, GELBE Taste 6 Sicherung/1 A, 24 V GS vom Roboter
2 INHIBIT WEAVING, GELBE Taste 7 Anschluss externer Ausrüstung
(Schmierung/Reinigung), 8-polige
Anschlussbuchse
3 INHIBIT PROCESS, GELBE Taste 8 Anschluss für Steuerkabel von der
Stromquelle (12-poliger CAN-Bus-Anschluss)
4 WEISSE Anzeigelampe, Versorgungs
spannung vom Roboter
9 Anschluss (Minuspol) für Lichtbogenspan
nungsabtastung (1-polige Anschlussbuchse)
5 Anschluss für Signale zur bzw. von der
Schweißpistole des Roboters (48-poliger
Anschlussstecker)
5.2 Funktionsweise
Aristot Retrofit I/O wird mit Roboterschrank und Stromquelle verbunden.
Bei Anschluss der Interface-Einheit an AristoMig 400 oder 500 mit
Aristot U8 I/O (ab Art.nr. 0456 290 991).
Das Kennschild befindet sich
an der Rückseite der Interface-Einheit.
DE

© ESAB AB 2006
- 9 -
br04d1g
AH 0736
Taste A - Stopp
Mit dieser Taste werden Roboter und Schweißprozess angehalten.
Taste B - Roboterprogramm ohne Pendelung ausführen
Wenn die Taste INHIBIT WEAVING gedrückt ist (leuchtet gelb), wird eine Pendelung
im Roboterprogramm deaktiviert. Dadurch kann das Roboterprogramm ohne
Pendelung ausgeführt werden.
Taste C - Roboterprogramm ohne Schweißprozess ausführen
Wenn die Taste INHIBIT PROCESS gedrückt ist (leuchtet gelb), wird der
Schweißprozess deaktiviert. Dadurch kann das Roboterprogramm ausgeführt und
seine Bewegungsmuster getestet werden, ohne einen Schweißvorgang zu starten.
6 WARTUNG
Eine regelmäßige Wartung ist Voraussetzung für einen zuverlässigen und sicheren
Betrieb.
VORSICHT!
Sämtliche Garantien des Lieferanten erlöschen, wenn der Kunde während der Garantiezeit
selbsttätig Eingriffe in das Produkt vornimmt, um eventuelle Fehler zu beseitigen.
6.1 Kontrolle und Reinigung
Kontrollieren Sie regelmäßig, dass zwischen Interface-Einheit und Stromquelle ein
elektrischer Kontakt besteht. Vergewissern Sie sich, dass die Anschlüsse fehlerfrei
und korrekt verbunden sind.
DE

© ESAB AB 2006
- 10 -
br04d1g
6.2 Fehlersuche
S Ist die Anzeigelampe (weiß) an der Vorderseite erloschen? Überprüfen Sie, ob
die Sicherung unbeschädigt ist.
S Stellen Sie sicher, dass alle Kabel ordnungsgemäß mit ihren Anschlüssen
verbunden sind.
Eine detaillierte Beschreibung von Stromquelle, Drahtvorschubeinheit und Bedienfeld entnehmen Sie
der jeweiligen Betriebsanweisung.
7 ERSATZTEILBESTELLUNG
Ersatzteile bestellen Sie bei einem ESAB-Vertreter in Ihrer Nähe (siehe letzte Seite).
Aristo
R
Retrofit I/O ist lt. dem internationalen und europäische Standards 60974- 1 und
60974- 10 konstruiert und überprüft. Es liegt in der Verantwortung der Abteilung, die
Service- und Reparaturarbeiten ausführt, sich zu vergewissern, daß das Produkt nach
der Arbeit von dem oben angegebenen Standard nicht abweicht.
* * *
ACHTUNG! Kapitel 8: FUNKTIONSBESCHREIBUNG DER E/A-SIGNALE liegt nur
auf Englisch vor und ist primär für Systemintegratoren sowie für die Installation der
Interface-Einheit von Bedeutung auf Seite 11 anzugeben.
DE

- 11 -
br04func
FUNCTION DESCRIPTION OF I/O SIGNALS
The Retrofit I/O is the interface between the welding robot and the welding
equipment. The Retrofit I/O converts the robot's I/O signals to field bus signals to the
welding equipment. The Retrofit I/O also converts the field bus signals from the
welding equipment to I/O signals to the welding robot.
Configuration of the I/O--version (U8 I/O)
With the service function 38 in the U8 I/O unit you can activate or deactivate the
different blocks of I/O's.
For more information, please read the Service manual for U8.
Input data I/O signal from control equipment (robot) to the welding
equipment
Welding start
The signal starts the welding process but before the welding process starts the quick
stop and stop signals are checked to ensure that they are not active.
Stop
The signal shuts off the robot and the welding process.
Quick stop
The signal stops the equipment if it is active in the welding process, it carries out a
normal stop without crater filling. The function is used when a quick stop is required
but it gives a normal burnback time to prevent the wire sticking in the weld pool. The
signal also blocks the start command.
Wire inching
Used when one wants to feed wire without welding voltage.
The signal starts the wire feed without the welding voltage being activated. The wire
feed unit feeds wire at the set speed. If the signal is active during the welding
process, the command is ignored.
If both welding and wire inching are activated at the same time the equipment will
ignore the wire inching command and start the welding process.
Gas flushing
Gas flushing is used when measuring the gas flow or to flush any air or moisture
from the gas hoses before welding starts. Gas flushing is carried out without voltage
or wire feed occurring.
Welding start always activates the gas valve even if the manual gas command is
given. In the same way the gas valve for gas post flow is always closed if it is not
closed already.
Gas flushing operates parallel to the functions gas pre-flow and gas post-flow. To
control the welding gas from the robot, set the gas pre-flow to minimum and the gas
post-flow to maximum, and then control the welding gas using the gas flushing
functions.

- 12 -
br04func
Spatter cleaning
The signal controls the valve for air cleaning welding spatter.
Touch Sense Response
This command is used by the robot to sense where the wire is.
When the function is active, the power source will give out current limited idle voltage
to see if the wire is in contact with the workpiece. On contact, the output signal
"Touch Sense Response" is activated.
Active analog
The signal is used to switch between the analog and digital remote modes.
Analogue active allows analog control of the welding parameters, voltage, arc
voltage and the wire feed speed.
NOTE! On Retrofit I/O the function is always activated.
If the welding method SuperPulse is to be used, the "analog active" signal must be
deactivated.
When the analogue method is activated the power source will not use the preset
values for wire feed speed and voltage when new welding data is selected. When
"analog active" is activated the robot controls arc voltage and wire feed speed using
analog signals.
With the analog active signal deactivated, welding data is exchanged with preset
welding data such as voltage, wire feed speed to fixed set welding parameters. The
pre-programmed welding data (schedules) is requested from the U8 I/O welding data
memory.
Welding data
With the signals memory 1, 2, 4, 8, one accesses saved welding data (schedules) in
U8 I/O.
The binary coded combinations of these signals can be used to recall the memories
1--15 in the Aristo U8 I/O memory bank.
A complete set of welding data includes all settings that can be made in U8 I/O, see
the instruction manual for U8.
Voltage reference
This signal is used by the robot for analog control of the welding voltage if analog
active is selected. It stretches from 0--10V and corresponds to welding voltage
socket as follows.
0V reference gives a deviation on the selected arc voltage of -10V
10V reference gives a deviation on the selected arc voltage of +10V
If the machine is in non-synergy mode, the equipment will use the appreciated value.
0V reference gives arc voltage 8V
10V reference gives arc voltage 60V

- 13 -
br04func
Wire feed speed reference signal
The signal is used by the robot to make analog adjustments to the wire feed speed.
The internal solution is 0.1 m/min.
Input voltage
0 V: Mini. value for wire feed (normally 0.8 m/min) (RoboFeed)
10 V: Max. value for wire feed (normally 25 m /min)
Output I/O signal from welding equipment to control equipment
Arc Acknowledge
The signal is activated after established welding start if the voltage and current
strength lie within weldable limits. The signal disappears if welding cannot be
established.
The criterion for establishing a welding arc is that the process control has passed the
start- procedure, which means that there it not sufficient with only a short circuit to
meet the criteria. Normal delay from the first contact, which is acknowledged by the
welding arc (wire feed time for this that the first contact is established ) is in the
interval 2 to 20 ms. If there is a poor start to the welding arc the "Arc acknowledge" is
further delayed.
Touch Sense Response
This signal indicates contact in the welding circuit, i.e. that the wire is in contact with
the workpiece. To obtain "touch sense response" the "touch sense" input signal must
be activated.
Collision robot (AntiCollisionDetect)
The signal comes via the internal CAN bus from the feeding mechanism
(RoboFeed). The signal indicates that the robot's breaker has activated. The
interface activates a relay which breaks two safety loops from the robot, at which the
robot orders a quick stop of both robot and the welding equipment.
The output is high when the welding gun breaker is tripped (the signal is sent to the
robot).
Machine faults
The signal is low when an error has been detected in the welding equipment.

© ESAB AB 2006
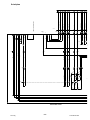
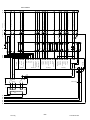
Schaltplan
Extern Negative Arcvoltage
0V
CAN HIGH
CAN LOW
141040
142020
C1
162
5
R2
273303031
1
ST1
144404041
019
XS02
D
XS01
24VR
114211
E
0VR
222
A C B
W1 47x
Lubrication Finish
224
Lubrication Cleaning
223
Lubrication
221
2B Em.stop
245455051
2A Em.stop
246606061
3
1B Em.stop
247707071
1A Em.stop
248808081
5
021
X1
HL1
121
Inhibit Process
294909902
13
SW2
132
034
X1
HL2
Inhibit Weaving
2106101003
13
SW3
033
711113
X1
HL3
Safety Switch
024
612
123
Safety Switch
023
3
R1
Safety Switch
026
Safety Switch
025
5
A
XP01
A
X4
1 2 3 4
5 6 7 8 9 1011
B K L E F
C G
4
X5
3 5 6 7 8 9 10 11 12
4 3 1
XP03
F m G X y
Y
Z E D k j b a
Interface Box
032
- 14 -
br04 diag

© ESAB AB 2006
19Vac
19Vac
42VAC
Com 0V
Com 0V
Wire 0-10V
19Vac
Voltage 0-10V
19VAC
24VR
0VR
24VR
0VR
Collision Detect
Machine Error=0V
Tourch Sense R.
Arc Acknowledge
Memory 8
Memory 4
Memory 2
Memory 1
Wire Feeder
Reserve
Reserve
Tourche Sense
Reserv
Analog Active
Quick Stop
Air Purque
Reverse Wire
Inching
Gas Purge
Weld On
0V
CAN LOW
CAN HIGH
Robot ABB S3
Safety
Switch
025
Em.Stop From Robot
022
A1
R2
AP3
TC1
A1
R1
414
154
060
-15V Supply to Robot
2121215
700
070
+15V Supply To Robot
2131315
080
AP1
KL3062
0 V Supply to Robot
101603
090
Wire Feed Reference
102505
110
Voltage reference
103401
100
KL2134
240
314
815
Weld eq.ready-SurmAlarm to Robot Inp.6
104304
Sensor input 2Surf.stepdetect Inp.238
105205
Current Sensor Inp.7
1061001
KL1408_2
(Memory8) Outp.6
0011808
(Memory4) Outp.5
0021704
(Memory2) Outp.18
0031607
(Memory1) Outp.17
0041503
Searce SensorActive Outp.19
0081101
KL1408_1
Run Outp.11
111
3
R2
011807
Spatter Cleaning O.10
012703
Manual Wire FeederOutp.8
014502
Gas On/Off Outp.9
015405
P.Source On/Off Outp7
016301
BK5151
100
0V Supply From Robot
017200
24V Supply From Robot
218
A1
FU1
1A
018124240
Shield
1200
1124
12 1314 15
a
n h g i f e A T B J H V U W X N L
M
K c d aa
1234
5
J5
18 17 16 15 14 13 12 11 10 9 8
7
6 5 4 3 2 1
J6
2
1
J1
1 2 3 4 5 6
J2
1
2 3 4
5
6 7
8
9 10 11 12 13 14
15
16 17 18 1
J3
2
327
24V
0V
24VR
0VR
12 56374812 56374814 58327653 17
244
W BK5151/XP01
4 3 1
D1 D2 D4 D6 D5
C2
0V
C1
24V
A5
-15V
A3
0V
A2
+15V
0V 24V
6 7 8 9 10
2 4
KL9010
201
J4
6
- 15 -
br04 diag

Retrofit I/O Interface Robot S3 A350
© ESAB AB 2006
Bestellnummer
- 16 -
br04 order
AH 0736
Ordering no. Denomination Type Notes
0461 090 881 Aristo
Ò
Retrofit I/O Interface S3 A350 For ABB
0461 125 001 Instruction manual
Aristo
Ò
Retrofit I/O Interface S3 A350

- 17 -
notes
NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................

Retrofit I/O Interface Robot S3 A350
© ESAB AB 2006
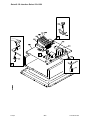
Ersatzteilliste
- 18 -
br04sp1
Item Qty Ordering no. Denomination Notes
101 1 - Cover
102 1 - Gable back 48p 1x12p
103 2 0452 116 004 Relay 2VX 24VDC
104 2 0452 116 008 Socket
105 1 0368 544 002 Sleeve socket 8-pol.
106 1 0368 543 008 Panel plug 48-pol
107 1 0458 681 891 Cable D-sub compl.
108 1 0467 911 884 Capacitor
109 1 0456 686 880 Clamp
110 1 0368 543 003 Burndy plug M/C Mount 12 way
- 50 0323 945 004 Contact pins (W) Min. 50 pcs
111 1 0457 799 001 Screen plate
112 1 0457 800 001 Insulation
113 1 0366 285 001 Protection cap 12-pol
114 1 0193701 001 Fuse holder knob
115 1 - Fuse 1A Slow fuse 230V
116 1 0193 701 002 Fuse holder
117 1 - Chassi S3 A350
118 1 - Adapter plate S3 A350
119 1 - Gable front. S3 A350
1 0192 576 003 Lamp 24V White
120 1 - Sign “STOP”
121 3 - Sign bracket
122 1 - Stop buttom Baco
123 2 - Contact block 14A/230 VAC (Stop buttom)
124 2 - Push buttom switch
125 1 - Sign “Inhibit Process”
126 1 - Sign “Inhibit Weawing”
127 1 - Lamp 24 VDC Baco
128 2 - Bracket
129 2 - Contact block 14A/230 VAC
20 0194 179 327 Screw MRT Ground-cutter M5x12 - Min. 50 pcs
SPARE PARTS SET
Item Ordering no. Denomination Notes
Kit 1 0443 740 881 Stop buttom kit Includes items: 120, 121, 122 and 123
Kit 2 0443 740 880 Push buttom kit Includes items: 121, 124, 125, 126, 127, 128 and 129

Retrofit I/O Interface Robot S3 A350
© ESAB AB 2006
- 19 -
br04sp1

Retrofit I/O Interface Robot S3 A350
© ESAB AB 2006
- 20 -
br04sp2
Item Qty Ordering no. Denomination Notes
MOUNTING PLATE
201 1 - Mounting plate
202 1 0194 204 001 Terminal Bud coupler BK5151
203 2 0194 205 001 Terminal Digital input KL1408
204 1 0194 205 002 Terminal Digitial output KL2134
205 1 0194 205 003 Terminal Analog input KL3062
206 1 0194 205 004 Terminal Bus End KL9010
207 1 - Screw, MRT Ground-cutter M5x12
208 1 - Flat pin 6.3 x 0.8 M6
209 1 0487 427 880 Printed Circuit Board
210 1 0319 828 003 Transformer WFU
211 1 - Circuit Card holder 6.3 mm
212 1 0487 385 880 Printed Circuit Board TIG
213 2 - Quick-Act lock nut B6
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
























ESAB Retrofit I/O Interface Robot S3 A350 - Aristo® For ABB Benutzerhandbuch
- Typ
- Benutzerhandbuch
- Dieses Handbuch eignet sich auch für
in anderen Sprachen
Verwandte Artikel
-
ESAB Retrofit I/O Interface Motoman – Aristo® - For Motoman Benutzerhandbuch
-
ESAB Aristo® Retrofit I/O Interface Universal 255 Benutzerhandbuch
-
ESAB W82, Retrofit Mig 4004i WeldCloud™ Benutzerhandbuch
-
-
ESAB Mig 4004i Pulse Benutzerhandbuch
-
-
ESAB Feed 3004, Feed 4804 - Aristo® Benutzerhandbuch
-
-
ESAB U82 Aristo Benutzerhandbuch
-