
HKS-Prozesstechnik GmbH
Heinrich-Damerow-Str. 2
D-06120 Halle / Saale
Tel. +49 (0)345 68309-0
Fax +49 (0)345 68309-49
www.hks-prozesstechnik.de
Computergestütztes Meßsystem
zur Dokumentation und Bewertung
von Schweißprozessen
Bedienungsanleitung und
Technische Dokumentation
WeldScanner-S3


WeldScanner-S3 Bedienungsanleitung und technische Dokumentation 2016-09-19
HKS-Prozesstechnik GmbH
Inhaltsverzeichnis
INHALTSVERZEICHNIS ....................................................................................................................................... 1
KONFORMITÄTSERKLÄRUNG ........................................................................................................................... 2
1. ALLGEMEINE HINWEISE ............................................................................................................................... 3
1.1 Sicherheitshinweise.......................................................................................................................................... 3
1.2 Lizenzbestimmungen ....................................................................................................................................... 3
1.3 Einsatzgebiet .................................................................................................................................................... 4
1.4 Lieferumfang .................................................................................................................................................... 4
2. WELDSCANNER-S3 GERÄTEBESCHREIBUNG ............................................................................................... 5
2.1 WeldScanner-S3 - Gehäuse ............................................................................................................................. 5
2.3 Anschluss der Sensoren .................................................................................................................................... 5
2.4 Optionale Schutzeinrichtungen ......................................................................................................................... 5
3. BEDIENUNG DES WELDSCANNERS ............................................................................................................... 6
3.1 Einschalten des Gerätes und Hauptmenü ........................................................................................................ 6
3.2 Start der Aufzeichnen von Schweißnähten ...................................................................................................... 7
3.3 Zusammenfassung von Schweißnähten ........................................................................................................... 7
3.4 Anzeige und Auswerten der aufgezeichneten Daten ....................................................................................... 8
3.5 Speicherprinzip Ringspeicher ............................................................................................................................ 8
3.6 Exportieren der Daten ...................................................................................................................................... 8
3.7. Einstellungen .................................................................................................................................................... 9
4. PC SOFTWARE ZUM AUSWERTEN DER DATEN ............................................................................................ 10
5. BETRIEBSART KALIBRIERMODUS – OPTIONAL ............................................................................................ 12
6. TECHNISCHE DATEN WELDSANNER-S3 ....................................................................................................... 14
7. TECHNISCHE DATEN SCHWEIßVERFAHREN ................................................................................................. 15
SERVICE-BEGLEITSCHEIN

WeldScanner-S3 Bedienungsanleitung und technische Dokumentation
HKS-Prozesstechnik GmbH
2
Konformitätserklärung
nach DIN EN ISO/IEC 17050
Hersteller
Adresse
HKS-Prozesstechnik GmbH
Heinrich-Damerow-Str. 2
D-06120 Halle
Deutschland / Germany
Produkte / Modell:
µQAS-S3
S3-Modul
WeldScanner S3
WeldAnalyst S3
ThermoProfilScanner
Prozesssensoren:
P100-S3, P1000-S3; P 1500-S3; P100K-H-S3
Gassensor:
GM30L10B-S3
Drahtsensoren:
DV25M-S3; DV25ST-S3; DV25UP-S3;
DV25UP/K-S3
Einsatzgebiet:
Geräte zur Schweißdatenüberwachung
Die genannten Produkte wurden auf Basis der
technischen Spezifikation und in Übereinstimmung
mit allen relevanten Standards und Vorschriften
gefertigt, wobei insbesondere folgende Standards
berücksichtigt wurden:
EN 55022 - Störaussendung
EN 61000-6-2 - Störfestigkeit
Ort: Halle / Saale
Datum: 19.05.2016
Geschäftsführer

WeldScanner-S3 Bedienungsanleitung und technische Dokumentation
HKS-Prozesstechnik GmbH
3
1. Allgemeine Hinweise
Herzlichen Glückwunsch zu Ihrem neuen WeldScanner. Lesen Sie dieses Benutzerhandbuch bitte sorgfältig und
vollständig vor der Benutzung durch.
1.1 Sicherheitshinweise
Der WeldScanner ist ein mit Netzspannung betriebenes Gerät. Nur bei einer sachgerechten Bedienung und der
Einhaltung der Sicherheitshinweise kann gewährleistet werden, dass Sie als Anwender keinen Schaden erfahren.
Weiterhin sichert die Beachtung der auf den folgenden Seiten gegeben Anleitung zur sachgemäßen Benutzung
des Gerätes die Lebensdauer des WeldScanner und schützt Sie als Anwender vor zeit- und kostenaufwendigen
Fehlerbehebungen.
Der WeldScanner entspricht den gültigen deutschen und europäischen Richtlinien und Regeln für Messgeräte.
Wenn Sie irgendwelche Zweifel über die Installation, die Bedienung oder die Sicherheit des gelieferten Produkts
haben, dann wenden Sie sich an den Gerätehersteller. Eine Öffnung des Gerätes oder Reparaturen am Gerät
sind nur von geschultem und autorisiertem Fachpersonal vorzunehmen. Sollte es notwendig sein das
Grundgerät zu öffnen, sind alle Kabel abzuziehen.
Da der WeldScanner in Verbindung mit Schweißstromquellen und Schweißprozessen benutzt wird, sind die in
diesem Bereich bestehenden Vorsichts- und Sicherheitsmaßnahmen zu beachten. Verwenden Sie nur
Originalzubehör (USB-Speicherstift, Originalmesswertaufnehmer (Sensoren) usw.).
Die Benutzung anderen Zubehörs kann zu Zerstörungen des WeldScanner-Gerätes führen. Der WeldScanner
sollte nicht in einer extrem heißen, kalten oder feuchten Umgebung betrieben oder gelagert werden. Die
Vorderseite enthält ein Display mit Glas. Dieses ist vor mechanischen Beschädigungen und Funkenflug besonders
zu schützen. Eine Plexiglasschutzscheibe wird angeboten.
Das Gerät enthält Metalle und Elektronikkomponenten. Nach Ablauf der Lebensdauer des Gerätes, des internen
Puffer-Akkus oder der Uhrenbatterie entsorgen Sie diese Komponenten entsprechend den gesetzlichen
Bestimmungen Ihres Landes.
1.2 Lizenzbestimmungen
Die Software und das beiliegende schriftliche Material sind urheberrechtlich geschützt. Die erteilte Lizenz
erstreckt sich ausschließlich auf die zweckgebundene Benutzung. Der Hersteller übernimmt keine Haftung für die
Fehlerfreiheit der Software. Insbesondere übernimmt er keine Gewähr dafür, dass die Software den
Anforderungen und Zwecken des Lizenznehmers genügt oder mit anderen, vom Lizenznehmer ausgewählten
Programmen, zusammen arbeitet. Die Verantwortung für die richtige Auswahl und die Folgen der Benutzung der
Software, sowie der damit beabsichtigten Ergebnisse trägt der Lizenznehmer.

WeldScanner-S3 Bedienungsanleitung und technische Dokumentation
HKS-Prozesstechnik GmbH
4
1.3 Einsatzgebiet
Der WeldScanner-S3 kann verwendet werden als "Multimeter", "Oszilloskop",“Schreiber“ und "Kalibrator für
Stromquellen" im mobilen Einsatz. Es ist ein universelles Hilfsmittel für den Schweißfachmann zur Fehleranalyse,
Schweißdatendokumentation und zur Kalibrierung von Stromquellen.
Der WeldScanner wird über die mitgelieferten Sensoren mit wenigen Handgriffen an die Schweißprozesse
angeschlossen. Nach automatisch erkanntem Schweißbeginn zeigt das Display alle vorgewählten Messkanäle wie
z.B. Schweißspannung, Schweißstrom, Drahtgeschwindigkeit, Gasdurchfluss … an und speichert die
Kurvenverläufe im Gerätespeicher automatisch ab. Nach Schweißende können die Mittelwerte der gemessenen
Werte und die Kurvenverläufe angezeigt werden.
Besonders hervorzuheben ist, dass man mit einem Gerät sehr verschiedene Schweißprozesse einmessen kann:
Lichtbogenverfahren WIG, MSG, UP mit Gleichstrom und Mittelwert
Lichtbogenverfahren UP, WIG mit Wechselstrom und Effektivwert
Bolzenschweißprozesse mit Hubzündung
Bolzenschweißprozesse mit Kondensatorentladung
Widerstandsschweißprozesse mit Gleichstrom, Wechselstrom und Mittelfrequenz
Rollnahtwiderstandsschweißprozesse mit Gleichstrom, Wechselstrom und Mittelfrequenz
Die Anpassung an die verschiedenen Schweißverfahren erfolgt durch Auswahl der geeigneten Messwertgeber
(Sensoren) und die Auswahl des Messverfahrens am Gerät.
Bei den Lichtbogenverfahren kann die Streckenenergie aus einer eingebbaren Nahtlänge auch nach dem
Schweißprozess ermittelt werden.
Mit der Zusatzoption T8/5-Zeit wird berührungslos über ein Pyrometer gleichzeitig mit den verwendeten
Schweißparametern die Abkühlzeit zwischen 800 und 500 °C ermittelt, die der Streckenenergie direkt zugeordnet
werden kann. Bei den sehr kurzen Kondensatorentladungschweißprozessen wird neben dem Kurvenverlauf der
Maximalstrom, die Gesamtenergie und die Schweißzeit im Lichtbogen ermittelt.
Weitere Auswertemöglichkeiten wie Analysieren der Parameterverläufe, Archivierung, Ausdruck von
Dokumentations- und Kalibrierprotokollen erfolgen mit der leicht verständlichen mitgelieferten Windows-
Software. Die Daten werden vom WeldScanner über einen USB-Speicherstift zum PC überspielt und stehen hier
übersichtlich nach Datum, Zeit und Nummer geordnet für die Auswertung zur Verfügung.
1.4 Lieferumfang
Bitte überprüfen Sie die vollständige Lieferung vor Inbetriebnahme des Gerätes anhand Ihres Lieferscheines.
Zu jeder Lieferung gehören folgende Grundkomponenten:
WeldScanner Grundgerät und Netzanschlusskabel
USB-Speicherstift
CD mit der PC-Software zur Datenauswertung am PC
Abhängig von Ihrer Messaufgabe und dem Schweißverfahren:
verschiedene Messwertgeber (Sensoren)
Zwischenstecker oder Messkabel zur Spannungsmessung
Anschlusskabel Messsensor - WeldScanner
Optional können weitere Bestandteile zum Lieferumfang gehören:
USB-Tastatur zur erweiterten Bedienereingabe beim Kalibrieren
Lastwiderstand zum Einstellen von Strom und Spannung beim Kalibrieren
Pyrometer inkl. Stativ zur Abkühlzeit-Messung

WeldScanner-S3 Bedienungsanleitung und technische Dokumentation
HKS-Prozesstechnik GmbH
5
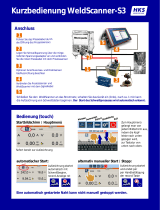
2. WeldScanner-S3 Gerätebeschreibung
2.1 WeldScanner-S3 - Gehäuse
1 Netzwerkschnittstelle
6 Tragegriff
8 Sensoranschlussbuchse
2 USB - Schnittstelle
7 Touch-Display
9 Reserveanschlussbuchse
3 Netzanschlussbuchse
4 Netzschalter
5 Typenschild
2.3 Anschluss der Sensoren
Der Anschluss der Sensoren erfolgt an den Buchsen Sens1 (Sensoren) und Reserve (T 8/5-Zeit-Messung)
je nach Schweißverfahren (siehe Anhang). Die mitgelieferte Beschreibung der Sensoren enthält die
Anbaumöglichkeiten am Schweißprozess.
2.4 Optionale Schutzeinrichtungen
Klappbare Schutzscheibe aus Polykarbonat
zur Vermeidung von Schweiß- und Schleifspritzern.
Austauschbar und als Zubehör lieferbar.
zusätzliche Schutzbügel zur klappbaren Scheibe
nur bei besonders starker mechanischer
Beansprunchung (z.B. Kippen)

WeldScanner-S3 Bedienungsanleitung und technische Dokumentation
HKS-Prozesstechnik GmbH
6
3. Bedienung des WeldScanners
3.1 Einschalten des Gerätes und Hauptmenü
Der WeldScanner verfügt über einen Weitbereichs-
spannungseingang mit automatischer Bereichser-
kennung. Das Gerät kann somit an alle gebräuchli-
chen Stromversorgungsnetze (110 V - 230 V)
angeschlossen werden. Verbinden Sie den Weld-
Scanner mit dem beiliegenden Kaltgeräteanschluss-
kabel mit dem Stromnetz und schalten Sie das Gerät
an. Nach ca. 1 min. erscheint der Startbildschirm (
Abb.1); das Gerät ist sofort betriebsbereit. Der
WeldScanner kann vollständig über den Touch-
Bildschirm bedient werden.
(1) Der WeldScanner ist sofort bereit zur Aufzeichnung
Startbildschirm
Kopfzeile: aktuelles Datum und Uhrzeit; Anzahl der Tagesaufzeichnungen (seit 0:00) , Füllstand des Ring-
speichers
Aufzeichnungen
zusammenfassen
(siehe 3.3)
Record-
Anzeige sowie
Handstart
und – stopp
(s. 3.2)
00:00
aktuelle Schweißzeit
Feld für freie
Eintragungen
(Maschine, Kunde)
Hauptfeld: Anzeige der ausgewählten Parameter wie Spannung, Strom, Draht, Gas…
Hauptmenü und Tastatur
Zur Hauptmenü-Leiste (ganz oben) gelangt man von
jedem Bildschirm aus, indem die Kopfleiste nach un-
ten gezogen wird. (Abb.2)
Die Tastatur erscheint automatisch, sobald sie benö-
tigt wird.
Alle blauen Felder (Icons) sind „bedienbar“, sie ge-
langen zu folgenden Fuktionen:
(2) Durch Ziehen der Kopfleiste nach unten erscheint von jedem
Bildschirm aus das Hauptmenü
Messen
Auswerten
Export
Einrichten
Kalibrieren
Beenden

WeldScanner-S3 Bedienungsanleitung und technische Dokumentation
HKS-Prozesstechnik GmbH
7
3.2 Start der Aufzeichnen von Schweißnähten
Automatischer Start
Sobald Sie einen Schweißprozess starten,
wird dies automatisch erkannt - die Auf-
zeichnung beginnt. (rec- Anzeige rot)
Wie bei einem Multimeter werden die aktuellen Para-
meter und die Dauer des Schweißprozesses angezeigt.
Nach Ende der Schweißung wird die Aufzeichnung au-
tomatisch abgespeichert und steht für spätere Auswer-
tungen zur Verfügung.
Eine automatisch gestartete Naht kann nicht manuell
beendet werden.
Um Schweißstart und Schweißende zu erkennen, ver-
fügt der WeldScanner über einen internen
Stromtrigger, für Lichtbogen-Verfahren z.B. mit folgen-
den Werten:
Trigger-Schwelle ein: 15 A
Trigger-Schwelle aus: 10 A
Das heißt, die Aufzeichnung beginnt mit einem Strom
größer als 15 A und endet wenn der Strom kleiner als
10 A ist. Die Triggerparameter können im
Konfigurationsmonitor verfahrensabhängig eingestellt
werden.
Manueller Start
Alternativ kann der Schweißprozess durch Betätigung
der rec-Taste manuell gestartet und gestoppt werden.
Automatischer Start mit Schweißbeginn – Taste record rot
manueller Start manueller Stopp
Manueller Start / Stopp über rec-Taste
3.3 Zusammenfassung von Schweißnähten
Mehrere Aufzeichnungen können zu einer Summen-
naht“ zusammengefasst werden.
Die Funktion muss zunächst unter Einstellungen ak-
tiviert werden, und wird im Messmonitor oben links
angezeigt.
Anwendung: für unterbrochene Schweißungen an
einer Naht (z.B.durch Elekrodenwechsel);.
Mit Beginn der Schweißung wird die Taste blau (be-
dienbar). Sind alle Nähte, die summiert werden sol-
len, abgeschlossen, muss diese Taste betätigt wer-
den. (Farbe wechselt – weiß). Hierbei werden alle
vorhergehenden Aufzeichnungen zu einer Naht zu-
sammengefasst, d.h. die Pausen werden „herausge-
schnitten“.
Solange die Taste aktiv (blau) ist, werden die
Daten nur „gesammelt“, aber noch nicht gespei-
chert. Erst bei Betätigung der Taste werden die
Daten zusammengefasst und gespeichert.
.
Summennaht
bereit
Summennaht
aktiv

WeldScanner-S3 Bedienungsanleitung und technische Dokumentation
HKS-Prozesstechnik GmbH
8
3.4 Anzeige und Auswerten der aufgezeichneten Daten
Über das Icon „Auswerten“ erscheint eine
tabellarische Auflistung aller Messwerte,
die sich im Ringspeicher befinden. (Abb.1) In
dieser Tabelle sind rechts Datum, Uhrzeit,
Aufzeichnungsnummer, die Mittelwerte der aufgezeich-
neten Parameter sowie die Kennzeichnung (Schreibfeld
aus dem Startbildschirm) aufgelistet.
Jede Zeile stellt dabei eine Schweißung dar.
Sobald eine Messung angehakt wird, erscheinen auf
der linken Seite die dazugehörigen Kurven. (von links
Bildschirm verschieben)
Es lassen sich auch mehrere Messungen gleichzeitig
anhaken. Diese werden dann nebeneinander oder
übereinander im Diagramm links dargestellt.
Die gewünschte Darstellung können Sie im Bildschirm
unten links auswählen.
Der blaue Balken in der Mitte des Bildschirms lässt sich
nach links oder rechts bewegen, so dass Sie die Bereiche
für die Kurven oder für die Tabelle verschieben können.
Symbolleiste unten rechts:
die Anzahl der gespeicherten Aufzeichnungen
Aktualisieren der Daten
Filtern der Daten
Home- Zurück zum Bildschirm „Messen“
blauer Pfeil – manuelles Aktualisieren der Daten,
den blauen Pfeil länger drücken => grüner Pfeil -
Autoaktualisieren
Erst nach Betätigung des Feldes Aktualisieren werden
die zuletzt gemessenen Daten angezeigt.
(1) Bildschirm Auswerten - graphisch und tabellarisch
Die Kurven oder die Tabelle kann man mit den
Fingern „zoomen“.
Filterfunktion
Durch längeres Drücken der Filter-Taste erscheint der
Bildschirm zum Einstellen der Filter. (Abb.2) Es können
auch mehrere Filter gleichzeitig eingestellt werden
durch Betätigen der Tastenfelder links.
Durch kurzes Drücken der Filtertaste wird der letzte
eingestellte Filter erneut aktiviert.
(2) über Filtersymbol - Bildschirm Filter einrichten
3.5 Speicherprinzip Ringspeicher
Der WeldScanner speichert nach dem Prinzip des Ringspeichers. Die maximale Menge der Nähte im Speicher ist
verfahrensabhängig. (siehe Kapitel 7 - Technische Daten Schweißverfahren). Ist der Ringspeicher gefüllt, werden
die ersten Nähte wieder überschrieben.
3.6 Exportieren der Daten
Stecken Sie zunächst einen USB-Speicher-
Stift in eine der beiden USB-Schnittstellen.
Berühren Sie dann das Icon „Exportieren“
und sofort erscheint unten im Bildschirm der Button
„Export“, den Sie dann bitte betätigen.
Oben rechts erscheint ein Feld mit einer Bestätigungs-
aufforderung, ob Sie die Daten vom WeldScanner lö-
schen wollen oder nicht.
Anschließend kehrt der WeldScanner wieder in den
Mess-Modus zurück.

WeldScanner-S3 Bedienungsanleitung und technische Dokumentation
HKS-Prozesstechnik GmbH
9
3.7. Einstellungen
Zum Konfigurationsmonitor gelangen Sie
über das Icon „Einstellungen“. Hier können
alle Einstellungen an den Messprozess an-
gepasst werden.
Technologie
Das zu messende Schweißverfahren wird oben links im
Feld „Technologie“ ausgewählt.
Alle unterstützten Verfahren mit den möglichen
Messkanälen sind im Anhang ausfürlich beschrieben.
1 LB-Schweißen (Lichtbogenschweißen)
2 LB-Schweißen AC
4 Bolzenschweißen / Hubzündung
5 Bolzenschweißen/ Kondensatorentladung
6 Widerstandsschweißen
14 Scope –Mode
15 T 8/5 Zeit
Aufzeichnungen zusammen fassen
Das Anhaken dieses Feldes aktiviert die
unktion„Summennaht“. (Beschreibung siehe 3.3)
Pre-Trigger und Post-Trigger
In den Feldern „Pre-Trigger“ und „Post-Trigger“ haben
Sie die Möglichkeit, die Aufzeichnungsdauer vor und
nach dem Schweißen zu ändern, um die Start- und
Endprozesse mit ansehen zu können.
Aufzeichnungen < als… nicht speichern
Nur Nähte, die länger als die eingegebene Größe
andauern, werden gespeichert. Dies dient
beispielsweise dem Ausblenden von Zündaussetzern
und Stotterzündungen.
Strom in A, Haltezeit in ms
Es müssen z.B. 10 A über eine Haltezeit von 100 ms
anliegen, damit eine Messung ausgelöst wird.
Max. Aufzeichnungsdauer pro Naht in min
Für die in der Tabelle ausgwählten Messkanäle wird
hier die maximal mögliche Dauer einer Aufzeichnung
angezeigt.
Bildschirm "Einstellungen"
Haken Sie bitte die benötigten Parameter links in der
Spalte „Aktiv“ an.
Für alle gemessenen Parameter können die
Aufzeichnungsfrequenzen (Spalte „Frequenz“ in Hz)
geändert werden.
In der Spalte „Trigger“ wird der Parameter angehakt,
auf den getriggert werden soll.( z.B. bei T8/5-
Zeitmessung muss die Temperatur angehakt werden,
wenn kein Strom gemessen wird.)
Bei Berührung der Feldern mit schwarzem Pfeil er-
scheint rechts ein weiteres Auswahlfenster. (zur Aus-
wahl der Sensoren, der Gaszusammensetzung oder der
berechneten Parameter wie Nahtlänge bzw. Energieein-
trag)
Die Tasten im unteren Teil des Bildschirms haben fol-
gende Funktionen:
Import => Möglichkeit zum Laden von weiteren
Sensordateien
Basiskonfiguration => Einstellung der Sprache und der
physikalischen Einheiten
Grundeinstellungen => WeldScanner geht in seine
werksseitige Einstellung zurück
Übernehmen => in diesem Bildschirm geänderte Werte
werden gespeichert, der WeldScanner geht in den
Startbildschirm zurück und ist bereit zu messen
Abrechen => WeldScanner geht in den Startbildschirm
zurück und ist bereit zu messen
Sämtliche Einstellungen werden gespeichert und stehen
beim Neustart wieder zur Verfügung.

WeldScanner-S3 Bedienungsanleitung und technische Dokumentation
HKS-Prozesstechnik GmbH
10
4. PC Software zum Auswerten der Daten
Mit der mitgelieferten PC-Software WeldScanner können mit dem Gerät aufgezeichnete Daten eingelesen und
ausgewertet werden. Die Software läuft ab Windows 7 . Hinweise zur Installation entnehmen Sie bitte den
beigelegten Anweisungen.
Programmstart
Nach dem Start des PC-Programms erscheint ein Bild-
schirm ähnlich des Auswertebildschirmes des WeldScan-
ners, mit bereits vorhandenen Daten.
Nach Installation der PC-Software sind in der Tabelle zu-
nächst keine Daten vorhanden.
Bildschirm bei Programmstart der PC-Software
Bearbeiten der Daten
Alle Funktionen zum Darstellen und Bearbeiten der einge-
lesenen Datensätze entsprechen dem „Auswerten“ am
WeldScanner – wie in Kapitel 3.4. beschrieben.
Sollen noch weitere Parameter oder Daten angezeigt
werden, können noch Spalten hinzugefügt werden. Hier-
zu gehen Sie mit dem Cursor auf die Spalte, hinter der ei-
ne Weitere eingefügt werden soll und drücken die rechte
Maustaste.
Anpassen der Anzeige - Einfügen von Spalten
Einlesen neuer Daten
Hierfür verwenden Sie bitte einen USB-Stick und wählen
in der Bildschirmleiste unten rechts die Menü-Taste aus,
ein Auswahlfenster öffnet sich.
Eine Beschreibung der einzelnen Menüfunktionen finden
Sie auf der nächsten Seite.
Auswahlfenster der Menü-Taste

WeldScanner-S3 Bedienungsanleitung und technische Dokumentation
HKS-Prozesstechnik GmbH
11
Beschreibung der Menü-Funktionen der PC-Software
Öffnen
Hierüber lassen sich andere Datenbanken öffnen.
(1) Bildschirm Import von Schweißdaten
Import
Mit der Taste “Import” werden Quellordner angezeigt.
Sie können hier die gespeicherten Daten z.B. vom USB-
Stick oder einem anderen Ordner einlesen.
Über „Aktualisieren“ erscheinen diese dann im Bildschirm
und Sie können mit der Bearbeitung beginnen.
Export
Markieren Sie die zu exportierenden Nähte und wählen
Sie im Menü "Export“, es öffnet sich ein Fenster.
Hier können Sie den Namen, den Speicherort und das
Format wählen:
HKS: Daten sind von allen HKS-Softwaretools lesbar
und vollständig.
Kurven: Die Zeitverläufe werden in Form von
Textdateien (csv) gespeichert.
Tabelle: Die Inhalte der dargestellten Tabelle und der
markierten Datensätze werden in Form von Textdateien
(csv) gespeichert.
Prüfprogramme: Spezialformat für andere
Anwendungen. Hier bitte das Format Kurven oder
Tabelle (*.csv) und den Zielordner auswählen.
(2) Bildschirm Export von Schweißdaten
Hinweis: csv-Dateien können von Windows-Excel
gelesen werden.
(Excel and Windows are registered trademarks of Microsoft.)
Drucken von Tabellen
Mit Betätigen der Taste „Ausdruck von Tabellen“ im
Menü werden markierte Aufzeichnungen in eine Tabelle
übernommen.
(3) (3) (3) Bildschirm - Ausdruck von Tabellen
Drucken von Kurven
Über die Menü-Taste „Ausdruck von Kurven“ lassen sich
markierte Aufzeichnungen als Kurven ausdrucken.
(4) Ausdruck von Kurven
Datenmanager
Dieses zusätzliche Programm dient dem Anlegen weiterer
Datenbanken sowie dem Bearbeiten und Kopieren der
Daten in andere Verzeichnisse.

WeldScanner-S3 Bedienungsanleitung und technische Dokumentation
HKS-Prozesstechnik GmbH
12
5. Betriebsart Kalibriermodus – optional
Als Zusatzfunktion des WeldScanners lässt
sich optional die Zusatzfunktion
„Kalibriermodus“ freischalten. Sie dient
der Kalibrierung von Schweißgeräten sowie
der Verwaltung und dem Druck von Kalibrierprotokol-
len. Sollten Sie diese Funktion nicht bestellt haben,
fehlt dieses Icon in der Bedienzeile.
Starten Sie den Kalibriermodus mit diesem Button.
Der Startbildschirm für das Kalibrieren erscheint.
Erstellen eines Kalibrierprotokolls
Auf der „linken“ Seite des Bildschirms (Abb1) werden
alle bereits kalibrierten Schweißmaschinen mit Datum
und Uhrzeit, Gerätetyp und Seriennummer aufgelistet.
Durch „Anhaken“ einer „alten“ Kalibrierung und Betä-
tigen des Button „Ansicht“ kann man sich ein bereits
erstelltes Protokoll ansehen, ausdrucken und abspei-
chern bzw. mit dem Button „Neu“ für diese Maschine
ein neues Protokoll erstellen.
Sollte Ihre Maschine in der Übersicht nicht vorhanden
sein (z.B. bei Neukauf), ist ein Musterprotokoll hinter-
legt und kann entsprechend geändert werden.
Auf der „rechten“ Seite des Bildschirms können Sie
durch „Anhaken“ nach Gerätetyp oder Seriennummern
suchen.
Über den Butten „Neu“ erscheint der Bildschirm
„zur Auswahl der Schweißmaschine“ sowie zum Kalib-
rierstart“ (Abb.1)
Einrichten und Start der Kalibrierung
Auf der linken Seite des Bildschirms (Abb.2) kann
durch „Antippen“ ein beliebiges Protokoll an den je-
weiligen Kunden angepasst, Ihre eigenen Daten
sowie Ihr LOGO eingetragen werden.
Datum und Uhrzeit werden automatisch erzeugt.
Auf der „rechten“ Seite werden alle technischen
Daten der Maschine und die gewünschte
Genauigkeitsklasse eingetragen. Diese werden dann
automatisch in das Protokoll übernommen.
Werden die Button „Draht“ oder „Strom/ Spannung
gedrückt, kann die Kalibrierung beginnen.
(1) Startbildschirm Kalibrierprogramm – Erstellen eines
Kalibrierprotokolls
(2) Auswahl der Schweißmaschine , Eingabe Daten,
Start der Kalibrierung
Begriffsdefinitionen:
Kalibrieren Feststellen der Abweichung der Anzeige
zwischen Stromquelle und WeldScanner
Justieren Einstellen und Abgleichen der Stromquelle
zum Beseitigen systematischer Abweichungen - nur
vom Stromquellenhersteller durchführbar.
Eichen amtliches Prüfen und normieren – erfolgt
nur durch Eichämter
Vorschriften:
DIN EN ISO 17662: Messeinrichtungen, die die Pro-
zessgrößen bei den automatischen Schweißprozes-
sen wiedergeben, sind zu kalibrieren.
DIN EN 50504: Kalibrierung und Validierung von
Lichtbogenschweißeinrichtungen.

WeldScanner-S3 Bedienungsanleitung und technische Dokumentation
HKS-Prozesstechnik GmbH
13
Durchführung der Kalibrierung
(Abb.1) Die Kalibrierung beginnt mit dem 1. Einstell-
bereich => vorgegeben durch die Kennwerte der Ma-
schine.
Hierbei gibt der WeldScanner 5 Werte für die Kalib-
rierung vor, die zweimal angefahren werden (von un-
ten nach oben und umgekehrt).
Zu jedem einzustellenden Strom-Spannungswert ge-
hört ein bestimmter Widerstandswert. (Tabelle auf
Bildschirm rechts) Neben diesem ist das Schaltbild
des HKS- Lastwiderstandes hinterlegt, so dass Sie
nur die vorgegebenen Werte für alle 10 Kalibrier-
punkte einstellen brauchen.
Bei Verwendung eines anderen Lastwiderstandes
nutzen Sie bitte die in der Tabelle angegeben Wider-
standswerte für ihre Einstellungen.
Die Messung startet automatisch, wenn der Strom
und Spannungsbereich erreicht und dieser 10 s stabil
ist. Die Messung kann aber auch von
Hand mit Betätigung von Start/Stopp übernommen
werden.
Nach 10 Sekunden wird der kalibrierte Wert abge-
speichert und sofort bewertet. Dann wählen Sie die 2.
Einstellung für den Strom-/Spannungsbereich aus
usw..
Mit dem Button „Zurück“ kommen Sie wieder auf den
Bildschirm wo das Protokoll und die Kennwerte für
die Maschine geändert wurden. Hier können Sie sich
das fertige Protokoll vorab schon einmal ansehen.
Speichern einer neuen Kalibrierung
Bei nochmaligem Drücken des Button „Zurück“
werden Sie nach der Sicherung der Daten gefragt –
(Abb.2)
Hier können Sie Bestätigen („Ja“), Ablehnen („Nein“)
oder Abbrechen. Sie können einzelne Werte löschen
und die Messung wiederholen, wenn diese nicht
korrekt ablief.
Nach Betätigen von „Ja“ gelangen Sie wieder auf dem
Startbildschirm Bild (4) für das „Kalibieren“, wobei
dort dann zusätzlich das neue Protokoll zu sehen ist.
Hier kann dann das neue Protokoll über „Ansicht“
als pdf gedruckt werden.
(1) Einstellungen der Strom-/ Spannungsbereiche und des
Lastwiderstands
(2)Speicherung der neuen Kalibrierung

WeldScanner-S3 Bedienungsanleitung und technische Dokumentation
HKS-Prozesstechnik GmbH
14
6. Technische Daten WeldSanner-S3
Größe
Einheit
Eingangsspannung
90-132V AC / 180-264V AC, Autorange
Eingangssicherung
T4 A/250 V
Eingangsfrequenz
47-63Hz
Leistungsaufnahme
min. 3,6W / max. 50W
Empfohlener Leitungsschutzschalter
6 A (Charakteristik C) oder slow blow
Netzrückwirkung
EN 61000-3-2, Klasse A
Elektromagnetische Verträglichkeit (EMV)
EN 55022, Klasse B; IEC / EN 61000-3-2, Klasse A
Elektromagnetische Verträglichkeit (EMV)
Störfestigkeit
IEC / EN 61000-4-2; IEC / EN 61000-4-3
IEC / EN 61000-4-4, IEC / EN 61000-4-5
IEC / EN 61000-4-6, IEC / EN 61000-4-111
Sicherheitsstandards- und Zulassungen
CB Testzertifikat(IEC/EN 60950-1)
SIQ-Report (IEC/EN 60950-1);
CSA Zertifikat (UL 60950-1)
Umweltverträglickeit
RoHS Direktive 2011/65 EU
Arbeitstemperatur
0 bis +40°C
Lagerungstemperatur
-20 bis +80°C
Kühlung
Konvektion
Relative Luftfeuchtigkeit
max. 85%
Schutzgrad
IP 65
Abmessungen BxHxT
330 x 200 x 140 mm
Gewicht
ca. 6,1 kg
Befestigung
4 Stück 6mm-Bohrung, Abstand: 312 x 144 mm
LCD-Format
10,1“, 16:9
Auflösung
LCD: 1024 x 600 CRT/HDMI: 1920 x 1200@60Hz
Touch Type
Projected Capacitive Touch
Ethernet
RJ-45 (Intel 82574L Gigabit Ethernet)
Externes Display (optional)
HDMI oder VGA
USB
2 x USB 2.0

WeldScanner-S3 Bedienungsanleitung und technische Dokumentation
HKS-Prozesstechnik GmbH
15
7. Technische Daten Schweißverfahren
Sie finden diese auf den folgenden Seiten– gegliedert nach den Technologien:
1. Lichtbogen / Schweißgeschwindigkeit
2. Lichtbogen / Nahtlänge
3. Lichtbogen / Schweißgeschwindigkeit / AC
4. Lichtbogen / Nahtlänge / AC
5. Bolzenschweißen / Hubzündung
6. Bolzenschweißen / Kondensatorentladung
7. Widerstandsschweißen
14. Scope-Modus
15. Abkühlzeit T8/5

HKS-Prozesstechnik GmbH / Technische Dokumentation WeldScanner-S3 / Technologie-Tabellen – Stand: 16.12.2016
1. Lichtbogen / Geschwindigkeit
Anwendung: Alle Lichtbogenverfahren gepulst und ungepulst mit Gleichstrom oder bei denen Messwerte auf Gleichrichtwerten beruhen
(Plasma, WIG, MIG/MAG, UP)
Triggerbedingungen (Grundeinstellung):
Triggerkanal: Schweißstrom
Triggerwert: 10 A
Trigger-ein: 0,1 sek bzw. wählbar Trigger-aus: 0.3 sek
Mögliche Sensoren, Anschlüsse und Speicherrate:
Schweiß-
strom
Schweiß-
spannung
Drahtvorschub-
geschwindigkeit
Gasdurchfluss-
menge 1
Gasdurchfluss-
menge 2
Schweiß-
geschwindigkeit
Temperatur
Strecken-
energie
mögliche
Sensoren
P100
P1000
P1500
P100
P1000
P1500
DV25 ST
DV25 M
DV25 UP
DV25 UP/K
GAS- 3l- 10B
Gas-10l-10B
GAS-30l-10B
GAS-60l-10B
GAS- 3l- 10B
Gas-10l-10B
GAS-30l-10B
GAS-60l-10B
Messrad mit
Federarm oder
Seilzug
PT100
(Typ K mit
Konverter)
Pyrometer
wird
berechnet
Anschluss an:
SENS1
SENS1
P100-P1500
P100-P1500
P100-P1500
P100-P1500
Reserve
---
Speicherrate in Hz
Grundeinstellung
1
10
25
100
1
10
25
100
1
10
25
100
1
10
25
100
1
10
25
100
1
10
25
100
1
10
25
100
---
=> Aufzeichnungsdauer im Ringspeicher bei Registrierung aller Kanäle und empfohlener Speicherrate: max. 8 Std
=> Aufzeichnungsdauer pro Naht: max. 60 min

HKS-Prozesstechnik GmbH / Technische Dokumentation WeldScanner-S3 / Technologie-Tabellen – Stand: 16.12.2016
2. Lichtbogen / Nahtlänge
Anwendung: Alle Lichtbogenverfahren gepulst und ungepulst mit Gleichstrom oder bei denen Messwerte auf Gleichrichtwerten beruhen
(Plasma, WIG, MIG/MAG, UP)
Triggerbedingungen (Grundeinstellung):
Triggerkanal: Schweißstrom
Triggerwert: 10 A
Trigger-ein: 0,1 sek bzw. wählbar Trigger-aus: 0.3 sek
Mögliche Sensoren, Anschlüsse und Speicherrate:
Schweiß-
strom
Schweiß-
spannung
Drahtvorschub-
geschwindigkeit
Gasdurchfluss-
menge 1
Gasdurchfluss-
menge 2
Temperatur
Strecken-
energie
Nahtlänge
mögliche
Sensoren
P100
P1000
P1500
P100
P1000
P1500
DV25 ST
DV25 M
DV25 UP
DV25 UP/K
GAS- 3l- 10B
Gas-10l-10B
GAS-30l-10B
GAS-60l-10B
GAS- 3l- 10B
Gas-10l-10B
GAS-30l-10B
GAS-60l-10B
PT100
(Typ K mit Konverter)
Pyrometer
wird
berechnet
wird
EINGEGEBEN
Anschluss an:
SENS1
SENS1
P100-P1500
P100-P1500
P100-P1500
Reserve
---
---
Speicherrate in Hz
Grundeinstellung
1
10
25
100
1
10
25
100
1
10
25
100
1
10
25
100
1
10
25
100
1
10
25
100
---
---
=> Aufzeichnungsdauer im Ringspeicher bei Registrierung aller Kanäle und empfohlener Speicherrate: max. 8 Std
=> Aufzeichnungsdauer pro Naht: max. 60 min

HKS-Prozesstechnik GmbH / Technische Dokumentation WeldScanner-S3 / Technologie-Tabellen – Stand: 16.12.2016
3. Lichtbogen / Geschwindigkeit / AC
Anwendung: Alle Lichtbogenverfahren mit Wechselstrom und Effektivwertberechnung (WIG, UP)
Triggerbedingungen (Grundeinstellung):
Triggerkanal: Schweißstrom
Triggerwert: 10 A
Trigger-ein: 0,1 sek bzw. wählbar Trigger-aus: 0.3 sek
Mögliche Sensoren, Anschlüsse und empfohlene Speicherrate:
Schweiß-
strom/RMS
Schweiß-
spannung/RMS
Drahtvorschub-
geschwindigkeit
Gasdurchfluss-
menge
Schweißge-
schwindigkeit
Temperatur
Strecken-
energie
mögliche
Sensoren
P100
P1000
P1500
P100
P1000
P1500
DV25 ST
DV25 M
DV25 UP
DV25 UP/K
GAS- 3l- 10B
Gas-10l-10B
GAS-30l-10B
GAS-60l-10B
Messrad mit
Federarm oder
Seilzug
PT100
(Typ K mit
Konverter)
Pyrometer
wird
berechnet
Anschluss an:
SENS1
SENS1
P100-P1500
P100-P1500
P100-P1500
Reserve
---
---
Speicherrate in Hz
Grundeinstellung
1
10
25
100
1
10
25
100
1
10
25
100
1
10
25
100
1
10
25
100
1
10
25
100
---
---
=> Aufzeichnungsdauer im Ringspeicher bei Registrierung aller Kanäle und empfohlener Speicherrate: max. 8 Std
=> Aufzeichnungsdauer pro Naht: max. 60 min
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26


























HKS WeldScanner S3 Technical manual DE Benutzerhandbuch
- Typ
- Benutzerhandbuch
- Dieses Handbuch eignet sich auch für
Verwandte Artikel


Andere Dokumente
-
Arcam DIVA P1000 Bedienungsanleitung
-
-
Rothenberger Electro-fusion welding unit ROFUSE TURBO 1200 Benutzerhandbuch
-
GYS Validation case WPS/WPQR FOR STANDARD EN1090 Bedienungsanleitung
-
 WURM HKS-G3 Produktinformation
WURM HKS-G3 Produktinformation
-
Medisana HKF deken Bedienungsanleitung
-
Medisana HKM Bedienungsanleitung
-
 Hach GA2800-HKS Basic User Manual
Hach GA2800-HKS Basic User Manual
-
-
Medisana HKC 60114 Bedienungsanleitung

