
DE
Valid for serial no. 626-xxx-xxxx0463 344 001 DE 20120612
Origo™
Mig C170 3ph
Mig C200 3ph
Mig C250 3ph
Betriebsanweisung

- 2 -

- 3 -
TOCg
Änderungen vorbehalten.
1 SICHERHEIT 4.......................................................
2 EINFÜHRUNG 6.....................................................
2.1 Ausstattung 6...............................................................
3 TECHNISCHE DATEN 6..............................................
4 INSTALLATION 7....................................................
4.1 Positionierung 7.............................................................
4.2 Komponentenmontage 8.....................................................
4.3 Elektrische Installation 8.....................................................
4.4 Netzanschluss 9............................................................
5 BETRIEB 9..........................................................
5.1 Anschlüsse und Bedienelemente 10............................................
5.2 Schweißen ohne Gas 11......................................................
5.3 Drahtvorschubdruck 11.......................................................
5.4 Wechsel und Zuführung von Draht 12...........................................
5.5 Einschalten der Anlage und Thermowächter 12...................................
6 WARTUNG 12........................................................
6.1 Kontrolle und Reinigung 12....................................................
7 FEHLERSUCHE 13....................................................
8 ERSATZTEILBESTELLUNG 14.........................................
SCHALTPLAN 16........................................................
BESTELLNUMMER 20...................................................
VERSCHLEISSTEILE 21................................................
ZUBEHÖR 22............................................................

- 4 -
ba46g
1 SICHERHEIT
Der Anwender einer ESAB-Ausrüstung ist für die Sicherheitsmaßnahmen verantwortlich, die
für das Personal gelten, das mit der Anlage oder in deren Nähe arbeitet.
Die Sicherheitsmaßnahmen sollen den Anforderungen entsprechen, die an die Ausrüstung
gestellt werden. Der Inhalt dieser Empfehlung kann als eine Ergänzung der normalen Vor
schriften für den Arbeitsplatz betrachtet werden.
Die Bedienung muss gemäß der Anleitung von Personal ausgeführt werden, das mit den
Funktionen der Ausrüstung gut vertraut ist. Eine falsche Bedienung kann eine
Gefahrensituation herbeiführen, die Personen- und Maschinenschäden verursachen kann.
1. Personal, das mit der Ausrüstung arbeitet, muss vertraut sein mit:
S der Bedienung
S dem Standort des Notausschalters
S der Funktionsweise
S den geltenden Sicherheitsvorschriften
S den Schweiß- und Schneidvorgängen
2. Der Bediener muss sicherstellen:
S dass sich kein Unbefugter im Arbeitsbereich der Ausrüstung befindet, wenn diese einge
schaltet wird.
S dass keine Person ungeschützt steht, wenn der Lichtbogen gezündet wird.
3. Der Arbeitsplatz muss:
S für den Zweck geeignet sein.
S zugfrei sein.
4. Persönliche Schutzausrüstung
S Verwenden Sie stets die vorgeschriebene persönliche Schutzausrüstung wie z. B.
Schutzbrille, feuersichere Arbeitskleidung, Schutzhandschuhe.
S Keine lose sitzenden Gegenstände wie Gürtel, Armbänder, Ringe usw. tragen, die
hängenbleiben oder Brandverletzungen verursachen können.
5. Sonstiges
S Es ist zu kontrollieren, ob die vorgeschriebenen Rückleiter gut angeschlossen sind.
S Eingriffe in elektr. Geräte dürfen nur von einer Elektrofachkraft vorgenommen
werden.
S Erforderliche Feuerlöschausrüstung muss an einem gut sichtbaren Platz leicht zugänglich
sein.
S Schmierung und Wartung der Ausrüstung darf nicht während des Betriebs erfolgen.
WARNUNG!
Die Stromquelle darf nicht zum Auftauen gefrorener Rohre eingesetzt werden.
DE

- 5 -
ba46g
WARNUNG
Lesen Sie die Betriebsanweisung for der installation und inbetriebnahme durch.
Beim Lichtbogenschweissen und Lichtbogenschneiden kann Ihnen und anderen schaden zu
gefügt werden. Deshalb müssen Sie bei diesen arbeiten besonders vorsichtig sein. Befolgen
Sie die Sicherheitsvorschriften Ihres Arbeitsgebers, die Sich auf den Warnungstext des Her
stellers beziehen.
ELEKTRISCHER SCHLAG - Es besteht Lebensgefahr.
S Die Ausrüstung gemäß örtlichen Standards installieren und erden.
S Keine stromführenden Teile oder Elektroden mit bloßen Händen oder mit nasser Schutz-
ausrüstung berühren.
S Personen müssen sich selbst von Erde und Werkstück isolieren.
S Der Arbeitsplatz muss sicher sein.
RAUCH UND GAS - Können Ihre Gesundheit gefährden.
S Das Gesicht ist vom Rauch abzuwenden.
S Ventilieren Sie und saugen Sie den Rauch aus dem Arbeitsbereich ab.
UV- UND IR-LICHT - Können Brandschäden an Augen und Haut verursachen.
S Augen und Körper schützen. Geeigneten Schutzhelm mit Filtereinsatz und Schutzkleider tragen.
S Übriges Personal in der Nähe ist durch Schutzwände oder Vorhänge zu schützen.
FEUERGEFAHR
S Schweißfunken können ein Feuer entzünden. Daher ist dafür zu sorgen, dass sich am Schweiß
arbeitsplatz keine brennbaren Gegenstände befinden.
GERÄUSCHE - Übermäßige Geräusche können Gehörschäden verursachen.
S Schützen Sie ihre Ohren. Benutzen Sie einen Kapselgehörschutz oder einen anderen Gehör
schutz.
S Warnen Sie Umstehende vor der Gefahr.
BEI STÖRUNGEN - Nur Fachpersonal mit der Behebung von Störungen beauftragen.
SCHÜTZEN SIE SICH SELBST UND ANDERE!
VORSICHT!
Lesen Sie die Betriebsanweisung vor der Installation
und inbetriebnahme durch.
VORSICHT!
Dieses Produkt ist ausschließlich für Lichtbogenschweißarbeiten vorgesehen!
VORSICHT!
Geräte der Kategorie ”Class A” sind nicht für den Einsatz in
Wohnbereichen vorgesehen, deren Stromversorgung an das allgemeine
Niederspannungsnetz angeschlossen ist. In diesen Bereichen kann für
Geräte der Kategorie ”Class A” möglicherweise keine
elektromagnetische Verträglichkeit sichergestellt werden, da Störungen
in den Leitungen und in der Luft vorliegen.
DE

- 6 -
ba46g
Entsorgen Sie elektronische Ausrüstung in einer Recyclinganlage!
Gemäß EU-Richtlinie 2002/96/EG und nationalen Gesetzgebungen zur Entsorgung
elektrischer und bzw. oder elektronischer Ausrüstung müssen Altgeräte in einer
Recyclinganlage entsorgt werden.
Als Verantwortlicher für die Ausrüstung sind Sie gesetzlich verpflichtet, Informationen
zu autorisierten Sammelstellen einzuholen.
Weitere Informationen erhalten Sie von einem ESAB-Vertreter in Ihrer Nähe.
2 EINFÜHRUNG
Mig C170 3ph Mig C200 3ph, Mig C250 3ph sind in Stufen einstellbare
Schweißstromquellen in Kompaktausführung, die für das Schweißen von Stahl,
Edelstahl und Aluminium mit Massivdrahtelektroden sowie mit Fülldrahtelektroden
ohne und mit Schutzgas vorgesehen sind.
Indem man die Anschlüsse + und - an der Umschaltklemme oberhalb des
Drahtvorschubwerks vertauscht, erhält man die Möglichkeit zwischen Schweißen mit
Massivdrahtelektroden/Schutzgas und Schweißen mit gaslosen Fülldrahtelektroden
zu wechseln.
ESAB-Produktzubehör finden Sie auf Seite 22.
2.1 Ausstattung
Lieferumfang der Schweißstromquelle:
S Schweißpistole
S Rückleiterkabel mit Rückleiterklemme
S Gestell für Gasflasche
S Betriebsanweisung
3 TECHNISCHE DATEN
Mig C170 3ph Mig C200 3ph Mig C250 3ph
Spannung 400-415V
3∼ 50/60 Hz
400-415V
3∼ 50/60 Hz
230/400-415V
3∼ 50/60 Hz
Zulässige Belastung
100% ED 100A 120A 150A
60 % ED 130A 150A 190A
35 % ED 170A 200A 250A
Einstellbereich (DC) 30-170A 30-200A 40-280A
Leerlaufspannung 15,5-30,6V 16,0-31,8V 15,0-37,0V
Leerlaufleistung 310W 210W 340W
Leistungsfaktor 0,97 0,97 0,97
Steuerspannung 42V, 50/60Hz 42V, 50/60Hz 42V, 50/60Hz
Drahtvorschubgeschwindigkeit 1,0-17m/min 1,0-17m/min 1,0-17m/min
DE

- 7 -
ba46g
Mig C250 3phMig C200 3phMig C170 3ph
Nachbrennzeit 0,02-0,25s 0,02-0,25s 0,02-0,25s
Punktschweißung 0,2-2,5s 0,2-2,5s 0,2-2,5s
Schweißpistolenanschluss EURO EURO EURO
Drahtabmessungen 0,6-0,8(Fe, SS)
1,0(Al)
0,8(FCW)
0,8-1,0(CuSi)
0,6-1,0(Fe, SS)
1,0(Al)
0,8-1,0(FCW)
0,8-1,0(CuSi)
0,6-1,2(Fe, SS)
1,0-1,2(Al)
0,8-1,2(FCW)
0,8-1,0(CuSi)
Max. Drahtspulendurchmesser 300mm/15kg 300mm/15kg 300mm/15kg
Abmessungen LxBxH 860x420x730 860x420x730 860x420x730
Gewicht 63,5kg 72,5kg 82kg
Arbeitstemperatur -10 ÷ +40° C -10 ÷ +40° C -10 ÷ +40° C
Transporttemperatur -20 bis +55° C -20 bis +55° C -20 bis +55° C
Schutzart IP 23 IP 23 IP 23
Anwendungsklasse
Relative Einschaltdauer (ED)
Die relative Einschaltdauer gibt die prozentuale Zeitdauer ausgehend vom Referenzwert 10 Minuten
an, in der mit einer bestimmten Belastung geschweißt oder geschnitten werden kann. Der relative
Einschaltdauer gilt bei 40_C.
Schutzform
Der IP-Code gibt die Schutzform an, d.h. den Schutzgrad gegen das Eindringen von festen Gegen
ständen und Wasser. Geräte mit der Kennzeichnung IP 23 sind für den Betrieb im Freien sowie in
geschlossenen Räumen vorgesehen.
Einsatzklasse
Das Symbol bedeutet, dass die Schweißstromquelle für die Arbeit in Räumen mit erhöhter
elektrischer Gefährdung ausgelegt ist.
4 INSTALLATION
Die Installation ist von einem Fachmann auszuführen.
ACHTUNG!
Schließen Sie die Stromquelle an das Stromnetz bei einer Netzimpedanz von maximal 0.268 (C250
3ph) Ohm an. Bei einer höheren Netzimpedanz besteht die Gefahr, dass die Leuchtkörper flimmern.
VORSICHT!
Dieses Produkt ist für den industriellen Gebrauch vorgesehen. Bei Hausgebrauch kann
das Produkt Funkstörungen verursachen. Es liegt in der Verantwortung des Anwenders,
entsprechende Vorsichtsmaßnahmen zu ergreifen.
4.1 Positionierung
Positionieren Sie die Schweißstromquelle so, dass Ein- und Auslass für die Kühlluft nicht blockiert
werden.
DE

- 8 -
ba46g
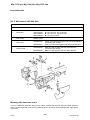
4.2 Komponentenmontage
Für die Transportzeit sind die Räder an die Maschine nicht montiert. Vor der Inbetriebnahme des
geräters bitte die Räder an die Maschine gemäss der Instruktion montieren.
WARNUNG!
1.
3.
2.
4.3 Elektrische Installation
C200 3ph
DE

- 9 -
ba46g
4.4 Netzanschluss
Kontrollieren Sie, dass die Schweißstromquelle mit der korrekten Netzspannung angeschlossen und
eine angemessene Sicherungsgröße verwendet wird. Nehmen Sie eine Schutzerdung gemäß den
geltenden Bestimmungen vor.
Kennschild mit Anschlussdaten
Empfohlene Werte für Sicherungsgröße und Kabelquerschnitt
Mig C170 3ph Mig C200 3ph Mig C250 3ph
Netzspannung V 400-415V,
3~ 50/60 Hz
400-415V,
3~ 50/60 Hz
230/400-415V,
3~ 50/60 Hz
Primärstrom A
bei100% ED 4,0 5,3 12,1/7,0
bei 60% ED 6,1 6,8 17,6/10,2
bei 35% ED 8,9 10,1 25,3/14,6
Netzkabelquerschnitt mm
2
4 x 1,5 4 x 1,5 4 x 2,5/4 x 1,5
Sicherung träge Schmelz
sicherung A
10 10 25/16
ACHTUNG! Die o.g. Kabelquerschnitte und Sicherungsgrößen entsprechen den schwedischen
Bestimmungen. Schließen Sie die Schweißstromquelle gemäß den nationalen bzw. regionalen
Vorschriften an.
5 BETRIEB
Allgemeine Sicherheitsvorschriften für die Handhabung dieser Ausrüstung
finden Sie auf Seite 4. Die Vorschriften vor Anwendung der Ausrüstung bitte
lesen!
WARNUNG!
Bei rotierenden Teilen besteht Klemmgefahr, deshalb ist besondere
Vorsicht geboten.
WARNUNG!
Um zu verhindern, dass die Drahttrommel von der
Bremsnabe abgleitet, ist die Bremsnabe mit Hilfe des
roten Drehgriffs zu sichern, siehe Anleitung neben der
Bremsnabe.
DE

- 10 -
ba46g
WARNUNG!
Die Ausrüstung verankern, besonders wenn die
Unterlage uneben oder schief ist.
5.1 Anschlüsse und Bedienelemente
1 Schalter für Netzspannung 7 Anschluss für Rückleiterkabel (-),
niedrige Drosselung
2 Weiße Anzeigelampe, Netzspannung EIN 8 Drehknopf der Punktschweißung - ON/OFF
und der Zeiteinstellung
3 Orangefarbene Anzeigelampe, Überhitzung 9 Drehknopf zur Einstellung der
Drahtvorschubgeschwindigkeit
4 Schweißspannungs Schalter 10 Digitales Messgeräd V/A ( siehe Seite 22)
5 Zentralanschlus für den Schweissbrenner 11 Rückleiterkabel mit Rückleiterklemme
6 Anschluss für Rückleiterkabel (-),
hohe Drosselung
* Potentiometer für Drahtrückbrandzeit
Einstellung, (auf der Steuerplatine)
C250 3phC170 3ph
C200 3ph
DE

- 11 -
ba46g
5.2 Schweißen ohne Gas
5.3 Drahtvorschubdruck
Zunächst sicherstellen, dass der Draht gut in der Drahtführung läuft. Anschließend
den Druck an den Andruckwalzen der Vorschubeinheit einstellen. Es ist wichtig,
dass der Druck nicht zu hoch ist.
Abb. 1 Abb. 2
Zur Überprüfung, ob der Vorschubdruck richtig eingestellt ist, kann der Draht
gegen einen einzelnen Gegenstand ausgefahren werden, z. B. ein Stück Holz.
Wird der Pistole etwa 5 mm vom Holzstück entfernt angeordnet (Abb. 1), müßen
die Vorschubwalzen durchdrehen.
Wird der Pistole etwa 50 mm vom Holzstück entfernt angeordnet, muß der Draht
ausgeschoben werden und sich biegen (Abb. 2).
DE

- 12 -
ba46g
5.4 Wechsel und Zuführung von Draht
S Öffnen Sie die seitliche Abdeckung.
S Lösen Sie den Drucksensor, indem Sie ihn nach hinten klappen. Die Druckrollen
bewegen sich nach oben.
S Wickeln Sie den neuen Draht etwa 10-20 cm ab. Entfernen Sie Grate und
scharfe Kanten am Drahtende mit einer Feile, bevor der Draht in die
Vorschubeinheit geführt wird.
S Achten Sie darauf, dass sich der Draht korrekt in der Vorschubwalze und der
Ausgabeöffnung der jeweiligen Drahtführung befindet.
S Befestigen Sie den Drucksensor.
S Schließen Sie die seitliche Abdeckung.
5.5 Einschalten der Anlage und Thermowächter
Einschalten der Schweißstromquele durch Drehen des Schalters [1], die
Anzeigelampe [2] ist ein - die Schweißstromquele ist Betriebsbereitet. Wenn die
Temperatur in der Maschine während des Schweißens zu stark ansteigt, wird der
Schweißprozeß durch einen Thermowächter unterbrochen und ein Neustart
verhindert. Dieser Zustand wird durch die orange Kontrolleuchte [3] angezeigt.
Sobald die Maschine abgekühlt ist, erlischt die Kontrolleuchte [3] automatisch und
das Schweißen kann fortgesetzt werden. Zur effektiven Kühlung sollte der
Netzschalter eingeschaltet bleiben.
6 WARTUNG
Eine regelmäßige Wartung ist Voraussetzung für einen zuverlässigen und sicheren
Betrieb.
VORSICHT!
Sämtliche Garantien des Lieferanten erlöschen, wenn der Kunde während der Garantiezeit
selbsttätig Eingriffe in das Produkt vornimmt, um eventuelle Fehler zu beseitigen.
6.1 Kontrolle und Reinigung
Überprüfen Sie die Schweißstromquelle regelmäßig auf Verschmutzungen. Die
Stromquelle ist je nach Umgebung in regelmäßigen Intervallen mit reduzierter
Druckluft zu reinigen. Verstopfte Lufteinlässe und -auslässe können andernfalls
Überhitzungen verursachen.
Pistole
S Reinigung und Wechsel der Verschleißteile an der Pistole sind in regelmäßigen
Abständen vorzunehmen. Dadurch wird ein störungsfreier Drahtvorschub
gewährleistet. Reinigen Sie die Drahtführung regelmäßig mit Druckluft.
Reinigen Sie die Kontaktöffnung.
DE

- 13 -
ba46g
Bremsnabe
Die Nabe ist bei Lieferung korrekt eingestellt. Falls eine
Nachjustierung erforderlich ist, führen Sie folgende
Schritte aus. Justieren Sie die Bremsnabe so,
dass der Draht bei Ende des Vorschubs ein wenig
durchhängt.
S Einstellung des Bremsmoments
S Bringen Sie den roten Schalter in
Verriegelungsposition.
S Führen Sie einen Schraubendreher in die Federn an der Nabe.
Durch Drehen der Federn im Uhrzeigersinn verringert sich das Bremsmoment.
Durch Drehen der Federn im entgegengesetzten Uhrzeigersinn erhöht sich
das Bremsmoment. ACHTUNG! Die Einstellung muss für beide Federn
identisch sein.
7 FEHLERSUCHE
Folgende Kontrollmaßnahmen werden vor dem Heranziehen von speziell geschultem
Wartungspersonal empfohlen.
Fehlertyp Maßnahme
Schweißstromquelle erzeugt
keinen Lichtbogen.
S Kontrollieren Sie, ob der Schalter für die Netzspannung
eingeschaltet ist.
S Prüfen Sie, ob Schweiß- und Rückleiterkabel korrekt
angeschlossen sind.
S Vergewissern Sie sich, dass die korrekte Stromstärke
eingestellt ist.
Schweißstrom wird während
des Schweißens unterbrochen
S Kontrollieren Sie, ob die Thermostate aktiviert wurden.
(Orangefarbene Anzeigelampe an der Vorderseite der
Schweißstromquelle leuchtet.)
S Überprüfen Sie die Netzsicherungen.
Thermostate werden zu oft
aktiviert
S Kontrollieren Sie, ob die Ventillationsöffnungen offen sind.
S Ermitteln Sie, ob die Nennwerte der Schweißstromquelle
überschritten werden (Überlastung der Schweißstromquelle).
Unbefriedigende Schweißergeb
nisse
S Prüfen Sie, ob Schweiß- und Rückleiterkabel korrekt
angeschlossen sind.
S Vergewissern Sie sich, dass die korrekte Stromstärke
eingestellt ist.
S Stellen Sie sicher, dass der korrekte Schweißdraht
verwendet wird.
S Überprüfen Sie die Netzsicherungen.
S Überprüfe, ob im Drahtvorschubgerät die entsprechenden
Rollen verwendet wurden und ob der entsprechende
Anpressdruck der Spannrollen vom Drahtvorschubgerät
eingestellt wurde.
DE

- 14 -
ba46g
8 ERSATZTEILBESTELLUNG
Reparaturen und elektrische Arbeiten sind von autorisiertem ESAB-Servicepersonal
vorzunehmen. Verwenden Sie ausschließlich ESAB-Originalersatzteile und
-verschleißteile.
Mig C170 3ph, Mig C200 3ph, Mig C250 3ph ist lt. dem internationalen und europäische
Standards IEC-/ EN 60974-1, IEC-/ EN 60974-10 konstruiert und überprüft. Es liegt in der
Verantwortung der Abteilung, die Service- und Reparaturarbeiten ausführt, sich zu vergewis
sern, daß das Produkt nach der Arbeit von dem oben angegebenen Standard nicht abweicht.
Ersatzteile bestellen Sie bei einem ESAB-Vertreter in Ihrer Nähe (siehe letzte Seite).
DE

- 15 -
notes
NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................

© ESAB AB 2012
Schaltplan
- 16 -
ba46e
Mig C170 3ph, 400-415V

© ESAB AB 2012
- 17 -
ba46e
Mig C200 3ph, 400-415V

© ESAB AB 2012
- 18 -
ba46e
Mig C250 3ph, 400-415V

© ESAB AB 2012
- 19 -
ba46e
Mig C250 3ph, 230/400-415V

Mig C170 3ph, Mig C200 3ph, Mig C250 3ph
© ESAB AB 2012
Bestellnummer
- 20 -
ba46o
Ordering no. Denomination Type Notes
0349 308 670 Power source OrigoTM Mig C170 3ph 400-415V 3~50/60Hz
0349 308 290 Power source OrigoTM Mig C200 3ph 400-415V 3~50/60Hz
0349 307 840 Power source OrigoTM Mig C250 3ph 400-415V 3~50/60Hz
0349 309 090 Power source OrigoTM Mig C250 3ph 230/400-415V 3~50/60Hz
0349 300 524 Spare parts list Mig C170 3ph,
Mig C200 3ph,
Mig C250 3ph
Technical documentation is available on the Internet at www.esab.com
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28




























ESAB Mig C200 3ph Benutzerhandbuch
- Typ
- Benutzerhandbuch
- Dieses Handbuch eignet sich auch für
Verwandte Artikel
-
ESAB Origo™Mag C250 Benutzerhandbuch
-
ESAB Mag C140 Benutzerhandbuch
-
ESAB Origo™Mig C250 3ph Benutzerhandbuch
-
ESAB Mig C240 PRO, Mig C240s PRO Benutzerhandbuch
-
ESAB Origo™ Mig 630t Magma Benutzerhandbuch
-
ESAB Mig 400t, Mig 500t Benutzerhandbuch
-
ESAB Mig C340 PRO Benutzerhandbuch
-
-
ESAB Mag C251 - Origo™ Mig C141 Benutzerhandbuch
-
ESAB ESABMig C240 Benutzerhandbuch