
Valid for serial no. 6270349 301 115 061026
Mig C240 PRO
Mig C240s PRO
Origo
Betriebsanweisung

DEUTSCH
-- 2 --
TOCg
1 RICHTLINIEN 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 SICHERHEIT 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 EINFÜHRUNG 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 Ausstattung 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 TECHNISCHE DATEN 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 INSTALLATION 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 Positionierung 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2 Komponentenmontage 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3 Elektrische Installation 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.4 Netzanschluss 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 BETRIEB 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 Anschlüsse und Bedienelemente 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 Schweißen ohne Gas 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.3 Drahtvorschubdruck 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.4 Wechsel und Zuführung von Draht 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.5 Einschalten der Anlage und Thermowächter 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.6 Drossel 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.7 OrigoTM Mig C240 PRO 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.8 OrigoTM Mig C240s PRO 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 WARTUNG 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1 Kontrolle und Reinigung 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 FEHLERSUCHE 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 ERSATZTEILBESTELLUNG 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SCHALTPLAN 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
ZUBEHÖR 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .

-- 3 --
C240Pg
1 RICHTLINIEN
ZULASSUNGSNACHWEIS
ESAB AB, Welding Equipment, SE--695 81 Laxå, Schweden, bestätigt hiermit in Eigenverantwortung,
daß die Schweißstromquelle Origo
TM
Mig C240 PRO, Origo
TM
Mig C240s PRO ab Seriennummer
627 dem Standard IEC/EN 60974--1 gemäß den Bedingungen der Direktive (73/23/EEG) mit Zusatz
(93/68/EEG) und dem Standard IEC/EN 60974--10 gemäß den Bedingungen der Direktive
(89/336/EEG) mit Zusatz (93/68/EEG) entspricht.
--------------------------------------------------------------------------------------------------------------------------------------
Kent Eimbrodt
Global Director Equipment and Automation
ESAB AB
695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 411924
Laxå 2006--09--05
2 SICHERHEIT
Der Anwender einer ESAB--Schweißausrüstung ist für die Sicherheitsmaßnahmen verant-
wortlich, die für das Personal gelten, das mit der Anlage oder in deren Nähe arbeitet. Die Si-
cherheitsmaßnahmen sollen den Anforderungen entsprechen, die an der Schweißausrüstung
gestellt werden. Der Inhalt dieser Empfehlung kann als eine Ergänzung der normalen Vor-
schriften für den Arbeitsplatz betrachtet werden.
Die Bedienung muss gemäß der Anleitung von Personal ausgeführt werden, das mit den
Funktionen der Schweißausrüstung gut vertraut ist. Eine falsche Bedienung kann eine Ge-
fahrensituation herbeiführen, die Personen-- und Maschinenschäden verursachen kann.
1. Personal, das mit der Schweißausrüstung arbeitet, muss vertraut sein mit:
S der Bedienung
S dem Standort des Notausschalters
S der Funktionsweise
S den geltenden Sicherheitsvorschriften
S Schweißvorgängen
2. Der Bediener muss sicherstellen:
S dass sich kein Unbefugter im Arbeitsbereich der Schweißausrüstung befindet, wenn die-
se eingeschaltet wird.
S dass keine Person ungeschützt steht, wenn der Lichtbogen gezündet wird.
3. Der Arbeitsplatz muss:
S für den Zweck geeignet sein.
S zugfrei sein.
4. Persönliche Schutzausrüstung
S Immer die vorgeschriebene, persönliche Schutzausrüstung wie z.B. Schutzbrille, feuer-
sichere Arbeitskleidung, Schutzhandschuhe tragen.
S Keine lose sitzenden Gegenstände wie Gürtel, Armbänder, Ringe usw. tragen, die
hängenbleiben oder Brandverletzungen verursachen können.
5. Sonstiges
S Kontrollieren, ob die angewiesenen Rückleiter gut angeschlossen sind.
S Eingriffe in elektr. Geräte dürfen nur von einem Elektriker vorgenommen werden.
S Erforderliche Feuerlöschausrüstung muss an einem gut sichtbaren Platz leicht zugänglich
sein.
S Schmierung und Wartung der Schweißausrüstung darf nicht während des Betriebs erfolgen.
DE

-- 4 --
C240Pg
WARNUNG!
Lesen Sie die Betriebsanweisung vor der
Installation und inbetriebnahme durch.
WARNUNG
LESEN SIE DIE BETRIEBSANWEISUNG VOR DER INSTALLATION UND INBETRIEBNAHME DURCH.
BEIM LICHTBOGENSCHWEISSEN UND LICHTBOGENSCHNEIDEN KANN IHNEN UND ANDE-
REN SCHADEN ZUGEFÜGT WERDEN. DESHALB MÜSSEN SIE BEI DIESEN ARBEITEN BESON-
DERS VORSICHTIG SEIN. BEFOLGEN SIE DIE SICHERHEITSVORSCHRIFTEN IHRES ARBEIT-
GE--BERS, DIE SICH AUF DEN WARNUNGSTEXT DES HERSTELLERS BEZIEHEN.
ELEKTRISCHER SCHLAG -- Es besteht Lebensgefahr.
S Die Schweißausrüstung gemäß örtlichen Standards installieren und erden.
S Keine stromführenden Teile oder Elektroden mit bloßen Händen oder mit nasser Schutzaus--
rüstung berühren.
S Personen müssen sich selbst von Erde und Werkstück isolieren.
S Der Arbeitsplatz muss sicher sein.
RAUCH UND GAS -- Können Ihre Gesundheit gefährden.
S Das Gesicht ist vom Schweißrauch abzuwenden.
S Ventilieren Sie und saugen Sie den Rauch aus dem Arbeitsbereich ab.
UV-- UND IR--LICHT -- Können Brandschäden an Augen und Haut verursachen.
S Augen und Körper schützen. Geeigneten Schutzhelm mit Filtereinsatz und Schutzkleider tragen.
S Übriges Personal in der Nähe ist durch Schutzwände oder Vorhänge zu schützen.
FEUERGEFAHR
S Schweißfunken können ein Feuer entzünden. Daher ist dafür zu sorgen, dass sich am Schweiß-
arbeitsplatz keine brennbaren Gegenstände befinden.
GERÄUSCHE -- Übermäßige Geräusche können Gehörschäden verursachen.
S Schützen Sie ihre Ohren. Benutzen Sie einen Kapselgehörschutz oder einen anderen Gehör-
schutz.
S Warnen Sie Umstehende vor der Gefahr.
BEI STÖRUNGEN -- Nur Fachpersonal mit der Behebung von Störungen beauftragen.
SCHÜTZEN SIE SICH SELBST UND ANDERE!
WARNUNG!
Die Stromquelle darf nicht zum Auftauen gefrorener Rohre eingesetzt werden.
Dieses Produkt ist ausschließlich für Lichtbogenschweißarbeiten
vorgesehen!
Werfen Sie Elektrowerkzeuge nicht in den Müll!
Gemäss Europäischer Richtlinie 2002/96/EG über Elektro-- und Elektronik-- Altgeräte und
Umsetzung in nationales Recht müssen verbrauchte Elektrowerkzeuge getrennt
gesammelt und einer umweltgerechten Wiederverwertung zugeführt werden. Als
Eigentümer müssen sie sicherstellen, dass sie ihr gebrauchtes Werkzeug zu ihrem
Händler zurückgegeben oder holen sie sich Informationen über ein lokales autorisiertes
Sammel-- bzw. Entsorgungssystem ein.
Ein Ignorieren dieser EU Direktive kann zu potentiellen Auswirkungen auf die Umwelt und
ihrer Gesundheit führen!
DE

-- 5 --
C240Pg
3 EINFÜHRUNG
Origo
TM
Mig C240 PRO & Origo
TM
Mig C240s PRO sind in Stufen einstellbare Schweißstromquellen in
Kompaktausführung, die für das Schweißen von Stahl, Edelstahl und Aluminium mit Massivdrahtelektroden sowie
mit Fülldrahtelektroden ohne und mit Schutzgas vorgesehen sind.
Indem man die Anschlüsse + und -- an der Umschaltklemme oberhalb des Drahtvorschubwerks vertauscht, erhält
man die Möglichkeit zwischen Schweißen mit Massivdrahtelektroden/Schutzgas und Schweißen mit gaslosen
Fülldrahtelektroden zu wechseln.
ESAB--Produktzubehör finden Sie auf Seite 20.
3.1 Ausstattung
Lieferumfang der Schweißstromquelle:
S Schweißpistole PSF 250 -- 3m
S Rückleiterkabel 3,5 m mit Rückleiterklemme
S Gestell für Gasflasche
S Betriebsanweisung
4 TECHNISCHE DATEN
Origo
TM
Mig C240 PRO Origo
TM
Mig C240s PRO
Spannung 230/400--415V, 3∼ 50/60Hz 230/400--415V, 3∼ 50/60Hz
Zulässige Belastung
100% ED 130A 130A
60 % ED 170A 170A
30 % ED 240A 240A
Einstellbereich (DC) 20A /15V--240A / 23,0V 20A /15V--240A / 23,0V
Leerlaufspannung 14 -- 32V 14 -- 32V
Leerlaufleistung 190W 190W
Wirkungsgrad 76% 76%
Leistungsfaktor 0.95 0.95
Steuerspannung 42 V, 50/60Hz 42 V, 50/60Hz
Drahtvorschubgeschwindigkeit 1,9 -- 19m/min 1,4 -- 19m/min
Nachbrennzeit 0 -- 0,25s 0 -- 0,25s
Punktschweißung 0,2 -- 2,5s 0,2 -- 2,5s
Anschleichen -- + (auto)
2/4--Takt -- +
Schweißpistolenanschluss EURO EURO
Drahtabmessungen 0,6 -- 1,0mm 0,6 -- 1,0mm
Max. Drahtspulendurchmesser 300mm 300mm
Abmessungen LxBxH 840x425x830 840x425x830
Gewicht 103 kg 100 kg
Arbeitstemperatur --10 ÷ +40
o
C --10 ÷ +40
o
C
Schutzart IP 23 IP 23
Anwendungsklasse
DE

-- 6 --
C240Pg
Relative Einschaltdauer (ED)
Die relative Einschaltdauer gibt die prozentuale Zeitdauer ausgehend vom Referenzwert 10 Minuten
an, in der mit einer bestimmten Belastung geschweißt werden kann.
Schutzform
Der IP--Code gibt die Schutzform an, d.h. den Schutzgrad gegen das Eindringen von festen Gegen-
ständen und Wasser. Geräte mit der Kennzeichnung IP 23 sind für den Betrieb im Freien sowie in
geschlossenen Räumen vorgesehen.
Einsatzklasse
Das Symbol bedeutet, dass die Schweißstromquelle für die Arbeit in Räumen mit erhöhter
elektrischer Gefährdung ausgelegt ist.
5 INSTALLATION
Die Installation ist von einem Fachmann auszuführen.
WARNUNG!
Dieses Produkt ist für den industriellen Gebrauch vorgesehen. Bei Hausgebrauch kann das Produkt
Funkstörungen verursachen. Es liegt in der Verantwortung des Anwenders, entsprechende
Vorsichtsmaßnahmen zu ergreifen.
5.1 Positionierung
Positionieren Sie die Schweißstromquelle so, dass Ein-- und Auslass für die Kühlluft
nicht blockiert werden.
5.2 Komponentenmontage
Die Hinterräder des Gerätes sind auf Zeit des transport in vorner position eingestellt worden. Vor
dem gebrauch dieses Gerätes bitte die Hinterräder in die hintere position einstellen.
WARNUNG!
DE

-- 7 --
C240Pg
5.3 Elektrische Installation
5.4 Netzanschluss
Kontrollieren Sie, dass die Schweißstromquelle mit der korrekten Netzspannung
angeschlossen und eine angemessene Sicherungsgröße verwendet wird. Nehmen
Sie eine Schutzerdung gemäß den geltenden Bestimmungen vor.
Kennschild mit Anschlussdaten
Origo
TM
Mig C240 PRO
Origo
TM
Mig C240s PRO
3∼ 50/60 Hz 3∼ 50/60 Hz
Netzspannung V 230 400/415
Primärstrom A
bei100% ED 8.6 5.3
bei 60% ED 12.4 7.6
bei 30% ED 21 12
Netzkabelquerschnitt mm
2
22
2
4 x 2.5 4 x 1.5
Sicherung
träge Schmelzsicherung A 20 16
ACHTUNG! Die o.g. Kabelquerschnitte und Sicherungsgrößen entsprechen den schwedischen
Bestimmungen. Schließen Sie die Schweißstromquelle gemäß den nationalen bzw. regionalen
Vorschriften an.
6 BETRIEB
Allgemeine Sicherheitsvorschriften für die Handhabung dieser Ausrüstung fin-
den Sie auf Seite 3. Die Vorschriften vor Anwendung der Ausrüstung bitte le-
sen!
DE

-- 8 --
C240Pg
WARNUNG!
Bei rotierenden Teilen besteht Klemmgefahr, deshalb ist besondere
Vorsicht geboten.
Um zu verhindern, dass die Drahttrommel von der Bremsnabe
abgleitet, ist die Bremsnabe mit Hilfe des roten Drehgriffs zu sichern,
siehe Anleitung neben der Bremsnabe.
WARNUNG!
WARNUNG -- KIPPGEFAHR!
Der transport und die Nutzung des Gerätes beim Abhang über 10
o
ist ohne zusätzlicher
Absicherung verboten.
6.1 Anschlüsse und Bedienelemente
Origo
TM
Mig C240 PRO
1 Schalter für Netzspannung 7 Anschluss für Rückleiterkabel (--),
hohe Drosselung
2 Spannungsstufenschalter, groß 8 Anschluss für Rückleiterkabel (--),
niedrige Drosselung
3 Spannungsstufenschalter, fein 9 Drehknopf zur Einstellung der Drahtvor-
schubgeschwindigkeit
4 Weiße Anzeigelampe, Netzspannung EIN 10 Drehknopf der Punktschweißung -- ON/OFF
und der Zeiteinstellung
5 Orangefarbene Anzeigelampe, Überhitzung 11 Display (digitale Einheit) als Zubehör erhält-
lich, siehe Seite 20
6 Anschluss für Schweißpistole 12 Drehknopf zur Einstellung der Nachbrenn-
zeit
DE

-- 9 --
C240Pg
Origo
TM
Mig C240s PRO
1 Schalter für Netzspannung 11 Digitaldisplay der Schweißparameter
2 Spannungsstufenschalter, groß 12 Displayschalter V oder A
3 Spannungsstufenschalter, fein 13 Displayschalter -- m/min oder mm
4 Weiße Anzeigelampe, Netzspannung EIN 14 Signallampe der Synergiesteuerung
5 Orangefarbene Anzeigelampe, Überhitzung 15 Anzeige des empfohlenen Drosselanschlus-
ses (--) maximale/minimale Induktivität
6 EURO -- connector (for welding gun) 16 Schalter von ”Synergy”-- ON/OFF und der
Materialien/Gasauswahl
7 Anschluss für Rückleiterkabel (--),
hohe Drosselung
17 Drehknopf zur Drahtdurchmesserauswahl
8 Anschluss für Rückleiterkabel (--),
niedrige Drosselung
18 Drehknopf zur Einstellung der
Drahtrückbrandzeit
9 Drehknopf zur Einstellung der Drahtvor-
schubgeschwindigkeit/
Lichtbogenlängenkorrektur
19
Umschalter für 2--Takt / / 4--Takt
10 Drehknopf der Punktschweißung -- ON/OFF
und der Zeiteinstellung
DE

-- 10 --
C240Pg
6.2 Schweißen ohne Gas
6.3 Drahtvorschubdruck
Zunächst sicherstellen, dass der Draht gut in der Drahtführung läuft. Anschließend
den Druck an den Andruckwalzen der Vorschubeinheit einstellen. Es ist wichtig,
dass der Druck nicht zu hoch ist.
Abb. 1 Abb. 2
Zur Überprüfung, ob der Vorschubdruck richtig eingestellt ist, kann der Draht
gegen einen einzelnen Gegenstand ausgefahren werden, z. B. ein Stück Holz.
Wird der Pistole etwa 5 mm vom Holzstück entfernt angeordnet (Abb. 1), müßen
die Vorschubwalzen durchdrehen.
Wird der Pistole etwa 50 mm vom Holzstück entfernt angeordnet, muß der Draht
ausgeschoben werden und sich biegen (Abb. 2).
6.4 Wechsel und Zuführung von Draht
S Öffnen Sie die seitliche Abdeckung.
S Lösen Sie den Drucksensor, indem Sie ihn nach hinten klappen. Die Druckrollen
bewegen sich nach oben.
DE

-- 11 --
C240Pg
S Wickeln Sie den neuen Draht etwa 10--20 cm ab. Entfernen Sie Grate und
scharfe Kanten am Drahtende mit einer Feile, bevor der Draht in die
Vorschubeinheit geführt wird.
S Achten Sie darauf, dass sich der Draht korrekt in der Vorschubwalze und der
Ausgabeöffnung der jeweiligen Drahtführung befindet.
S Befestigen Sie den Drucksensor.
S Schließen Sie die seitliche Abdeckung.
6.5 Einschalten der Anlage und Thermowächter
Die Maschine wird mit dem Netzschalter [1] eingeschaltet, die Kontrolleuchte [4] geht
an und die Maschine ist betriebsbereit. Wenn die Temperatur in der Maschine
während des Schweißens zu stark ansteigt, wird der Schweißprozeß durch einen
Thermowächter unterbrochen und ein Neustart verhindert. Dieser Zustand wird
durch die orange Kontrolleuchte [5] angezeigt. Sobald die Maschine abgekühlt ist,
erlischt die Leuchte [5] automatisch und das Schweißen kann fortgesetzt werden.
Zur effektiven Kühlung sollte der Netzschalter eingeschaltet bleiben.
6.6 Drossel
Eine höhere Drosselung vergrößert die Schweißmenge und verringert die
Spritzmenge. Eine geringere Drosselung erzeugt ein stärkeres Geräusch sowie
einen stabilen und konzentrierten Lichtbogen.
6.7 Origo
TM
Mig C240 PRO
Die ESABMig C420w/420 sind mit Standardsteuerung ausgestattet. Der Bediener kann
alle Schweißparameter manuell auswählen und regeln:
S Drahtvorschubgeschwindigkeit (1,9 -- 19m/min)
S Punktschweißung
S Drahtrückbrandzeit
Das Gerät kann mit einem digitalen V/A--Meter ausgerüstet werden, das eine Hold--
Funktion bestitzt und kalibriert werden kann.
6.8 Origo
TM
Mig C240s PRO
Bei den Origo
TM
Mig C240s PRO kann der Bediener zwischen zwei Sterungsmodi wäh-
len -- die:
S Standardsteuerung (der Bediener kann alle Schweißparameter manuell
auswählen und regeln),
S Synergiesteuerung (teilweise vorprogrammierte Schweißparameter).
Die 2--Takt/4--Takt Schaltung oder der spannungslose Drahtvorschub werden mit Hilfe
des Schalters [19] gewählt. Die Drahtrückbrandzeit wird mit dem Drehknopf [18] gere-
gelt.
Es kann auch die Punktschweißung mit dem Drehknopf [10], mit dem die Punktschwei-
ßung eingeschaltet und die Zeitdauer eingestellt wird, gewählt werden. Die C240s Ein-
richtungen sind in der Standardausführung mit dem Digitalmeter ausgestattet.
DE

-- 12 --
C240Pg
6.8.1 Standardsteuerung
Im Fall, wenn die Standardsteuerung gewählt wurde, sind die Lampen [14], [15] ausge-
schaltet und nur das Unterteil des Digitaldisplays [11] zeigt die Drahtvorschubgeschwin-
digkeit an (der Schalter [13] soll in der Lage ”m/min” sein).
Der Bediener wählt die erforderliche Spannung [2], [3] und kann die Drahtvorschubge-
schwindigkeit im vollen Bereich (1,4 -- 19m/min) mit dem Drehknopf [9] einstellen.
Während des Schweißvorgangs zeigt das Oberteil des Displays Istwerte von der Span-
nung oder dem Schweißstroms, je nach der Auswahl, die mit dem Schalter [12] ausge-
führt wurde. Wenn der Schweißvorgang zu Ende ist, dann werden die angezeigten Wer-
te gespeichert (Funktion HOLD, Display ist gedämpft)
6.8.2 Synergiesteuerung
Im Synergie--Modus muss der Bediener zuerst die Draht/Gas--Kombination mit dem
Schalter [16] und den Drahtdurchmesser mit dem Schalter [17] einstellen.
Während der Spannungseinstellung (mit Spannungsschaltern [2], [3]) zeigen das Digi-
taldisplay [11] und Lampen [14], [15] an der Vorderwand des Geräts die Schweißpara-
meter.
Die Lampe [14], die Synergie anzeigt, leuchtet grün (nur beim Synergie-- Modus), wenn
der Bediener korrekte Schweißparameter eingestellt hat oder die Lampe [14] leuchtet
rot, wenn der Operator falsche Schweißparameter eingestellt hat (dann darf man mit
dem Schweißvorgang nicht anfangen!).
Achtung: die Lampe [14] leuchtet rot (in beiden Steuermodi):
S wenn während der Schweißung (bei gedrücktem Brennertaster) der Bediener die
Spannung mit Spannungsschaltern [2], [3] ändert. Dann wird der
Schweißvorgang bis zur Freigabe des Brennertasters unterbrochen!
S wenn die Drucktaste am Halter während der Gerätseinschaltung mit dem
Schalter [1] gedrückt ist.
Eine der Lampen [15] zeigt den empfohlenen Drosselanschluß [--] [7,8] an.
Die Art der am Digitaldisplay [11] gezeigten Parameter hängt von der Lage der Schalter
[12], [13] und der Arbeitsweise des Geräts ab.
Vor dem Beginn des Schweißvorgangs zeigt der Oberteil des Displays die gewünschten
Werte von Schweißstrom [A] oder Schweißspannung [V], und der Unterteil des Displays
die aufgegebene Drahtvorschubgeschwindigkeit [m/min] oder die empfohlene maxima-
le Dicke [mm] des Schweißmaterials.
Während des Schweißvorgangs zeigt der Oberteil des Displays die Istwerte von
Schweißstrom oder Schweißspannung, und der Unterteil des Displays zeigt die aufge-
gebene Drahtvorschubgeschwindigkeit [m/min] oder die empfohlene maximale Dicke
[mm] des Schweißmaterials.
DE

-- 13 --
C240Pg
Nach dem Abschluss des Schweißvorgangs zeigt der Oberteil des Displays die letzten
Werte von Strom und Spannung (Funktion HOLD, Display ist gedämpft)
Die Drahtvorschubgeschwindigkeit wird durch das Programm (eingesetzt im Mikropro-
zessor) eingestellt, und der Drehknopf [9] soll in die mittlere Lage ”0” eingestellt werden.
Wenn es notwendig ist, kann der Operator die aufgegebene Drahtvorschubgeschwin-
digkeit mit dem Drehknopf [9] um +/-- 20% des eingestellten Wertes korrigieren.
7 WARTUNG
Eine regelmäßige Wartung ist Voraussetzung für einen zuverlässigen und sicheren
Betrieb.
ACHTUNG!
Sämtliche Garantien des Lieferanten erlöschen, wenn der Kunde während der
Garantiezeit selbsttätig Eingriffe in das Produkt vornimmt, um eventuelle Fehler zu
beseitigen.
7.1 Kontrolle und Reinigung
Überprüfen Sie die Schweißstromquelle regelmäßig auf Verschmutzungen.
Die Stromquelle ist je nach Umgebung in regelmäßigen Intervallen mit reduzierter
Druckluft zu reinigen.
Verstopfte Lufteinlässe und --auslässe können andernfalls Überhitzungen
verursachen. Um Blockierungen vorzubeugen, kann ein Luftfilter eingesetzt werden.
Dieser ist als Zubehör erhältlich. Bestellnummer siehe Seite 20.
Pistole
S Reinigung und Wechsel der Verschleißteile an der Pistole sind in regelmäßigen
Abständen vorzunehmen. Dadurch wird ein störungsfreier Drahtvorschub
gewährleistet. Reinigen Sie die Drahtführung regelmäßig mit Druckluft.
Reinigen Sie die Kontaktöffnung.
Bremsnabe
Die Nabe ist bei Lieferung korrekt eingestellt. Falls eine
Nachjustierung erforderlich ist, führen Sie folgende
Schritte aus. Justieren Sie die Bremsnabe so,
dass der Draht bei Ende des Vorschubs ein wenig
durchhängt.
S Einstellung des Bremsmoments
S Bringen Sie den roten Schalter in
Verriegelungsposition.
S Führen Sie einen Schraubendreher in die Federn an der Nabe.
Durch Drehen der Federn im Uhrzeigersinn verringert sich das Bremsmoment.
Durch Drehen der Federn im entgegengesetzten Uhrzeigersinn erhöht sich
das Bremsmoment. ACHTUNG! Die Einstellung muss für beide Federn
identisch sein.
DE

-- 14 --
C240Pg
8 FEHLERSUCHE
Folgende Kontrollmaßnahmen werden vor dem Heranziehen von speziell geschultem
Wartungspersonal empfohlen.
Fehlertyp
Maßnahme
Schweißstromquelle erzeugt
keinen Lichtbogen.
S Kontrollieren Sie, ob der Schalter für die Netzspannung
eingeschaltet ist.
S Prüfen Sie, ob Schweiß-- und Rückleiterkabel korrekt
angeschlossen sind.
S Vergewissern Sie sich, dass die korrekte Stromstärke
eingestellt ist.
Schweißstrom wird während
des Schweißens unterbrochen
S Kontrollieren Sie, ob die Thermostate aktiviert wurden.
(Orangefarbene Anzeigelampe an der Vorderseite der
Schweißstromquelle leuchtet.)
S Überprüfen Sie die Netzsicherungen.
Thermostate werden zu oft akti-
viert
S Kontrollieren Sie, ob der Staubfilter verschmutzt ist.
S Ermitteln Sie, ob die Nennwerte der Schweißstromquelle
überschritten werden (Überlastung der Schweißstromquelle).
Unbefriedigende Schweißergeb-
nisse
S Prüfen Sie, ob Schweiß-- und Rückleiterkabel korrekt
angeschlossen sind.
S Vergewissern Sie sich, dass die korrekte Stromstärke
eingestellt ist.
S Stellen Sie sicher, dass der korrekte Schweißdraht
verwendet wird.
S Überprüfen Sie die Netzsicherungen.
S Überprüfe, ob im Drahtvorschubgerät die entsprechenden
Rollen verwendet wurden und ob der entsprechende
Anpressdruck der Spannrollen vom Drahtvorschubgerät
eingestellt wurde.
9 ERSATZTEILBESTELLUNG
Origo
TM
Mig C240 PRO, Origo
TM
Mig C240s PRO ist lt. dem internationalen und euro-
päische Standards IEC/EN 60974--1 und EN 60974--10 konstruiert und überprüft. Es li-
egt in der Verantwortung der Abteilung, die Service-- und Reparaturarbeiten ausführt,
sich zu vergewissern, daß das Produkt nach der Arbeit von dem oben angegebenen
Standard nicht abweicht.
Ersatzteile bestellen Sie bei einem ESAB--Vertreter in Ihrer Nähe (siehe letzte Seite).
DE

Schaltplan
-- 15 --
dC240P
Origo
TM
Mig C240 PRO, 230/400--415V

-- 16 --
dC240P
Origo
TM
Mig C240s PRO, 230V

-- 17 --
dC240P
Origo
TM
Mig C240s PRO, 400--415V

Origo
T
M
Mig C240 PRO, Origo
T
M
Mig C240s PRO
Edition 061026
-- 18 --
oC240P
Valid for serial no. 627--XXX--XXXX
Ordering numbers
0349 304 657 Origo
TM
Mig C240 PRO 400--415V 3∼
∼∼
∼50/60Hz (welding gun PSF 250, 3m)
0349 304 658 Origo
TM
Mig C240 PRO 230V 3∼
∼∼
∼50/60Hz (welding gun PSF 250, 3m)
0349 304 659 Origo
TM
Mig C240s PRO 400--415V 3∼
∼∼
∼50/60Hz (welding gun PSF 250, 3m)
0349 304 660 Origo
TM
Mig C240s PRO 230V 3∼
∼∼
∼50/60Hz (welding gun PSF 250, 3m)
0349 305 983 Origo
TM
Mig C240 PRO 400--415V 3∼
∼∼
∼50/60Hz (welding gun PSF 250, 4,5m)
0349 305 984 Origo
TM
Mig C240 PRO 230V 3∼
∼∼
∼50/60Hz (welding gun PSF 250, 4,5m)
0349 305 985 Origo
TM
Mig C240s PRO 400--415V 3∼
∼∼
∼50/60Hz (welding gun PSF 250, 4,5m)
0349 305 986 Origo
TM
Mig C240s PRO 230V 3∼
∼∼
∼50/60Hz (welding gun PSF 250, 4,5m)

Origo
T
M
Mig C240 PRO, Origo
T
M
Mig C240s PRO
Edition 061026
-- 19 --
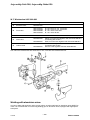
wC240P
W. F. Mechanism 0455 890 882
Item Denomination Ordering no. Notes
A Pressure roller 0455 907 001
B Feed roller
0367 556 001
0367 556 002
0367 556 006
0367 556 004
Ø 0.6--0.8mm Fe, Ss, cored wire.
Ø 0.8--1.0mm Fe, Ss, cored wire.
Ø 1.0--1.2mm cored wire.
Ø 1.0--1.2mm Al wire.
C Inlet nozzle 0466 074 001
D Insert tube
0455 894 001
0455 889 001
Plastic, must be used together with item 0455 885 001,
for welding with Al wire.
Steel, must be used together with item 0455 886 001.
E Outlet nozzle
0455 885 001
0455 886 001
Must be used together with item 0455 894 001,
for welding with Al wire.
Must be used together with item 0455 889 001.
The rollers are marked with wire dimension in mm, some are also marked with inch.
Welding with aluminium wires.
In order to weld with aluminium wires, proper rollers, nozzles and liners for aluminium wires MUST be
used. It is recommended to use 3m long welding gun for aluminium wires, equipped with appropriate
wear parts.

Origo
T
M
Mig C240 PRO, Origo
T
M
Mig C240s PRO
Edition 061026
Zubehör
-- 20 --
aC240P
Digital meter . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0349 302 598
Transformer kit for CO
2
heater . . . . . . . . . . . 0349 302 250
Filter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0349 302 599
Cable holder . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0349 303 362
Seite laden ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21





















ESAB Mig C240 PRO, Mig C240s PRO Benutzerhandbuch
- Typ
- Benutzerhandbuch
- Dieses Handbuch ist auch geeignet für
Verwandte Papiere
-
ESAB ESABMig C240 Benutzerhandbuch
-
ESAB Origo™Mag C140 Benutzerhandbuch
-
-
ESAB Mag C140 Benutzerhandbuch
-
ESAB Mig C170 3ph Benutzerhandbuch
-
ESAB Origo™ Arc 250 Benutzerhandbuch
-
ESAB MIG 325 Benutzerhandbuch
-
ESAB Mag C251 - Origo™ Mig C141 Benutzerhandbuch
-
-