ESAB A6S Arc Master/ A6S G Master/ A6S Compact 500 Benutzerhandbuch
- Typ
- Benutzerhandbuch

Valid for serial no. 935-xxx-xxxx0456 562 201 2009-11-09
A6S Arc Master
A6S G Master
A6S Compact 500
A6 SFE1/ A6 SFE2/ A6 SGE1/
A6 SFE1C
Betriebsanweisung

Änderungen vorbehalten.
DEUTSCH 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .


DEUTSCH
1 SICHERHEIT 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 EINLEITUNG 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1 Allgemein 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.2 Definitionen 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.3 Technische Daten 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.4 Schweißmethode 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.5 Ausrüstung 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 INSTALLATION 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 Allgemein 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2 Montierung 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.3 Anschlüsse 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 BETRIEB 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1 Allgemein 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.2 Inbetriebnahme 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.3 Umbau von A6 SFE1 (UP-Schweißen) für MIG/MAG-Schweißen 18. . . . . . . . . . . . . . . .
4.4 Umbau von A6 SFE1 / A6 SFE2 (UP-Schweißen) für Twinarc 18. . . . . . . . . . . . . . . . . . .
5 WARTUNG 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 Allgemein 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2 Täglich 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3 Regelmäßig 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 FEHLERSUCHE 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 ZUBEHÖR 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 ERSATZTEILBESTELLUNG 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
VERSCHLEISSTEILE 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
ERSATZTEILLISTE 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .

- 5 -
SafeArcS DE
1 SICHERHEIT
Der Anwender einer ESAB-Schweißausrüstung ist für die Sicherheitsmaß-
nahmen verantwortlich, die für das Personal gelten, das mit der Anlage oder
in deren Nähe arbeitet. Die Sicherheitsmaßnahmen sollen den
Anforderungen entsprechen, die an der Schweißausrüstung gestellt werden.
Der Inhalt dieser Empfehlung kann als eine Ergänzung der normalen
Vorschriften für den Arbeitsplatz betrachtet werden.
Die Bedienung muss gemäß der Anleitung von Personal ausgeführt werden,
das mit den Funktionen der Schweißausrüstung gut vertraut ist. Eine falsche
Bedienung kann eine Gefahrensituation herbeiführen, die Personen- und
Maschinenschäden verursachen kann.
1. Personal, das mit der Schweißausrüstung arbeitet, muss vertraut sein
mit:
der Bedienung
dem Standort des Notausschalters
der Funktionsweise
den geltenden Sicherheitsvorschriften
Schweißvorgängen
2. Der Bediener muss sicherstellen:
dass sich kein Unbefugter im Arbeitsbereich der Schweißausrüstung be-
findet, wenn diese eingeschaltet wird.
dass keine Person ungeschützt steht, wenn der Lichtbogen gezündet
wird.
3. Der Arbeitsplatz muss:
für den Zweck geeignet sein.
zugfrei sein.
4. Persönliche Schutzausrüstung
Immer die vorgeschriebene, persönliche Schutzausrüstung wie z.B.
Schutzbrille, feuersichere Arbeitskleidung, Schutzhandschuhe tragen.
Achtung! Tragen Sie beim Wechsel des Drahts keine Schutzhand-
schuhe.
Keine lose sitzenden Gegenstände wie Gürtel, Armbänder, Ringe usw.
tragen, die hängenbleiben oder Brandverletzungen verursachen kön-
nen.
5. Schutz gegen andere Gefahren
Staubpartikel einer gewissen Größe können für Menschen gefährlich
sein. Aus diesem Grund ist ein Entlüftungssystem und eine Absauge-
vorrichtung zu installieren, um diese Gefahr zu eliminieren.
6. Sonstiges
Kontrollieren, ob die angewiesenen Rückleiter gut angeschlossen sind.
Eingriffe in elektr. Geräte dürfen nur von einem Elektriker vorge-
nommen werden.
Erforderliche Feuerlöschausrüstung muss an einem gut sichtbaren Platz leicht
zugänglich sein.
Schmierung und Wartung der Schweißausrüstung darf nicht während des
Betriebs erfolgen.
DE

- 6 -
SafeArcS DE
WARNUNG, KLEMMGEFAHR!
Tragen Sie beim Wechsel des Drahts, der Vorschubwalzen und der
Drahtspule keine Schutzhandschuhe.
DE

- 7 -
SafeArcS DE
DE
BEIM LICHTBOGENSCHWEIßEN UND LICHTBOGENSCHNEIDEN KANN IHNEN
UND ANDEREN SCHADEN ZUGEFÜGT WERDEN. DESHALB MÜSSEN SIE BEI
DIESEN ARBEITEN BESONDERS VORSICHTIG SEIN. BEFOLGEN SIE DIE
SICHERHEITSVORSCHRIFTEN IHRES ARBEITGEBERS, DIE SICH AUF DEN
WARNUNGSTEXT DES HERSTELLERS BEZIEHEN.
ELEKTRISCHER SCHLAG - Kann den Tod bringen.
Die Schweißausrüstung gemäß örtlichen Standards installieren und erden.
Keine Stromführenden Teile oder Elektroden mit bloßen Händen oder mit nasser
Schutzausrüstung berühren.
Personen müssen sich selbst von Erde und Werkstück isolieren.
Der Arbeitsplatz muß sicher sein.
RAUCH UND GAS - Können Ihre Gesundheit gefährden.
Das Angesicht ist vom Schweißrauch wegzudrehen.
Ventilieren Sie und saugen Sie den Rauch aus dem Arbeitsbereich ab.
UV- UND IR-LICHT - Können Brandschäden an Augen und Haut verursachen
Augen und Körper schützen. Geeigneten Schutzhelm mit Filtereinsatz und
Schutzkleider tragen.
Übriges Personal in der Nähe, ist durch Schutzwände oder Vorhänge zu
schützen.
FEUERGEFAHR
Schweißfunken können ein Feuer entzünden. Daher ist dafür zu sorgen, daß sich
am Schweißarbeitsplatz keine brennbaren Gegenstände befinden.
GERÄUSCHE - Übermäßige Geräusche können Gehörschäden verursachen
Schützen Sie ihre Ohren. Benutzen Sie Kapselgehörschützer oder andere
Gehörschützer.
Warnen Sie Umstehende vor der Gefahr.
BEI STÖRUNGEN
Nur Fachleute mit der Behebung von Störungen beauftragen.
WARNUNG
LESEN SIE DIE BETRIEBSANWEISUNG VOR DER
INSTALLATION UND INBETRIEBNAHME DURCH.
SCHÜTZEN SIE SICH SELBST UND ANDERE!

- 8 -
hfb6d1ga
2 EINLEITUNG
2.1 Allgemein
Sämtliche in diese Betriebsanweisung aufgenommene Schweißautomaten sind zum
UP- bzw. MIG/MAG-Schweißen von Stumpf- und Kehlnähten vorgesehen.
Die ESAB Schweißköpfe sind aus Typ A6 S und sind zur Anwendung zusammen mit
Bedienungseinheit PEK und der ESAB Schweißstromquelle LAF oder TAF
vorgesehen.
Die Position des Schweißkopfs kann horizontal und vertikal mit den Linealschlitten
eingestellt werden. Die Winkelbewegung wird mit dem Winkelschlitten eingestellt.
2.2 Definitionen
!
" #
!
!
2.3 Technische Daten
!" !" ! !" !"#
$ $% $ $&' $ $&'
$! % &'' (
)'(
*''
&'''
+
&,''
##
+
&,''
##
+
)''
##
+
&,''
##
+
-
./ &/)##0/' 1/'##)/' 1/'##)/' '/*##2/, ## 0/'
3 &/)##0/' 1/'##0/' ## &/2##1/2 ##
24&/2##2/' 242/'##1/' 242/'##1/' ## ##
'/2##0/' + '/2##0/' + '/2##0/' + '/2##&, + '/2##0/' +
% % &/, 5 &/, 5 &/, 5 &/, 5 &/, 5
64 241' 241' 041' 1' 241'
7! 8!
9 ! 8#
:
&' &' &' ## &
; 9 8: ,' ,' &'' &, ,'
5/ 4 2, 2, 2, 2, 2,
"! <
9:
2&'
1''
2&'
1''
2&'
1''
2&'
1'' )'
7 ## ;!#
)* % )* % )* % *1 % )* %
*) Auch andere Längen können geliefert werden.
DE

- 9 -
hfb6d1ga
2.4 Schweißmethode
U-P-Schweißen
Beim UP-Schweißen wird der Schweißkopf A6 SF immer verwendet.
Der Schweißkopf ist in folgenden Ausführungen erhältlich:
UP Light duty
UP light duty mit einer Kontaktvorrichtung Ø 20 mm, die eine Belastung von bis
zu 800 A (100 %) bzw. 1000 A (60 %) aushält.
UP Heavy duty
UP heavy duty mit einer Kontaktvorrichtung Ø 35 mm, die eine Belastung von bis
zu 1500 A aushält.
Beide Ausführungen können mit Zuführungsrollen für das Einfach- oder Doppel-
drahtschweißen (twinarc) versehen werden. Für Rohrdraht gibt es spezielle geriefte
Zuführungsrollen, die eine sichere Drahtzufuhr gewährleisten, ohne daß dieser auf-
grund des hohen Zuführungsdruckes deformiert wird.
Für Arbeiten bei geringer Bewegungsfreiheit (weniger als 50 cm) gibt es einen be-
sonderen Schweißkopf A6 SFE1C.
Tandemschweißen (UP)
Für das Tandemschweißen wird stets der Schweißkopf A6 SFE2 verwendet, der an
2 St. Schweißstromquellen und 2 St. Bedienungseinheiten PEK angeschlossen wer-
den muß.
Der Tandemschweißkopf enthält 2 St. einfache Schweißköpfe (A6 SF) mit je einer
Kontaktdüse. Jede Kontaktdüse wird mit max. 1500 A belastet.
MIG/MAG-Schweißen
Beim MIG/MAG-Schweißen kommt immer der A6 SG Schweißkopf, der eine max.
Belastung von 600 A gestattet, zur Anwendung. Der Schweißkopf ist wassergekühlt,
und das Kühlwasser wird über Schläuche an die vorgesehenen Anschlüsse
angeschlossen.
DE

- 10 -
hfb6d1ga
2.5 Ausrüstung
Zu einem kompletten Schweißkopf gehören ein Zuführungsmotor (A6 VEC) für die
Zufuhr des Drahtes und eine Kontaktausrüstung, die den Draht mit Strom versieht
und guten Kontakt bietet.
Kontaktausrüstungen sind in mehreren verschiedenen Ausführungen erhältlich.
A6 SF wird für das UP-Schweißen verwendet.
A6 SG wird für das MIG/MAG-Schweißen verwendet.
Beispiel - A6 SFE1 and A6 SFE2
1 Richtrollenvorrichtung
2 Kontaktausrüstung, die aus Kontaktdüse,
Kontaktvorrichtung und Pulverrohr besteht
3 Winkelschlitten
4 Schlitten (mit Motor- oder Handantrieb)
5 Motor mit Getriebe (A6 VEC)
6 Drahttrommel
7 Pulverbehälter
(manchmal mit aufmontiertem Zyklon)
Beispiel - A6 SGE1
1 Richtrollenvorrichtung
2 Kontaktausrüstung, die aus Kontaktvorrichtung,
Gasdüse und Wasserschlauch besteht
3 Winkelschlitten
4 Schlitten (mit Motor- oder Handantrieb)
5 Motor mit Getriebe (A6 VEC)
6 Drahttrommel
7 Kleindrahtrichtwerk (Zubehör)
8 Drahtleiter
DE

- 11 -
hfb6d1ga
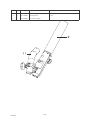
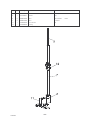
Beispiel für ein Gerät A6 SFE1C, das auf A6 Mastertrac aufgesetzt werden
kann
" =
7/ 7/ 7 8
& 9 6:
6 ; 9) .":
' 8! 9& :
Einschaltanweisungen für UP- bzw. MIG/MAG-Schweißen gehen aus dem
Systemschema auf Seite 12 hervor.
3 INSTALLATION
3.1 Allgemein
Die Installation darf nur von autorisiertem Personal durchgeführt werden.
WARNUNG
Bei rotierenden Teilen besteht Klemmgefahr,
deshalb ist besondere Vorsicht geboten.
3.2 Montierung
Die Schweißautomaten können einfach auf einen gleisgebundenen Wagen oder
einen Schweißautomatenträger mit 4 Schrauben (M10x40) angebracht werden.
3.3 Anschlüsse
1. Anschluß der Bedienungseinheit PEK an den Schweißautomaten wird gem. den
Einschaltanweisungen im Servicehandbuch für PE ausgeführt.
Für weitere Informationen, siehe die Betriebsanweisung für PEK,
0460 948 xxx, 0460 949 xxx, 0459 839 036.
DE

- 12 -
hfb6d1ga
2. Den A6 Schweißkopf wie folgt anschließen:
UNTERPULVER-SCHWEISSEN - UP
9>: ? 9*: %
8"7 92:
= 9&&: ? 9*: @ 9A:
9&': ? 9*: #
9&:
6 9&2: ? 9*: @ 9A:
GAS-LICHTBOGENSCHWEISSEN - MIG/MAG
9>: ? 9*: %
8"7 92:
= 9&&: ? 9*: @ 9A:
9&': ? 9*: #
9&:
; 9,: = 9): ; 9&1:
7! 91: 7 90:
9&:
6 9&2: ? 9*: @ 9A:
DE

- 13 -
hfb6d1ga
4 BETRIEB
4.1 Allgemein
Allgemeine Sicherheitsvorschriften für die Handhabung dieser Ausrüstung fin-
den Sie auf Seite 5. Die Vorschriften vor Anwendung der Ausrüstung bitte le-
sen!
4.2 Inbetriebnahme
Laden des Schweißdrahtes
Die Drahttrommel (1) von der Bremsnabe (2)
abmontieren und das Seitenteil (3) lösen.
Die Drahtspule auf die Drahttrommel (1) legen.
Die Bindedrähte um die Drahtspule
durchschneiden.
Das Seitenteil (3) montieren.
Die Drahttrommel (1) auf die Bremsnabe (2)
montieren. Darauf achten, daß der Mitnehmer (4) sich in der
richtigen Stellung befindet.
Achtung! Die max. Neigung der Drahtspule beträgt 25.
Bei zu starker Neigung kommt es zu Verschleißerscheinungen
am Sperrmechanismus der Bremsnabe, und die Drahtspule
gleitet von der Bremsnabe herunter.
WARNUNG
Um zu verhindern, daß die Drahttrommel von der Bremsnabe
abgleitet;
ist die Bremsnabe mit Hilfe des roten Drehgriffs zu sichern,
siehe Anleitung neben der Bremsnabe.
DE

- 14 -
hfb6d1ga
UP MIG/MAG
Kontrollieren, daß Zuführungsrolle (1) und Kontaktbacken bzw. Kontaktdüsen (3)
die richtige Größe für die gewählte Drahtabmessung haben.
Das Drahtende durch die Richtrollenvorrichtung (2) hindurchziehen. Bei einem
Draht von über 2 mm Durchmesser: 0,5 m des Drahtes strecken und von Hand
durch die Richtrollenvorrichtung hindurchführen.
Das Drahtende in die Nut der Zuführungsrolle (1) einlegen.
Den Drahtdruck gegen die Zuführungsrolle mit dem Rad (7) einstellen. Achtung!
Nur so hart spannen, bis eine sichere Zuführung gegeben ist.
Die Druckschraube (8) darf nicht abmontiert werden (gilt für UP Heavy duty).
Den Draht 30 mm unter der Kontaktbacken vorschieben, dazu auf dem
Bedienungskasten PEK drücken.
Den Draht durch Einstellen an Rad (6) ausrichten.
Bei dünnem Draht können spezielle Dünndrahtrichtvorrichtungen (4) für ein-
fachen oder doppelten Draht verwendet werden.
Dafür sorgen, daß die Richtwirkung richtig eingestellt ist, so daß der Draht gera-
de aus den Kontaktbacken bzw. der Kontaktdüse austritt.
Immer ein Führungsrohr (5) für die sichere Zuführung von dünnem Draht
(1,6-2,5 mm) verwenden.
Beim MIG/MAG-Schweißen mit einer Drahtabmessung < 1,6 mm eine Führungs-
spirale verwenden, die in das Führungsrohr (5) eingesetzt wird.
DE

- 15 -
hfb6d1ga
Auswechseln der Zuführungsrolle
Einfachdraht
=! 91: 90:
B 92:
$ 9&: =
C #
Doppeldraht (Twin arc)
$ 9&: 5 @
"
# ( ) 9,: !
"
@
9%##5 '&0) 2,1 ''&:
Rohrdraht (für geriefte Rollen)
$ 9&: 9,: C
)3 @
9%##5 '2&2 A'& &'&:
90: ! / =
Kontaktausrüstungen für das UP-Schweißen.
Für Einfachdraht 3,0-4,0 mm. Light duty (D20)
Richtrollenvorrichtung (3), Kontaktvorrichtung (1) D20 mit
Kontaktdüse (2) (M12-Gewinde) verwenden.
7 92: #
/ 7 !
Für Einfachdraht 1,6-2,5 mm UP. Light duty (D20)
Richtrollenvorrichtung (3), Kontaktvorrichtung (1) D20 mit Kon-
taktdüse (2) (M12-Gewinde) und separater Dünndrahtricht-
vorrichtung (4) mit Führungsrohr (6) verwenden.
7 9>: 3 9):
6&2##% = 91: #
3 9): 7 92:
" D! 3 /
$ 9,:
90:
7 = 91:
DE

- 16 -
hfb6d1ga
Für Einfachdraht 3,0-6,0 mm. Heavy duty (D35)
Richtrollenvorrichtung (3), Kontaktvorrichtung (1) D35 mit
Kontaktbacken (2) verwenden.
7 6,###
7 9:
7 B ! #
7 9: 9*:
/
7 7 !#
Für Rohrdraht 1,6 mm-4,0 mm (D20 und D35) (Zubehör)
Wenn Kontaktbacken (D35) verwendet werden, muß der Druck über den Kon-
taktbacken durch Anziehen mit mäßiger Kraft eingestellt werden, damit der
Rohrdraht nicht deformiert wird. Dafür sorgen, daß ein guter Kontaktübergang
zum Rohrdraht gegeben ist.
Einstellung des Drahtes beim Tandemschweißen
/ !
/
8
Für Doppeldraht 2 x 2,0-3,0 Heavy Twin (D35) (Zubehör)
Richtrollenvorrichtung (3), Kontaktvorrichtung (1) D35 mit
Kontaktbacken (2) verwenden.
7 6,###
7 9:
7 B ! #
7 9: 9*:
/
7 7
!
DE

- 17 -
hfb6d1ga
Für Doppeldraht 2 x 1,2-2,0 mm, Light Twin (D35) (Zubehör)
Richtrollenvorrichtung (3), Kontaktvorrichtung (1) D35 mit
Twinadapter (9) und 2 St. Kontaktdüsen (2) (M6-Gewinde)
sowie eine separate Dünndrahtrichtvorrichtung (4) mit zwei
Führungsrohren (6) verwenden. Für Doppeldraht < 1,6 mm
wird je eine Führungsspirale verwendet, die in das jeweilige
Führungsrohr eingesetzt wird.
9A: 6)##7 6,###
7 9&:
7 9>: 3 9):
6&2##% ##= 91:
3
9A: 7 92:
7 92: #
/ 7 !
" D! 3 9): /
$ 9,:
!*++ * $* ,
Für ein optimales Schweißergebnis die Drähte in der Naht durch Drehen
der Kontaktvorrichtung einstellen. Die beiden Drähte können so gedreht
werden, daß sie hintereinander in einer Linie mit der Naht oder in
beliebiger Stellung bis zu einem Winkel von 90 quer zur Naht
angeordnet sind, d. h., daß sich auf jeder Seite der Naht jeweils ein
Draht befindet.
Kontaktausrüstungen für das MIG/MAG-Schweißen
Für Einfachdraht 1,6-2,5 mm (D35)
Richtrollenvorrichtung (3), Kontaktvorrichtung (1) D35
mit Kontaktdüse (2) (M10-Gewinde) verwenden.
7 92: #
/ 7 !
7 9>: 3 9):
6&2##% ##= 91:
3 9): 7#
92:
" D! 3 9): /
$ 9,:
DE

- 18 -
hfb6d1ga
Für Einfachdraht < 1,6 mm (D35)
Richtrollenvorrichtung (3), Kontaktvorrichtung (1) D35 mit
Kontaktdüse (2) (M12-Gewinde), Dünndrahtrichtvorrichtung
(4) mit Führungsrohr (6) und einer Führungsspirale verwen-
den, die in das Führungsrohr (6) eingesetzt wird.
7 9>: 3 9):
6&2##% ##= 91:
3 9): 7#
92:
" D! 3 /
$ 9,:
90:
7 = 91:
Kühlwasser und Gas anschließen (MIG/MAG-Schweißen).
Einfüllen von Schweißpulver (UP-Schweißen)
Das Pulverventil am Pulverbehälter schließen.
Evtl. den Zyklon des Pulversaugers lösen.
Schweißpulver einfüllen.
Achtung! Das Schweißpulver muß trocken sein.
Das Pulverrohr so anbringen, daß es nicht knickt.
Die Höhe der Pulverdüse über der Schweißung so justieren, daß eine geeignete
Pulvermenge erzielt wird.
Die Pulverdecke muß so hoch sein, daß ein Durchschlag des Lichtbogens nicht
auftreten kann.
4.3 Umbau von A6 SFE1 (UP-Schweißen) für MIG/MAG-Schweißen
Den Umbausatz gemäß beiliegender Betriebsanweisung montieren.
4.4 Umbau von A6 SFE1 / A6 SFE2 (UP-Schweißen) für Twinarc
Den Umbausatz gemäß beiliegender Betriebsanweisung montieren.
DE

- 19 -
hfb6d1ga
5 WARTUNG
5.1 Allgemein
ACHTUNG! Vor Wartung aller Art kontrollieren, daß die Netzspannung
ausgeschaltet ist.
Für Wartung der Bedienungseinheit PEK, siehe Betriebsanweisung,
0460 948 xxx, 0460 949 xxx, 0459 839 036.
5.2 Täglich
Die beweglichen Teile des Schweißautomaten von Schweißpulver und Staub
freihalten.
Kontrollieren, ob die Kontaktdüse und sämtliche elektr. Leitungen angeschlossen
sind.
Kontrollieren, ob alle Schraubenverbände festgezogen sind und die Steuerung
der Antriebsrollen nicht verschlissen oder beschädigt ist.
Bremsmoment der Bremsnabe kontrollieren. Es darf nicht so klein sein, daß die
Drahttrommel beim Stoppen des Drahtvorschubs weiter rotiert, und nicht so
groß, daß die Vorschubrollen rutschen. Der Richtwert für das Bremsmoment
einer 30 kg Drahttrommel beträgt 1,5 Nm.
Einstellung des Bremsmoments:
92:
"
3 5
3 9&:
E %
; %
#( ) 3 !
5.3 Regelmäßig
Die Kohlebürsten des Drahtvorschubmotors alle 3 Monate überprüfen und wenn
sie bis auf 6 mm abgenutzt sind austauschen.
Die Schlitten überprüfen und schmieren, wenn sie schwer laufen.
Drahtfürhung, Antriebsrollen und Kontaktdüse der Drahtvorschubeinheit
überprüfen. Verschlissene oder beschädigte Teile austauschen (Siehe
Verschleißteile auf Seite 25).
DE

- 20 -
hfb6d1ga
6 FEHLERSUCHE
*-* % % 8"7/
0460 948 xxx, 0460 949 xxx, 0459 839 036
% 6 ; ) ."/
% 0443 393 xxx
. //++ /, ? 5 #
! 1 8 98
%:
!
%
5 / =##
MÖGLICHE FEHLER
"01/ Strom- und Spannungswert zeigen erhebliche Abweichungen auf
der Ziffernanzeige.
* "0" Kontaktbacke bzw. Kontaktdüse sind verschlissen oder haben
falsche Größe.
Kontaktbacken bzw. Kontaktdüsen auswechseln.
* "0 Druck der Drahtvorschubrollen ist unzureichend.
Druck der Drahtvorschubrollen erhöhen.
0/ Elektrodenvorschub ist ungleichmäßig.
* 0" Druck der Drahtvorschubrollen ist falsch eingestellt.
Druck der Vorschubrollen ändern.
* 0 Falsche Größe der Vorschubrollen.
Vorschubrollen auswechseln.
* 0& Rillen der Vorschubrollen verschlissen.
Vorschubrollen auswechseln.
&01/ Schweißleitungen werden überhitzt.
* &0" Schlechte elektrische Anschlüsse.
Alle elektr. Anschlüsse reinigen und festziehen.
* &0 Schweißleitungen sind unterdimensioniert.
Größere Leitung oder parallele Leitungen verwenden.
DE
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60




























































ESAB A6S Arc Master/ A6S G Master/ A6S Compact 500 Benutzerhandbuch
- Typ
- Benutzerhandbuch
Verwandte Artikel
-
ESAB A6 SFE1 / SFE2 / SGE1 / SFE1C Benutzerhandbuch
-
-
ESAB A2 TFF1 / A2 TGF1 Benutzerhandbuch
-
ESAB A6 Tandem Mastertrac Benutzerhandbuch
-
ESAB A6 Mastertrac Benutzerhandbuch
-
ESAB A6 Mastertrac Tandem Benutzerhandbuch
-
-
-
-