ESAB A6 Tandem Mastertrac Benutzerhandbuch
- Typ
- Benutzerhandbuch

Valid for serial no. 425--xxx--xxxx0449 468 001 2005--03--30
A6 Mastertrac
(Tandem)
A6 TFE2
101103105107109111102021110025108024042106023061104022041100020040060001
Bruksanvisning
Brugsanvisning
Bruksanvisning
Käyttöohjeet
Instruction manual
Betriebsanweisung
Manuel d’instructions
Gebruiksaanwijzing
Instrucciones de uso
Istruzioni per l’uso
Manual de instruções
Ïäçãßåò ÷ñÞóåùò

-- 2 --
Rätt till ändring av specifikationer utan avisering förbehålles.
Ret til ændring af specifikationer uden varsel forbeholdes.
Rett til å endre spesifikasjoner uten varsel forbeholdes.
Oikeudet muutoksiin pidätetään.
Rights reserved to alter specifications without notice.
Änderungen vorbehalten.
Sous réserve de modifications sans avis préalable.
Recht op wijzigingen zonder voorafgaande mededeling voorbehouden.
Reservado el derecho de cambiar las especificaciones sin previo aviso.
Specifiche senza preavviso.
Reservamo--nos o direito de alterar as especificações sem aviso prévio.
Äéáôçñåßôáé ôï äéêáßùìá ôñïðïðïßçóçò ðñïäéáãñáöþí ×ùñßò ðñïåéäïðïßçóç.
SVENSKA 5..............................................
DANSK 20................................................
NORSK 35................................................
SUOMI 50................................................
ENGLISH 65..............................................
DEUTSCH 80.............................................
FRANÇAIS 95.............................................
NEDERLANDS 110.........................................
ESPAÑOL 125..............................................
ITALIANO 140..............................................
PORTUGUÊS 155..........................................
ÅËËÇÍÉÊÁ 170.............................................

3
FÖRSÄKRAN OM ÖVERENSSTÄMMELSE
Esab Welding Equipment AB, 695 81 Laxå, Sweden, försäkrar under eget ansvar att
svetsautomat A6 T F E1/TF E2/TGE1 från serienummer 725 är i överensstämmelse
med standard EN 60292 enligt villkoren i direktiv 89/392/EEG med tillägg.
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
OVERENSSTEMMELSEERKLÆRING
Esab Welding Equipment AB, 695 81 Laxå, Sweden garanterer under eget ansvar,
at svejseautomat A6 TF E1/TFE2/TGE1 fra serienummer 725 er i overensstemmelse
med standard EN 60292 ifø lge betingelserne i direktiv 89/392/EEC med tillægg.
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
FORSIKRING OM OVERENSSTEMMELSE
Esab Welding Equipment AB, 695 81 Laxå, Sweden, forsikrer på eget ansvar at
sveiseautomat A6 TFE1/TFE2/TGE1 med serienummer 725 er i samsvar med stan-
dard EN 60292 i overensstemmelse med bestemmelsene i direktiv 89/392/EØF med
tillegg.
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
VAATIMUSTENMUKAISUUSVAKUUTUS
Esab Welding Equipment AB, 695 81 Laxå, Sweden, vakuuttaa omalla vastuullaan,
että hitsausautomaatti A6 TFE1/TFE2/TGE1 sarjanumerosta 725 täyttää standardin
EN 60292 vaatimukset direktiivin 89/392/EEC ja sen lisäyksen mukaisesti.
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
DECLARATION OF CONFORMITY
Esab Welding Equipment AB, 695 81 Laxå, Sweden, gives its unreserved guarantee
that automatic welding machine A6 TFE1/TFE2/TGE1 from serial number 725 com-
plies with standard EN 60292, in accordance with the requirements of directive
89/392/EEA and addendum.
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
KONFORMITÄTSERKLÄRUNG
Esab Welding Equipment AB, 695 81 Laxå Sweden, versichert hiermit auf eigene
Verantwortung, daß der Schweißautomat A6 TF E1/TFE2/TGE1 ab Serien--Nr 725
mit der norm EN 60292 gemäß den Bedingungen der Richtlinien 89/392/EWG mit
der Ergänzung in Übereinstimmung steht.
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
CERTIFICAT DE CONFORMITÉ
Esab Welding Equipment AB, 695 81 Laxå Sweden, certifie sous sa propre respon -
sabilité que la appareil d e soudage automatique A6 TF E1/TF E2/TGE1 à par tir du
numéro de serié 725 répond aux normes de qualité EN 60292 conformément aux
directives 89/392/EEC avec annexe.
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
OVEREENKOMSTIGHEIDSVERKLARING
Esab Welding Equipment AB, 695 81 Laxå Sweden, verklaart op eigen verantwoor-
delijkheid dat lasautomaat A6 TFE1/TFE2/TGE1 van serienum m er 725 overeenkomt
met norm EN 60292 volgens r ichtlijn 89/392/EEG van de Raad me t toevoeging.
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
DECLARACIÓN DE CONFORMIDAD
Esab Welding Equipment AB, 695 81 Laxå, Sweden, declara, asumiendo toda res -
ponsabilidad, que la equipo par a soldadura automática A6 T FE1/TFE2/TGE1 desde
el número de serie 725 está fabricada de conformidad con la normativa EN 60292
según los requisitos de la directiva 89/392/EEC con el suplemento.
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------

4
DICHIARAZIONE DI CONFORMITA
Esab Welding Equipment AB, 695 81 Laxå Sweden, dichiara sotto la propria respon-
sabilità che la saldatrice automatica A6 TFE1/TFE2/TGE1 dal numero di serie 725 è
conforme alla norma EN 60292 ai sensi dei requisiti previsti dalla direttiva
89/392/CEE e successive integrazioni nella direttiva.
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
DECLARAÇÃO DE CONFORMIDADE
Esab Welding Equipment AB, 695 81 Laxå Sweden, certifica, sob a sua própria res -
ponsabilidade que, a equipamento automático para soldadura A6 T FE1/TFE2/TGE1
desde número de série 725 está em conformidade com a norma EN 60292, segun-
do os requisitos constantes na directiva 89/392/EEC e com o suplemento.
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
ÂÅÂÁÉÙÓÇ ÓØÌÖÙÍÉÁÓ
Ç E sab Welding Equipment AB, 695 81 Laxå Sweden, âåâáéþíåé ìå äéêÞ ôçò åõèýíç
oôé ç áõôüìáôò óõãêïëëçôÞò A6 TFE1/TFE2/TGE1 áðü ôïí áñéèìü óåéñÜò 725
âñßóêåôáé óå óõìöùíßá ìå ôï óôáíôáñô ÅÍ 60292 óýìöùíá ìå ôïõ üñïõò ôçò
ïäçãßáò 89/392/ÅÅC êáé ôçí ðñïóèÞêç.
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
Paul Karlsson
Managing Director
Esab Welding Equipment AB
695 81 LAXÅ
SWEDEN Tel: + 46 584 81176 Fax: + 46 584 12336
Laxå 97--04--15

DEUTSCH
TOCg
-- 8 0 --
1 SICHERHEIT 81.......................................................
2 EINFÜHRUNG 83.....................................................
2.1 Allgemeines 83..............................................................
2.2 Schweißmethode 83..........................................................
2.3 Horizontalschweißen bzw. Schweißen auf einer schiefen Ebene 83.................
2.4 Technische Daten 84.........................................................
2.5 Hauptbauteile 84.............................................................
2.6 Beschreibung der Hauptbauteile 85.............................................
3 INSTALLATION 86....................................................
3.1 Allgemeines 86..............................................................
3.2 Montierung 86...............................................................
3.3 Einstellung des Bremsnabe 86.................................................
3.4 Anschlüsse 87...............................................................
4 BETRIEB 88..........................................................
4.1 Allgemeines 88..............................................................
4.2 Laden des Schweißdrahts 89..................................................
4.3 Auswechseln der V orschubrolle 90.............................................
4.4 Kontaktausrüstungen für das U--P--Schweißen 91................................
4.5 Einfüllen von Schweißpulver (UP--Schweißen) 92.................................
4.6 Umbau von A6 TFE2 (U--P--Schweißen) für T winarc 92............................
5 WARTUNG 93........................................................
5.1 Allgemein 93................................................................
5.2 Täglich 93...................................................................
5.3 Regelmäßig 93..............................................................
6 FEHLERSUCHE 94....................................................
6.1 Allgemein 94................................................................
6.2 Mögliche fehler 94............................................................
7 ERSATZTEILBESTELLUNG 94.........................................
VERSCHLEISSTEILE 186.............................................
ERSATZTEILLISTE 187.................................................

-- 8 1 --
ffc1safG
1 SICHERHEIT
Der Anwender einer ESAB--Schweißausrüstung ist für die Sicherheitsmaßnahmen verant-
wortlich, die für das Personal gelten, das mit der Anlage oder in deren Nähe arbeitet. Die Si-
cherheitsmaßnahmen sollen den Anforderungen entsprechen, die an der Schweißausrüstung
gestellt werden. Der Inhalt dieser Empfehlung kann als eine Ergänzung der normalen Vor-
schriften für den Arbeitsplatz betrachtet werden.
Die Bedienung muss gemäß der Anleitung von Personal ausgeführt werden, das mit den
Funktionen der Schweißausrüstung gut vertraut ist. Eine falsche Bedienung kann eine Ge-
fahrensituation herbeiführen, die Personen-- und Maschinenschäden verursachen kann.
1. Personal, das mit der Schweißausrüstung arbeitet, muss vertraut sein mit:
S der Bedienung
S dem Standort des Notausschalters
S der Funktionsweise
S den geltenden Sicherheitsvorschriften
S Schweißvorgängen
2. Der Bediener muss sicherstellen:
S dass sich kein Unbefugter im Arbeitsbereich der Schweißausrüstung befindet, wenn die-
se eingeschaltet wird.
S dass keine Person ungeschützt steht, wenn der Lichtbogen gezündet wird.
3. Der Arbeitsplatz muss:
S für den Zweck geeignet sein.
S zugfrei sein.
4. Persönliche Schutzausrüstung
S Immer die vorgeschriebene, persönliche Schutzausrüstung wie z.B. Schutzbrille, feuer-
sichere Arbeitskleidung, Schutzhandschuhe tragen.
S Keine lose sitzenden Gegenstände wie Gürtel, Armbänder , Ringe usw. tragen, die
hängenbleiben oder Brandverletzungen verursachen können.
5. Sonstiges
S Kontrollieren, ob die angewiesenen Rückleiter gut angeschlossen sind.
S Eingriffe in elektr. Geräte dürfen nur von einem Elektriker vorgenommen werden.
S Erforderliche Feuerlöschausrüstung muss an einem gut sichtbaren Platz leicht zugänglich
sein.
S Schmierung und W artung der Schweißausrüstung darf nicht während des Betriebs erfolgen.
Schweißen auf einer schiefen Ebene, in der Fahrrichtung oder seitwärts
Folgendes berücksichtigen:
S daß die Freilaufkupplung des Getriebes verriegelt sein muß.
S daß, wenn der Operateur die Schweißmaschine verläßt, die Maschine mit Klötzen vor den
Rädern geparkt werden muß, damit keine Gefahr besteht, daß sich die Maschine unabsichtlich in
Bewegung setzt.
S daß es vor dem Schweißen sichergestellt werden muß, daß die Maschine nicht instabil ist.
S daß die Placierung des Schweißkopfs und der Drahttrommel den Schwerpunkt der
Schweißmaschine beeinflußt.
Die Schweißmaschine wird instabil, wenn der Schwerpunkt zu hoch liegt.
S daß der Verbrauch von Draht und Schweißpulver dazu führt, daß die Gewichtsverteilung während
der Schweißung verschoben wird.
DE

-- 8 2 --
ffc1safG
WARNUNG
LESEN SIE DIE BETRIEBSANWEISUNG VOR DER INSTALLATION UND INBETRIEBNAHME DURCH.
BEIM LICHTBOGENSCHWEISSEN UND LICHTBOGENSCHNEIDEN KANN IHNEN UND ANDE-
REN SCHADEN ZUGEFÜGT WERDEN. DESHALB MÜSSEN SIE BEI DIESEN ARBEITEN BESON -
DERS VORSICHTIG SEIN. BEFOLGEN SIE DIE SICHERHEITSVORSCHRIFTEN IHRES ARBEIT-
GE--BERS, DIE SICH AUF DEN WARNUNGSTEXT DES HERSTELLERS BEZIEHEN.
ELEKTRISCHER SCHLAG -- Es besteht Lebensgefahr.
S Die Schweißausrüstung gemäß örtlichen Standards installieren und erden.
S Keine stromführenden Teile oder Elektroden mit bloßen Händen oder mit nasser Schutzaus--
rüstung berühren.
S Personen müssen sich selbst von Erde und Werkstück isolieren.
S Der Arbeitsplatz muss sicher sein.
RAUCH UND GAS -- Können Ihre Gesundheit gefährden.
S Das Gesicht ist vom Schweißrauch abzuwenden.
S Ventilieren Sie und saugen Sie den Rauch aus dem Arbeitsbereich ab.
UV-- UND IR--LICHT -- Können Brandschäden an Augen und Haut verursachen.
S Augen und Körper schützen. Geeigneten Schutzhelm mit Filtereinsatz und Schutzkleider tragen.
S Übriges Personal in der Nähe ist durch Schutzwände oder Vorhänge zu schützen.
FEUERGEFAHR
S Schweißfunken können ein Feuer entzünden. Daher ist dafür zu sorgen, dass sich am Schweiß-
arbeitsplatz keine brennbaren Gegenstände befinden.
GERÄUSCHE -- Übermäßige Geräusche können Gehörschäden verursachen.
S Schützen Sie ihre Ohren. Benutzen Sie einen Kapselgehörschutz oder einen anderen Gehör-
schutz.
S Warnen Sie Umstehende vor der Gefahr.
BEI STÖRUNGEN -- Nur Fachpersonal mit der Behebung von Störungen beauftragen.
SCHÜTZEN SIE SICH SELBST UND ANDERE!
DE

-- 8 3 --
ffb9d1ga
2 EINFÜHRUNG
2.1 Allgemeines
Der Schweißautomat A6 TFE2 mit zwei Schweißköpfen ist auf einem Traktorwagen
montiert und für das U--P --Schweißen von Stumpfnähten vorgesehen.
Alle übrige Verwendung ist verboten.
Die Position des Schweißkopfes kann in horizontaler und vertikaler Richtung mit den
Linealschlitten eingestellt werden.
Die Winkelbewegung wird m it dem Winkelschlitten eingestellt.
Die Schweißautomaten sind zur Anwendung zusammen m it Bedienungseinheit
A2--A6 Process Controller (PEH) und der ESAB Schweißstromquelle LAF oder TAF
vorgesehen.
2.2 Schweißmethode
U--P--Schweißen
Die Schweißraupe wird beim Schweißen durch eine Decke von Schweißpulver
geschützt.
S UP Heavy dut y
UP heavy duty mit einer Kontaktvorrichtung Ø 35 mm, die eine Belastung von bis
zu 1500 A aushält.
Diese Ausführungen können mit Zuführungsrollen für das Einfach-- oder
Doppeldrahtschweißen (twinarc) versehen werden. Für Rohrdraht gibt es
spezielle geriefte Zuführungsrollen, die eine sichere Drahtzufuhr gewährleisten,
ohne daß dieser aufgrund des hohen Zuführungsdruckes deformiert wird.
S Tandemschweißen
Für das Tandemschweißen wird stets der Schweißkopf A6 TFE2 verwendet, der
an 2 St. Schweißstromquellen und 2 St. Bedienungseinheiten A2--A6 Process
Controller angeschlossen werden muß.
Der Tandemschweißkopf enthält 2 St. einfache Schweißköpfe (A6 SF) mit je
einer Kontaktdüse. Jede Kontaktdüse wird mit max. 1500 A belastet.
2.3 Horizontalschweißen bzw. Schweißen auf einer schiefen
Ebene
Die automatischen Schweißmaschinen sind in der ersten Linie zum Horizontal-
schweißen vorgesehen.
A6 TFE2 ist nicht zum Schweißen auf geneigten Flächen zu verwenden.
Den Abschnitt ”Schweißen auf einer schiefen Ebene, in der Fahrrichtung oder
seitwärts” auf Seite 81 lesen.
DE

-- 8 4 --
ffb9d1ga
2.4 Technische Daten
A6 TFE2
Anschlußspannung 42 V AC
Zulässige Belastung 100 % 1500 A DC/AC
Elektrodenabmessungen:
massiver Einfachdraht 3,0--6,0 mm
Rohrdraht 3,0--4,0 mm
Doppeldraht 2x2,0--3,0 mm
Elektrodenzuführgeschwindigkeit, max. 4m/min
Bremsmoment der Bremsnabe 1,5 Nm
Fahrgeschwindigkeit 0,1--2,0 m/min
Elektrodengewicht, max. 2x15kg
Volumen des Pulverbehälters
(Darf nicht mit vorgewärmtem Pulver gefüllt werden)
10 l
Gewicht (ohne Elektroden und Pulver) 158 kg
Ständiger, A--gewichteter Schalldruckpegel 68 dB
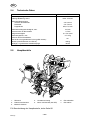
2.5 Hauptbauteile
1. Fahrwerk
2. Drahtvorschubeinheit
3. Manuell Schlitten
4. Kontaktvorrichtung
5. Motor mit Getriebe (A6 VEC)
6. Pulverbehälter
7. Pulverdüse
Für Beschreibung der Hauptbauteile, siehe Seite 85.
DE

-- 8 5 --
ffb9d1ga
2.6 Beschreibung der Hauptbauteile
2.6.1 Fahrwerk
Das Fahrwerk ist mit Vierradantrieb versehen, und
kann via Sicherungshebel (1) angeschlossen werden.
2.6.2 Drahtvorschubeinheit
Die Drahtvorschubeinheit ist zum Vorschub des Schweißdrahts durch
Kontaktvorrichtung vorgesehen.
2.6.3 Manuelles Schlittenp aket
Die horizontale bzw. vertikale Position des Schweißkops ist mit Hilfe der
Linearschlitten einzustellen. Die Winkelbewegung ist mit dem Rundschieber frei
einstellbar.
2.6.4 Kontaktvorrichtung
Bringen Kontakt mit dem Schweißdraht für Stromübertragung beim Schweißen
zustande.
2.6.5 Motor mit Getriebe (A6 VEC)
Der motor ist zum Vorschub des Drahts vorgesehen.
Weitere Informationen zur A6 VEC entnehmen Sie dem
Betriebsanweisung 0443 393 xxx.
2.6.6 Pulverbehälter/ Pulverrohr/ Pulverdüse
Das Schweißpulver ist in den Pulverbehälter einzufüllen. Vom Behälter wird das
Pulver über das Pulverrohr und Pulverdüse an das Werkstück weitergeführt.
Die Pulvermenge wird mit dem Ventil am Pulverbehälter geregelt.
Siehe “Einfüllen von Schweißpulver” auf seite 92.
DE

-- 8 6 --
ffb9i1ga
3 INSTALLATION
3.1 Allgemeines
Die Installation ist von einem Fachmann auszuführen.
WARNUNG
Bei rotierenden Teilen besteht Klemmgefahr,
deshalb ist besondere Vorsicht geboten.
3.2 Montierung
3.2.1 Drahttrommel (Zubehör)
Die Drahttrommel (1) auf die Bremsnabe ( 2) montieren.
S Achtung! Der Mitbringer (3) zeigt nach oben.
Achtung! Max. Neigung der Drahtspule beträgt 25°.
Bei zu starker Neigung kommt es zu Verschleißerschei-
nungen am Sperrmechanismus der Bremsnabe, und die
Drahtspule gleitet von der Bremsnabe herunter.
WARNUNG
Um zu verhindern, daß die Drahttrommel von der Bremsnabe
abgleitet;
S
ist die Bremsnabe mit Hilfe des roten Dr ehgr iffs zu sichern,
siehe Anleitung neben der Bremsnabe.
3.3 Einstellung des Bremsnabe
Die Nabe ist bei Lieferung korrekt eingestellt. Falls eine
Nachjustierung erforderlich ist, führen Sie folgende
Schritte aus. Justieren Sie die Bremsnabe so, dass
der Draht bei Ende des Vorschubs ein wenig
durchhängt.
S Einstellung des Bremsmoments
S Bringen Sie den roten Schalter in
Verriegelungsposition.
S Führen Sie einen Schraubendreher in die Federn an der Nabe.
Durch Drehen der Federn im Uhrzeigersinn verringert sich das Bremsmoment.
Durch Drehen der Federn im entgegengesetzten Uhrzeigersinn erhöht sich das
Bremsmoment.
ACHTUNG! Die Einstellung muss für beide Federn identisch sein.
DE

-- 8 7 --
ffb9i1ga
3.4 Anschlüsse
3.4.1 Allgemein
S A2--A6 Process Controller (PEH) soll von einem Fachmann angeschlossen
werden.
S Für Anschluß von A6 GMD, siehe die Betriebsanweisung 0443 403 xxx.
S Für Anschluß von A6 PAK, siehe die Betriebsanweisung 0443 405 xxx.
3.4.2 Unterpulver--Schweissen (UP)
1. Steuerkabel (7) zwischen Stromquelle (8) und Bedieneinheit
A2--A6 Process Controller (PEH)(2) anschließen.
2. Rückleiter (11) zwischen Schweißstromquelle (8) Werkstück (9) anschließen.
3. Schweißkabel (10) zwischen Schweißstromquelle (8) und Schweißautomaten (1 )
anschließen.
4. Meßleitung ( 12) zwischen Schweißstromquelle ( 8) und Werkstück
anschließen ( 9).
DE

-- 8 8 --
ffb9o1ga
4BETRIEB
4.1 Allgemeines
Vorsicht!
Haben Sie die Sicherheitsanweisungen gelesen und verstanden?
Vorher darf die Maschine nicht in Gebrauch genommen werden!
Allgemeine Sicherheitsvorschriften für die Handhabung dieser Ausrüstung fin-
den Sie auf Seite 81. Die Vorschriften vor Anwendung der Ausrüstung bitte le-
sen!
S Drahttyp und Schweißpulver oder Schutzgas so wählen, daß das
Eigenschweißgut im Hinblick auf die Analyse im großen und ganzen mit dem
Grundwerkstoff übereinstimmt. Drahtabmessung und Schweißdaten gemäß den
empfohlenen Werten der Lieferfirma des Z usatzwerkstoffes wählen.
S Eine sorgfältige Vorbereitung der Schweißnaht ist notwendig für ein gutes
Schweißergebnis.
ACHTUNG! Variierende Spaltöffnungen in der Schweißnaht dürfen nicht
vorkommen.
S Um die Gefahr von Heißrissen zu vermeiden, muß die Breite der Schweißung
größer als die Eindringtiefe sein.
S Immer ein Probestück mit demselben Nahttyp und derselben Blechdicke wie das
Produktionswerkstück schweißen.
S Zur Bedienung und Einstellung des Schweißautomaten und der Schweißstrom-
quelle siehe die Gebrauchsanweisung für den A2-A6 Process Controller (PEH).
S Der Traktor kann nach Auskuppeln mit dem Auskuppelhebel von Hand bewegt
werden, siehe Bild auf Seite 85.
S Zum Auswechseln von Verschleißteilen siehe Tabelle auf Seite 186.
DE

-- 8 9 --
ffb9o1ga
4.2 Laden des Schweißdrahts
1. Die Drahttrommel gemäß den Anweisungen auf Seite 86 anbringen.
2. Kontrollieren, daß Vorschubrolle (1) und Kontaktbacken bzw. Kontaktdüsen (3)
die r ichtige Größe für die gewählte Drahtabmessung haben.
3. Für A6 TF (Twin):
S Schweißdraht in die Drahtführung (8) vorschieben.
4. Beim Schweißen mit Kleindraht:
S Schweißdraht in das Kleindraht --Richtwerk (6) vorschieben.
Sicherstellen, daß der Richteffekt korrekt eingestellt ist, damit der Draht aus
den Kontaktbacken bzw. der Kontaktdüse (3) gerade herauskommt.
5. Das Drahtende durch das Drahtvorschubeinheit ( 2) führen.
S Bei Drähten über 2 mm Durchmesser: 0,5 m des Drahtes ausrichten und von
Hand durch das Drahtvorschubeinheit führen.
6. Das Drahtende in die Nut der Vorschubrolle (1) einlegen.
7. Den Drahtdruck gegen die Vorschubrolle mit dem Rad (4 ) einstellen.
S Achtung! Nur so hart spannen, bis eine sichere Zuführung gegeben ist.
8. Durch Drücken auf an der Bedienungseinheit
A2--A6 Process Controller (PEH) 30 mm Draht zuführen.
9. Den Draht durch Einstellen an Rad ( 5) ausrichten.
S Immer ein Führungsrohr (7) für die sichere Z uführung von dünnem Draht
(1,6-2,5 mm) verwenden.
DE

-- 9 0 --
ffb9o1ga
4.3 Auswechseln der Vorschubrolle
Einfachdraht
S Die Räder (3) und (4) lösen.
S Das Handrad (2) lösen.
S Die Vorschubrolle (1 ) auswechseln.
Die Rollen sind mit dem jeweiligen
Drahtdurchmesser gekennzeichnet.
Doppeldraht (Twin arc)
S Die Vorschubrolle (1 ) mit doppelten Rillen auf dieselbe Weise wie beim
Einfachdraht auswechseln.
S ACHTUNG! Auch die Druckrolle ( 5) auswechseln. Die spezielle sphärische
Druckrolle für Doppeldraht ersetzt die Standarddruckrolle für Einfachdraht.
S Die Druckrolle mit dem speziellen Wellenzapfen montieren
(Best.--Nr. 0146 253 001).
Fülldraht für geriefte Rollen (Zubehör)
S Die Vorschubrolle (1 ) und die Druckrolle (5) paarweise für den jeweiligen
Drahtdurchmesser auswechseln.
Achtung! Für die Druckrolle ist ein spezieller Wellenzapfen erforderlich
(Best.--Nr. 0212 901 101).
S Die Druckschraube (4) mit mäßigem Druck anziehen, damit der Fülldraht nicht
deformiert wird.
DE

-- 9 1 --
ffb9o1ga
4.4 Kontaktausrüstungen für das U--P--Schweißen
Für Einfachdraht 3,0-6,0 mm. Heavy d u t y (D35)
S Richtrollenvorrichtung (3), Kontaktvorrichtung (1)D35mit
Kontaktbacken ( 2) verwenden.
S Die eine Kontaktbacke mit den beiliegenden M5--Schrauben
an der festen Kontaktvorrichtung (a) anbringen.
S Die andere Kontaktbacke an der losen Hälfte der geteilten
Kontaktvorrichtung (b) unter der Schraube (8) montieren und
stumpf anziehen, so daß ein guter Kontakt zwischen den
Kontaktbacken und dem Draht gewährleistet ist.
Für Rohrdraht 1,6 mm-4,0 mm (D20 und D35) (Zubehör)
Wenn Kontaktbacken (D35) verwendet werden, muß der
Druck über den Kontaktbacken durch Anziehen mit m äß iger
Kraft eingestellt werden, damit der Rohrdraht nicht deformiert wird.
S Dafür sorgen, daß ein guter Kontaktübergang zum Rohrdraht gegeben ist.
Einstellung des Drahtes beim Tandemschweißen
Der Abstand zwischen dem ersten und dem zweiten Draht darf nicht so groß
sein, daß die Schlacke zwischen den Drähten erstarren kann.
S Dafür sorgen, daß zwischen dem ersten und dem zweiten Draht eine gute
Pulverabdeckung gegeben ist.
Für Doppeldraht 2 x 2,0-3,0 Heavy Twin (D35) (Zubehör)
S Richtrollenvorrichtung (3), Kontaktvorrichtung (1)D35mit
Kontaktbacken ( 2) verwenden.
S Die eine Kontaktbacke mit den beiliegenden M5--Schrauben
an der festen Kontaktvorrichtung (a) montieren.
S Die andere Kontaktbacke an der losen Hälfte der geteilten
Kontaktvorrichtung (b) unter der Schraube (8) montieren und
stumpf anziehen, so daß ein guter Kontakt zwischen den
Kontaktbacken und dem Draht gewährleistet ist.
DE

-- 9 2 --
ffb9o1ga
Für Doppeldraht 2 x 1,2-2,0 mm, Light Twin (D35) (Zubehör)
S Richtrollenvorrichtung (3), Kontaktvorrichtung (1)D35mit
Twinadapter ( 9 ) und 2 St. Kontaktdüsen (2) (M6--Gewinde)
sowie eine separate Dünndrahtrichtvorrichtung (4)mitzwei
Führungsrohren (6) verwenden.
Für Doppeldraht < 1,6 mm wird je eine F ührungsspirale
verwendet, die in das jeweilige Führungsr ohr eingesetzt wird.
S Twinadapter ( 9 ) für die M6--Kontaktdüsen mit M 5--Schrauben
am festen Teil der geteilten Kontaktvorrichtung (1) anbringen.
S Klemmplatte (7) mit den Führungsrohren (6 ) in der M12--Bohrung
der Standard--Richtrollenvorrichtung (3) montieren. Die
Führungsrohre müssen am Twinadapter ( 9) der
Kontaktdüse ( 2) anliegen.
S Die Kontaktdüsen (2 ) mit einem Schraubenschlüssel
anziehen, so daß ein guter Kontakt gewährleistet ist.
S Evtl. die Länge des F ührungsrohres ( 6) verkürzen, so daß
die Z uführungsrolle (5 ) frei beweglich ist.
Einstellung des Drahtes beim Twinarc--Schweißen
S Für ein optimales Schweißergebnis die Drähte in der Naht durch Drehen der
Kontaktvorrichtung einstellen.
Die beiden Drähte können so gedreht werden, daß sie hintereinander in einer
Linie mit der Naht oder in beliebiger Stellung bis zu einem Winkel von 90_ quer
zur Naht angeordnet sind, d. h., daß sich auf jeder Seite der Naht jeweils ein
Draht befindet.
4.5 Einfüllen von Schweißpulver (UP--Schweißen)
1. Das Pulverventil ( 1) am Pulverbehälter schließen.
2. Evtl. den Zyklon des Pulversaugers lösen.
3. Schweißpulver einfüllen.
Achtung! Das Schweißpulver muß trocken sein.
Wenn möglich, die Verwendung von
agglomerierendem Schweißpulver im F reien und in
feuchten Umgebungen vermeiden.
4. Das Pulverrohr so anbringen, daß es nicht knickt.
5. Die Höhe der Pulverdüse über der Schweißung so
justieren, daß eine geeignete Pulvermenge erzielt
wird.
Die Pulverdecke muß so hoch sein, daß ein
Durchschlag des Lichtbogens nicht auftreten kann.
4.6 Umbau von A6 TFE2 (U--P--Schweißen) für Twinarc
S Laut beiliegender Gebrauchsanweisung für den Umbausatz montier en.
DE

-- 9 3 --
ffb9u1ga
5WARTUNG
5.1 Allgemein
ACHTUNG!
Sämtliche Garantien des Lieferanten werden ungültig, wenn der Kunde selbst
während der Garantiezeit Eingriffe in die M aschine vornimmt um evtl. Fehler zu
beseitigen.
ACHTUNG!
Vor Wartung aller Art, kontrollieren, daß die Netzspannung ausgeschaltet ist.
Für Wartung der Bedieneinheit A2--A6 Process Controller (PEH),
siehe die Bedienungsanleitung 0443 745 xxx.
5.2 Täglich
S Die beweglichen Teile des Schweißautomaten von Schweißpulver und Staub
freihalten.
S Kontrollieren, ob die Kontaktdüse und sä mtliche elektr. Leitungen angeschlossen
sind.
S Kontrollieren, ob alle Schraubenverbände festgezogen sind und die Steuerung
der Antriebsrollen nicht verschlissen oder beschädigt ist.
S Bremsmoment der Bremsnabe kontrollieren. Es darf nicht so klein sein, daß die
Drahttrommel beim Stoppen des Drahtvorschubs weiter rotiert und nicht so groß
sein, daß die Vorschubrollen rutschen. Der Richtwert für das Bremsmoment ei-
ner 30 kg Drahttrommel beträgt 1,5 Nm.
Für einstellung des Bremsmoments Siehe auf Seite 86.
5.3 Regelmäßig
S Kohlebürsten des Drahtvorschubmotors alle 3 monate überprüfen und
austauschen, wenn sie bis auf 6 mm abgenutzt sind.
S Schlitten überprüfen und schmieren, wenn sie zu unbeweglich sind.
S Drahtfürhung, Antriebsrollen und Kontaktdüse der Drahtvorschubeinheit
überprüfen. Verschlissene oder beschädigte Teile austauschen (Siehe
Verschleißteile auf Seite 186).
S Wenn der Antrieb des Wagen zu rucken beginnt, kontro llier e n ob die Kette
gespannt ist.
Wenn die Kette nicht gespannt ist, den Kettenspanner kontrollieren.
Spanner Bei Bedarf austauschen.
DE

-- 9 4 --
ffb9f1ga
6 FEHLERSUCHE
6.1 Allgemein
Ausrüstung
S Bedienungsanleitung Bedieneinheit A2--A6 Process Controller (PEH),
Bestellnr 0443 745 xxx.
S Bedienungsanleitung Motor mit Getriebe A6 VEC, Bestellnr 0443 393 xxx.
Kontrollieren ob
S die Schweißstromquelle an der richtigen Netzspannung angeschlossen ist.
S sämtliche 3 Phasen stromführend sind (Phasenfolge ohne Bedeutung).
S Schweißleitungen und deren Anschlüsse unbeschädigt sind.
S die Bedienelemente in der richtigen Stellung stehen.
S die Netzspannung ausgeschaltet ist, bevor die Reparatur-arbeiten
begonnen werden.
6.2 Mögliche fehler
1. Symptom Strom-- und Spannungswert zeigen erhebliche Abweichungen
auf der Ziffernanzeige.
Ursache 1.1 Kontaktbacke bzw. Kontaktdüse sind verschlissen oder haben
falsche Größe.
Maßnahme Kontaktbacken bzw. Kontaktdüsen auswechseln.
Ursache 1.2 Druck der Drahtvorschubrollen ist unzureichend.
Maßnahme Druck der Drahtvorschubrollen erhöhen.
2. Symtom Elektrodenvorschub ist ungleichmäßig.
Ursache 2.1 Druck der Drahtvorschubrollen ist falsch eingestellt.
Maßnahme Druck der Vorschubrollen ändern.
Ursache 2.2 Falsche Größe der Vorschubrollen.
Maßnahme Vorschubrollen auswechseln.
Ursache 2.3 Rillen der Vorschubrollen verschlissen.
Maßnahme Vorschubrollen auswechseln.
3. Symptom Schweißleitungen werden überhitzt.
Orsak 3.1 Schlechte elektrische Anschlüsse.
Maßnahme Alle elektr. Anschlüsse reinigen und festziehen.
Ursache 3.2 Schweißleitungen sind unterdimensioniert.
Maßnahme Größere Leitung oder parallele Leitungen verwenden.
7 ERSATZTEILBESTELLUNG
Ersatzteile werden durch Ihren nächsten ESAB--Vertreter bestellt, siehe letzte Seite
dieses Dokuments. Bei der Bestellung von Ersatzteilen sind Maschinentyp, Serien-
nummer sowie Bezeichnung und Ersatzteilnummer lt. Ersatzteilverzeichnis auf Seite
187 anzugeben.
Dies erleichtert die Kundendienstarbeit und gewährleistet eine korrekte Lieferung.
DE

ESAB AB
SE--695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.co m
041227
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB V AMBERK s.r .o.
Prague
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Copenhagen--Valby
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+3902979681
Fax:+390297289181
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 2485 377
Fax: +31 30 2485 260
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB International AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 5308 9922
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 3 5296 7371
Fax: +81 3 5296 8080
MALAYSIA
ESAB (Malaysia) Snd Bhd
Shah Alam Selangor
Tel: +60 3 5511 3615
Fax: +60 3 5512 3552
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA--CIS
ESAB Representative Office
Moscow
Tel:+70959379820
Fax: +7 095 937 95 80
ESAB Representative Office
St Petersburg
Tel:+78123254362
Fax: +7 812 325 66 85
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.co m
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20




















ESAB A6 Tandem Mastertrac Benutzerhandbuch
- Typ
- Benutzerhandbuch
Verwandte Artikel
-
ESAB A6 Automatic welding machines A6 TF/ A6 TF Benutzerhandbuch
-
ESAB A6 TFE1 / TFE2 / TGE1 Benutzerhandbuch
-
ESAB A2 Automatic welding machines with Welding Control Unit PEI Benutzerhandbuch
-
-
-
ESAB A6 Tandem Mastertrac Benutzerhandbuch
-
ESAB A2 Tripletrac Benutzerhandbuch
-
ESAB A6 Automatic welding machines Benutzerhandbuch
-
-