
DE
Valid for serial no. 238--xxx--xxx, 410--xxx--xxxx,
440--xxx--xxxx, 502--xxx--xxxx
0459 162 001 DE 051220
ESABFeed 30- 4 M13
ESABFeed 48- 4 M13
Betriebsanweisung

-- 2 --
TOCg
Änderungen vorbehalten.
1 RICHTLINIEN 3......................................................
2 SICHERHEIT 3.......................................................
3 EINFÜHRUNG 5.....................................................
3.1 Ausstattung 5...............................................................
4 TECHNISCHE DATEN 5..............................................
5 INSTALLATION 6....................................................
5.1 Hebeanweisung 7...........................................................
6 BETRIEB 7..........................................................
6.1 Anschlüsse und Bedienelemente 8............................................
6.2 Wasseranschluss 8..........................................................
6.3 Funktionserklärungen 9......................................................
6.4 Drahtvorschubdruck 10.......................................................
6.5 Austausch und Zuführung von ESABFeed 30--Draht 10...........................
6.6 Austausch und Zuführung von ESABFeed 48--Draht 11...........................
6.7 Wechsel der Vorschubwalzen für ESABFeed 30 11...............................
6.8 Wechsel der Vorschubwalzen für ESABFeed 48 11...............................
7 WARTUNG 12........................................................
7.1 Kontrolle und Reinigung 12....................................................
8 ERSATZTEILBESTELLUNG 13.........................................
SCHALTPLAN 14........................................................
BESTELLNUMMER 15...................................................
VERSCHLEISSTEILE 16................................................
ZUBEHÖR 20............................................................

-- 3 --
bm34d1ga
1 RICHTLINIEN
ZULASSUNGSNACHWEIS
ESAB AB Arc Equipment, S--695 81 Laxå Schweden, bestätigt hiermit in Eigenverantwortun, daß die
Drahtvorschubgerät ESABFeed 30--4
M13 /ESABFeed 48--4 M13 ab Seriennummer 238 dem Standard
EN 60974--5 gemäß den Bedingungen der Direktive (73/23/EEG) mit Zusatz (93/68/EEG) und dem
Standard EN 50199 gemäß den Bedingungen der Direktive (89/336/EEG) mit Zusatz (93/68/EEG)
entspricht.
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
Henry Selenius
Vice President
ESAB AB Arc Equipment
695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 411924
Laxå 2002--10--23
2 SICHERHEIT
Der Anwender einer ESAB--Schweißausrüstung ist für die Sicherheitsmaßnahmen verant-
wortlich, die für das Personal gelten, das mit der Anlage oder in deren Nähe arbeitet.
Die Sicherheitsmaßnahmen sollen den Anforderungen entsprechen, die an die Schweiß--
ausrüstung gestellt werden. Der Inhalt dieser Empfehlung kann als eine Ergänzung der
normalen Vorschriften für den Arbeitsplatz betrachtet werden.
Die Bedienung muss gemäß der Anleitung von Personal ausgeführt werden, das mit den
Funktionen der Schweißausrüstung gut vertraut ist. Eine falsche Bedienung kann eine
Gefahrensituation herbeiführen, die Personen-- und Maschinenschäden verursachen kann.
1. Personal, das mit der Schweißausrüstung arbeitet, muss vertraut sein mit:
S der Bedienung
S dem Standort des Notausschalters
S der Funktionsweise
S den geltenden Sicherheitsvorschriften
S den Schweißvorgängen
2. Der Bediener muss sicherstellen:
S dass sich kein Unbefugter im Arbeitsbereich der Schweißausrüstung befindet, wenn
diese eingeschaltet wird.
S dass keine Person ungeschützt steht, wenn der Lichtbogen gezündet wird.
3. Der Arbeitsplatz muss:
S für den Zweck geeignet sein.
S zugfrei sein.
4. Persönliche Schutzausrüstung
S Immer die vorgeschriebene, persönliche Schutzausrüstung wie z.B. Schutzbrille,
feuersichere Arbeitskleidung, Schutzhandschuhe tragen.
S Keine lose sitzenden Gegenstände wie Gürtel, Armbänder , Ringe usw. tragen, die
hängenbleiben oder Brandverletzungen verursachen können.
5. Sonstiges
S Es ist zu kontrollieren, ob die vorgeschriebenen Rückleiter gut angeschlossen sind.
S Eingriffe in elektr. Geräte dürfen nur von einer Elektrofachkraft vorgenommen
werden.
S Erforderliche Feuerlöschausrüstung muss an einem gut sichtbaren Platz leicht zugänglich
sein.
S Schmierung und W artung der Schweißausrüstung darf nicht während des Betriebs erfolgen.
DE

-- 4 --
bm34d1ga
WARNUNG
LESEN SIE DIE BETRIEBSANWEISUNG VOR DER INSTALLATION UND INBETRIEBNAHME DURCH.
BEIM LICHTBOGENSCHWEISSEN UND LICHTBOGENSCHNEIDEN KANN IHNEN UND ANDE-
REN SCHADEN ZUGEFÜGT WERDEN. DESHALB MÜSSEN SIE BEI DIESEN ARBEITEN BESON-
DERS VORSICHTIG SEIN. BEFOLGEN SIE DIE SICHERHEITSVORSCHRIFTEN IHRES ARBEIT-
GEBERS, DIE SICH AUF DEN WARNUNGSTEXT DES HERSTELLERS BEZIEHEN.
ELEKTRISCHER SCHLAG -- Es besteht Lebensgefahr.
S Die Schweißausrüstung gemäß örtlichen Standards installieren und erden.
S Keine stromführenden Teile oder Elektroden mit bloßen Händen oder mit nasser Schutz--
ausrüstung berühren.
S Personen müssen sich selbst von Erde und Werkstück isolieren.
S Der Arbeitsplatz muss sicher sein.
RAUCH UND GAS -- Können Ihre Gesundheit gefährden.
S Das Gesicht ist vom Schweißrauch abzuwenden.
S Ventilieren Sie und saugen Sie den Rauch aus dem Arbeitsbereich ab.
UV-- UND IR--LICHT -- Können Brandschäden an Augen und Haut verursachen.
S Augen und Körper schützen. Geeigneten Schutzhelm mit Filtereinsatz und Schutzkleider tragen.
S Übriges Personal in der Nähe ist durch Schutzwände oder Vorhänge zu schützen.
FEUERGEFAHR
S Schweißfunken können ein Feuer entzünden. Daher ist dafür zu sorgen, dass sich am Schweiß-
arbeitsplatz keine brennbaren Gegenstände befinden.
GERÄUSCHE -- Übermäßige Geräusche können Gehörschäden verursachen.
S Schützen Sie ihre Ohren. Benutzen Sie einen Kapselgehörschutz oder einen anderen Gehör-
schutz.
S Warnen Sie Umstehende vor der Gefahr.
BEI STÖRUNGEN -- Nur Fachpersonal mit der Behebung von Störungen beauftragen.
SCHÜTZEN SIE SICH SELBST UND ANDERE!
Die notwendige Schweißschutzausrüstung und weiteres Zubehör wird von
ESAB zur Verfügung gestellt.
WARNUNG!
Lesen Sie die Betriebsanweisung vor der Installation und
inbetriebnahme durch.
Dieses Produkt ist ausschließlich für Lichtbogenschweißarbeiten
vorgesehen!
DE

-- 5 --
bm34d1ga
3 EINFÜHRUNG
Die Drahtvorschubeinheiten ESABFeed 30--4 und
ESABFeed 48--4 mit Bedienkonsole M13 sind für das
MIG/MAG--Schweißen mit stufenlos einstellbaren
Schweißstromquellen ausgelegt.
Die Produkte sind in mehreren Ausführungen erhältlich.
Nähere Informationen entnehmen Sie auf Seite 15.
Die Vorschubeinheiten sind gekapselt und umfassen
vierradgetriebene Vorschubmechanismen sowie eine
Steuerelektronik.
Sie können mit Draht auf dem MarathonPact von ESAB oder Drahtspulen
(Standard Ø 300 mm, Z ubehör Ø 440 mm) eingesetzt werden.
Die Anbringung der Vorschubeinheit erfolgt entweder auf der Stromquelle, hängend
über dem Arbeitsplatz, am Räumarm oder auf dem Boden mit oder ohne Radsatz.
ESAB--Produktzubehör finden Sie auf Seite 20.
3.1 Ausstattung
Der Lieferumfang für die Drahtvorschubeinheit ESABFeed 30 umfasst
folgende Komponenten:
S Betriebsanweisung
S Aufkleber mit empfohlenen Verschleißteilen geliefert.
Der Lieferumfang für die Drahtvorschubeinheit ESABFeed 48 umfasst
folgende Komponenten:
S Abstandscheibe (4)
S Sechskantschlüssel ( 4 mm)
S Betriebsanweisung
S Aufkleber mit empfohlenen Verschleißteilen geliefert.
4 TECHNISCHE DATEN
ESABFeed 30--4 M13 ESABFeed 48--4 M13
Versorgungsspannung 42 V, 50--60 Hz 42 V, 50--60 Hz
Stromverbrauch 336 VA 378 VA
Motorstrom I
max.
8A 9A
Einstellungsdaten
Drahtvorschubgeschwindigkeit
Nachbrennzeit
Kraterfülldauer
Anschleichen
2/4--Takt
1,9--25,0 m/min
0--0,5 s
0--5,1 s
AUS oder EIN
2--Takt oder 4--Takt
1,9--25,0 m/min
0--0,5 s
0--5,1 s
AUS oder EIN
2--Takt oder 4--Takt
Schweißpistolenanschluss EURO EURO
Max. Drahtspulendurchmesser 300 mm (*440mm) 300 mm (*440mm)
DE

-- 6 --
bm34d1ga
ESABFeed 48--4 M13ESABFeed 30--4 M13
Drahtabmessungen 0,6--1,6 mm 0,6--2,4 mm
Gewicht
Basisausführung
mit gekapselter Spulenhalterung
11,5 kg
15 kg
14,5 kg
19 kg
Abmessungen (L x B x H)
Basisausführung
mit gekapselter Spulenhalterung
380 x 275 x 400 mm
690 x 275 x 420 mm
380 x 275 x 400 mm
690 x 275 x 420 mm
Schutzgas
max. Druck
Alle Typen sind ausgelegt
für MIG/MAG--Schweißen
5Bar
Alle Typen sind ausgelegt
für MIG/MAG--Schweißen
5Bar
Kühlflüssigkeit
max. Druck
50% Wasser / 50% Glykol
5Bar
50% Wasser / 50% Glykol
5Bar
Zulässige Belastung bei
60% ED
630 A 630 A
Dichtungsklasse IP23 IP23
* Zubehör siehe Seite 20.
Relative Einschaltdauer (ED)
Die relative Einschaltdauer gibt die prozentuale Zeitdauer ausgehend vom Referenzwert 10 Minuten
an, in der mit einer bestimmten Belastung geschweißt werden kann.
Schutzform
Der IP--Code gibt die Schutzform an, d.h. den Schutzgrad gegen das Eindringen von festen Gegen-
ständen und Wasser. Geräte mit der Kennzeichnung IP 23 sind für den Betrieb im Freien sowie in
geschlossenen Räumen vorgesehen.
5 INSTALLATION
Die Installation ist von einem Fachmann auszuführen.
WARNUNG!
Dieses Produkt ist für den industriellen Gebrauch vorgesehen. Bei Hausgebrauch kann das Produkt
Funkstörungen verursachen. Es liegt in der Verantwortung des Anwenders, entsprechende
Vorsichtsmaßnahmen zu ergreifen.
WARNUNG!
Beim Schweißen in Umgebungen mit erhöhter elektrischer Gefahrenbelastung dürfen nur speziell
geeignete Stromquellen eingesetzt werden. Diese Stromquellen sind mit dem Symbol gekenn-
zeichnet.
DE

-- 7 --
bm34d1ga
5.1 Hebeanweisung
Die Bestellnummer für die Aufhängeöse finden Sie auf Seite 20.
ACHTUNG! Bei Einsatz einer anderen Aufhängevorrichtung muss diese von der
Drahtvorschubeinheit isoliert werden.
6BETRIEB
Allgemeine Sicherheitsvorschriften für die Handhabung dieser Ausrüstung fin-
den Sie au f Seite 3. Die Vorschriften vor Anwendung der Ausrüstung bitte le-
sen!
WARNUNG!
Vergewissern Sie sich, dass die seitlichen Abdeckungen während des Betriebs
geschlossen sind.
Um zu verhindern, dass die Drahttrommel von der Bremsnabe
abgleitet, ist die Bremsnabe mit Hilfe des roten Drehgriffs zu sichern,
siehe Anleitung neben der Bremsnabe.
WARNUNG!
WARNUNG!
Bei rotierenden Teilen besteht Klemmgefahr, deshalb ist besondere Vorsicht
geboten.
WARNUNG!
Es besteht Kippgefahr, wenn der Drahtvorschubeinheit mit einer Entlastungsvorrichtung
versehen wird. Die Ausrüstung verankern, besonders wenn die Unterlage uneben oder
schief ist.
DE

-- 8 --
bm34d1ga
Verwenden Sie beim Transport der Ausrüstung den dafür vorgesehenen Griff.
ACHTUNG! Ziehen Sie nie an der Pistole.
6.1 Anschlüsse und Bedienelemente
1 Display 9 Anschluss für Schweißpistole
2 Drehknopf zur Einstellung der Spannung 10 Umschalter für 2--Takt/4--Takt
3 Drehknopf zur Einstellung der Kraterfüll-
dauer
11 Drehknopf zur Einstellung der Nachbrenn-
zeit
4 Umschalter für Anschleichen AUS/EIN 12 Anschluss für Schweißstrom von Strom-
quelle, (OKC)
5 Drehknopf zur Einstellung der Drahtvor-
schubgeschwindigkeit
13 Anschluss für Steuerkabel von Stromquel-
le
6 Anschluss für Fernbedienung 14 Anschluss ROT für Kühlwasser zur Strom-
quelle (Kühlaggregat)
7 Anschluss BLAU mit ELP* für Kühlwasser
zur Schweißpistole
15 Anschluss BLAU für Kühlwasser von
Stromquelle (Kühlaggregat)
8 Anschluss ROT für Kühlwasser von
Schweißpistole
16 Anschluss für Schutzgas
ACHTUNG! Display (digitale Einheit) und Kühlwasseranschlüsse sind nur bei einigen Modellen vor-
handen.
* ELP = ESAB Logic Pump, siehe Punkt 6.2.
6.2 Wasseranschluss
Bei Anschluss einer wassergekühlten Schweißpistole muss der Netzschalter an der
Stromquelle ausgeschaltet sein und sich der Schalter für das Kühlaggregat in der
Stellung ”ELP/0” befinden.
Die Drahtvorschubeinheit mit Wasseranschluss ist mit dem Wassersensorsystem
ELP (ESAB Logic Pump) ausgestattet. Dieses e rkennt, ob die Wasserschläuche
angeschlossen sind. Beim Anschluss läuft automatisch die Wasserpumpe an.
Das Wassersensorsystem funktioniert nur mit Stromquellen, die mit ELP ausgerüstet
sind.
DE

-- 9 --
bm34d1ga
6.3 Funktionserklärungen
Nachbrennzeit
Als Nachbrennzeit wird die Zeitspanne bezeichnet, die zwischen dem Bremsbeginn
des Drahts bis zum Abschalten des Schweißstroms durch die Stromquelle liegt. Eine
zu kurze Nachbrennzeit führt zu einem langen Drahtvorsprung nach abgeschlosse-
nem Schweißvorgang. Dabei besteht das Risiko, dass der Draht an der Schmelze
festfriert. Eine zu lange Nachbrennzeit f ührt zu einem kürzeren Vorsprung. Dadurch
erhöht sich das Risiko, dass der Lichtbogen im Kontaktmundstück brennt.
Kraterfü llu n g
Per Kraterfüllung lassen sich Poren, Risse und Kraterbildung am Werkstück zum
Schweißende leichter vermeiden.
Abbildung 1 Der Schweißvorgang wurde
direkt abgebrochen. Im zentralen er-
starrten Bereich kann sich aufgrund der
Schrumpfung während des Erstarrung-
sverlaufs leicht ein Riss oder Krater bil-
den.
Abb. 1 Schweißende ohne Kraterfüllung
Abbildung 2 Der Lichtbogen führt wä-
hrend des Erstarrens der Schmelze wei-
terhin eine bestimmte Wärme zu. Das
beeinflusst den Erstarrungsverlauf. Der
zuletzt erstarrte Teil der Schmelze befin-
d
e
t
s
i
c
h
g
a
nz
o
b
e
n.
A
u
f
d
i
e
s
e
W
e
i
s
e
d
e
t
s
i
c
h
g
a
n
z
o
b
e
n
.
A
u
f
d
i
e
s
e
W
e
i
s
e
wird der Kraterentstehung vorgebeugt.
Abb. 2 Schweißende mit Kraterfüllung
2--Takt
Im 2--Takt--Modus startet der Drahtvorschub, wenn der Pistolenkontakt betätigt wird.
Durch Loslassen des Kontakts wird der Vorschub beendet.
4--Takt
Im 4--Takt--Modus startet der Gasdurchfluss, wenn der Pistolenkontakt betätigt wird.
Durch Loslassen des Kontakts setzt der Drahtvorschub ein. Der Schweißprozess
wird so lange fortgesetzt, bis der Kontakt wieder betätigt wird. Der Drahtvorschub
hält an. Durch das Loslassen des Kontakts bricht der Gasstrom ab.
Anschleich en
Beim Anschleichen wird der Draht langsam vorgeschoben, bis ein elektrischer
Kontakt mit dem Werkstück hergestellt wird. Anschließend erhöht sich die
Geschwindigkeit auf den eingestellten Wert.
DE

-- 1 0 --
bm34d1ga
Drahtvorschubgeschwindigkeit
Als Drahtvorschubgeschwindigkeit wird die Vorschubgeschwindigkeit (m/min) für den
Draht bezeichnet.
6.4 Drahtvorschubdruck
Zunächst sicherstellen, dass der Draht gut in der Drahtführung läuft. Anschließend
den Druck an den Andruckwalzen der Vorschubeinheit einstellen. Es ist wichtig,
dass der Druck nicht zu hoch ist.
Abb. 1 Abb. 2
Zur Überprüfung, ob der Vorschubdruck richtig eingestellt ist, kann der Draht
gegen einen einzelnen Gegenstand ausgefahren werden, z. B. ein Stück Holz.
Wird der Pistole etwa 5 mm vom Holzstück entfernt angeordnet (Abb. 1), müßen
die Vorschubwalzen durchdrehen.
Wird der Pistole etwa 50 mm vom Holzstück entfernt angeordnet, muß der Draht
ausgeschoben werden und sich biegen (Abb. 2).
6.5 Austausch und Zuführung von ESABFeed 30--Draht
S Öffnen Sie die seitliche Abdeckung.
S Lösen Sie den Drucksensor, indem Sie ihn nach hinten klappen. Die Druckrollen
bewegen sich nach oben.
S Wickeln Sie den neuen Draht etwa 10--20 cm ab. Entfernen Sie Grate und
scharfe Kanten am Drahtende mit einer Feile, bevor der Draht in die
Vorschubeinheit geführt wird.
S Achten Sie darauf, dass sich der Draht korrekt in der Vorschubwalze und der
Ausgabeöffnung der jeweiligen Drahtführung befindet.
S Befestigen Sie den Drucksensor.
S Schließen Sie die seitliche Abdeckung.
DE

-- 1 1 --
bm34d1ga
6.6 Austausch und Zuführung von ESABFeed 48--Draht
S Öffnen Sie die seitliche Abdeckung.
S Drücken Sie die Druckvorrichtung nach unten und ziehen Sie sie zu sich und
nach oben.
S Entnehmen Sie das Gestell.
S Wickeln Sie den neuen Draht etwa 10--20 cm ab. Entfernen Sie Grate und
scharfe Kanten am Drahtende mit einer Feile, bevor der Draht in die
Vorschubeinheit geführt wird.
S Achten Sie darauf, dass sich der Draht korrekt in der Vorschubwalze und der
Ausgabeöffnung der jeweiligen Drahtführung befindet.
S Setzen Sie das Gestell wieder ein.
S Schließen Sie die seitliche Abdeckung.
6.7 Wechsel der Vorschubwalzen für ESABFeed 30
S Öffnen Sie die seitliche Abdeckung.
S Lösen Sie den Drucksensor (1), indem Sie ihn
nach hinten klappen. Die Druckrollen bewegen
sich nach oben.
S Lösen Sie die Druckrollen (2), indem Sie die Welle
(3) eine Vierteldrehung im Uhrzeigersinn drehen.
Entnehmen Sie die Welle. Die Druckrollen lösen
sich.
S Lösen Sie die Vorschubwalzen (4) durch Abschrauben
der Muttern (5) und ziehen Sie die Walzen heraus.
Führen Sie bei der Montage die o.g. Schritte in umgekehrter
Reihenfolge aus.
Rillenauswahl bei Vorschubwalzen
Drehen Sie die Vorschubwalze mit der Größenkennzeichnung für
die gewünschte Rille zu sich.
6.8 Wechsel der Vorschubwalzen für ESABFeed 48
S Öffnen Sie die seitliche Abdeckung.
S Drücken Sie die Druckvor richtung (1) nach unten
und ziehen Sie sie zu sich und nach oben.
S Entnehmen Sie das Gestell (2).
S Lösen Sie die Inbusschrauben (3) an der Halterung
für die mittlere Öffnung und entfernen Sie die
Halterung.
S Lösen Sie die Schrauben an der
Ausgabeöffnung (4) und schieben Sie sie zurück.
S Lösen Sie die mittlere Inbusschraube (5)
vollständig.
S Lösen Sie die beiden äußeren Inbusschrauben (6) um
eine halbe Drehung.
S Entnehmen Sie die Vorschubwalzen (7).
Führen Sie bei der Montage die o.g. Schritte in umgekehrter Reihenfolge aus.
DE

-- 1 2 --
bm34d1ga
Rillenauswahl bei Vorschubwalzen
Setzen Sie keine, eine oder zwei
Mitnehmerscheiben zwischen der
äußeren Scheibe und der
Vorschubwalze ein. ACHTUNG! Beim
Wechseln der Andruckwalzen (8) ist das
gesamte Gestell zu ersetzen.
7WARTUNG
Eine regelmäßige Wartung ist Voraussetzung für einen zuverlässigen und sicheren
Betrieb.
ACHTUNG!
Sämtliche Garantien des Lieferanten erlöschen, wenn der Kunde während der
Garantiezeit selbsttätig Eingriffe in das Produkt vornimmt, um eventuelle Fehler zu
beseitigen.
7.1 Kontrolle und Reinigung
Drahtvorschubeinheit
Überprüfen Sie die Drahtvorschubeinheit regelmäßig auf Verschmutzungen.
S Reinigung und Wechsel der Verschleißteile am Vorschubmechanismus sind in
regelmäßigen Abständen vorzunehmen. Dadurch wird ein störungsfreier
Drahtvorschub gewährleistet. Beachten Sie, dass eine zu straff justierte
Vorspannung einen übermäßigen Verschleiß an Andruckwalze, Vorschubwalze
und Drahtführung nach sich ziehen kann.
Bremsnabe
Die Nabe ist bei Lieferung korrekt eingestellt. F alls eine
Nachjustierung erforderlich ist, führen Sie folgende
Schritte aus. Justieren Sie die Bremsnabe so,
dass der Draht bei Ende des Vorschubs ein wenig
durchhängt.
S Einstellung des Bremsmoments
S Bringen Sie den roten Schalter in
Verriegelungsposition.
S Führen Sie einen Schraubendreher in die Federn an der Nabe.
Durch Drehen der Federn im Uhrzeigersinn verringert sich das Bremsmoment.
Durch Drehen der Federn im entgegengesetzten Uhrzeigersinn erhöht sich
das Bremsmoment. ACHTUNG! Die Einstellung muss für beide Federn
identisch sein.
Pistole
S Reinigung und Wechsel der Verschleißteile an der Pistole sind in regelmäßigen
Abständen vorzunehmen. Dadurch wird ein störungsfreier Drahtvorschub
gewährleistet. Reinigen Sie die Drahtführung regelmäßig mit Druckluft.
Reinigen Sie die Kontaktöffnung.
DE

-- 1 3 --
bm34d1ga
8 ERSATZTEILBESTELLUNG
ESAB/Feed 30--4 M13 / ESABFeed 48--4 M13 ist lt. dem internationalen und europäische
Standards IEC/EN 60974--5 und EN 50199 konstruiert und überprüft. Es liegt in der Ve-
rantwortung der Abteilung, die Service -- und Reparaturarbeiten ausführt, sich zu ver-
gewissern, daß das Produkt nach der Arbeit von dem oben angegebenen Standard
nicht abweicht.
Ersatzteile bestellen Sie bei einem ESAB--Vertreter in Ihrer Nähe (siehe letzte Seite).
DE

Schaltplan
-- 1 4 --
bm34e11a

ESABFeed 30- 4 M13, ESABFeed 48- 4 M13
Edition 051220
Bestellnummer
-- 1 5 --
bm34o11a
1.
Feeder for Marathon Pact Feeder with
capsuled bobbin
ESABFeed 30--4 M13 0459 1 14 883 0459 1 16 883
ESABFeed 30--4 M13 with display 0459 1 14 884 0459 1 16 884
ESABFeed 30--4 M13 with water cooling 0459 1 14 893 0459 1 16 893
ESABFeed 30--4 M13 with water cooling and display 0459 1 14 894 0459 1 16 894
ESABFeed 48--4 M13 0459 1 14 983 0459 1 16 983
ESABFeed 48--4 M13 with display 0459 1 14 984 0459 1 16 984
ESABFeed 48--4 M13 with water cooling 0459 1 14 993 0459 1 16 993
ESABFeed 48--4 M13 with water cooling and display 0459 1 14 994 0459 1 16 994
Spare parts list 0459 162 990 0459 162 990
The spare parts list is available on the Internet at www .esab.com
Under ”Products” and ”Welding & cutting equipment”, you will find a link to the page where you can
both search for and download instruction manuals and spare parts lists.

ESABFeed 30- 4 M13
Edition 051220
Verschleissteile
-- 1 6 --
bm29whj1
S= Standard, HD = Heavy Duty
Item
Ordering no. Denomination Wire type Wire dimensions
HI 1 0455 072 002
0456 615 001
Intermediate nozzle (S)
Intermediate nozzle
Fe, Ss & cored
Al
HI 2 0469 837 880
0469 837 881
Outlet nozzle (S)
Outlet nozzle
Fe, Ss & cored
Al
Ø 2.0 mm steel for 0.6--1.6 mm
Ø 2.0 mm plastic for 0.8--1.6 mm
HI 3 0191 496 114 Key
HI 4 0215 701 007 Locking washer
HI 5a 0459 440 001 Motor gear euro
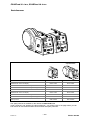
Item Ordering no. Denomination Wire type Wire dimensions Groove
typ
Roller
markings
HI 5b 0459 052 001 Feed/pressure rollers Fe, Ss & cored Ø 0.6 & 0.8 mm V 0.6 S2 &0.8S2
0459 052 002 Feed/pressure rollers Fe, Ss & cored Ø 0.8 & 1,0 mm V
0.8 S2 &1.0S2
0459 052 003 Feed/pressure rollers (S) Fe, Ss & cored Ø 0.9/1.0 & 1.2 mm V 1.0 S2 &1.2S2
0459 052 013 Feed/pressure rollers Fe, Ss & cored Ø 1.4 & 1.6 mm V 1.4 S2 &1.6S2
0458 825 001 Feed/pressure rollers Cored Ø 0.9/1.0 & 1.2 mm V--Knurled 1.0 R2 &1.2R2
0458 825 002 Feed/pressure rollers Cored Ø 1.2 & 1.4 mm V--Knurled 1.2 R2 &1.4R2
0458 825 003 Feed/pressure rollers Cored Ø1.6mm V--Knurled 1.6 R2 &2.0R2
0458 824 001 Feed/pressure rollers Al Ø 0.8 & 0.9/1.0 mm U 0.8 A2 &1.0A2
0458 824 003 Feed/pressure rollers Al Ø 1.2 & 1.6 mm U 1.2 A2 &1.6A2
Use only pressure and feed rollers marked A2, R2 or S2.
Therollersaremarkedwithwiredimensioninmm,somearealsomarkedwithinch.
Item Ordering no. Denomination Notes
HI 6 Washer Ø 16/5x1
HI 7 Screw M4x12
HI 8 Screw M6x12
HI 9 Washer Ø 16/8.4x1.5
HI 10 0469 838 001 Cover
HI 11 0458 722 880 Axle and Nut
HI 12 0459 441 880 Gear adapter
HI 13 0455 049 001 Inlet nozzle
HI 14 0458 999 001 Shaft
HI 15 Nut M10
HI 16 0458 748 002 Insulating washer
HI 17 0458 748 001 Insulating bushing
Item Ordering no. Denomination Notes Wire dimensions
HI 18 0156 602 001
0332 318 001
Inlet nozzle (S)
Inlet nozzle (HD)
Fe, Ss, Al & Cored
Fe, Ss & Cored
Ø 2 mm plastic for 0.6--1.6 mm
Ø 2.4 mm steel for 1.2--2.0 mm
Welding with aluminium wire
In order to weld with aluminium wire, proper rollers, nozzles and liners for aluminium wire MUST be
used, It is recommended to use 3 m long welding gun for aluminium wire, equipped with appropriate
wear parts.

ESABFeed 30- 4 M13
Edition 051220
-- 1 7 --
bm29whj1

ESABFeed 48- 4 M13
Edition 051220
-- 1 8 --
bm29whk1
S= Standard, HD = Heavy Duty
Item
Ordering no. Denomination Wire type Wire dimensions
HK1 0469 837 880
0469 837 881
0469 837 882
Outlet nozzle (S)
Outlet nozzle
Outlet nozzle
Fe, Ss & cored
Al
Fe, Ss & cored
Ø 2.0 mm steel for 0.6--1.6 mm
Ø 2.0 mm plastic for 1.0--1.6 mm
Ø 3.4 mm steel for 2.0--2.4 mm
Item Ordering no. Denomination Wire type Wire Ø
mm
Groove 1 Groove 2 Groove 3 Groove
typ
Roller /
Bogey
mark-
ings
HK2 0366 966 880 Feed Roller Fe, Ss & cored 0.6--1.2 0.6--0.8 0.9--1.0 1.2 V 1
0366 966 881 Feed Roller Fe, Ss & cored 1.4--1.6 1.4--1.6 2.0 2.4 V 2
0366 966 889 Feed Roller Fe, Ss & cored 1.2 .045” / 1.2 .045” / 1.2 .045” / 1.2 V .045 / 7
0366 966 900 Feed Roller (S) Fe, Ss & cored 0.9--1.6 0.9--1.0 1.2 1.4--1.6 V 6
0366 966 882 Feed Roller Cored 1.2--2.0 1.2 1.4--1.6 2.0 V--Knurled 3
0366 966 883 Feed Roller Cored 2.4 2.4 not used not used V--Knurled 4
0366 966 885 Feed Roller Al 1.2 1.2 1.2 1.2 U U2
0366 966 899 Feed Roller Al 1.0--1.6 1.0 1.2 1.6 U U4
Item Ordering no. Denomination Notes
HK3 0156 707 001 Distance washer
HK4 0156 707 002 Adjustment spacer
HK5 Screw M5x20
HK6 Screw M5x16
Item Ordering no. Denomination Wire type Wire dimensions Groove
typ
Roller /
Bogey
markings
HK7 0366 902 880 Bogey (HD) Fe, Ss & cored Ø0.6--1.2mm V 1
0366 902 900 Bogey Fe, Ss & cored Ø0.9--1.6mm V 6
0366 902 881 Bogey (HD) Fe, Ss & cored Ø1.4--2.4mm V
2
0366 902 894 Bogey Fe, Ss & cored Ø1.2mm V .045 / 7
0366 902 882 Bogey (HD)(S) Cored Ø1.2--2.0mm V--Knurled 3
0366 902 883 Bogey (HD) Cored Ø2.4mm V--Knurled 4
0366 902 899 Bogey Al Ø1.0--1.6mm U U4
0366 902 886 Bogey (HD) Al Ø1.2mmx3 U --
Item Ordering no. Denomination Wire type Wire dimensions
HK8 0366 944 001 Washer
HK9 0156 603 001
0156 603 002
0332 322 001
0332 322 002
Intermediate nozzle (S)
Intermediate nozzle
Intermediate nozzle
Intermediate nozzle
Fe, Ss & Al
Fe, Ss & Al
Cored
Cored
Ø 2 mm plastic for 0.6--1.6 mm
Ø 4 mm plastic for 2.0--2.4 mm
Ø 2.4 mm copper for 1.2--2.0 mm
Ø 4 mm copper for 2.4 mm
Item Ordering no. Denomination Note
HK10 0215 702 708 Locking washer
HK11 Nut M10
HK12 0458 748 002 Insulating washer
HK13 0458 748 001 Insulating bushing
Item Ordering no. Denomination Wire type Wire dimensions
HK14 0156 602 001
0156 602 002
0332 318 001
0332 318 002
Inlet nozzle (S)
Inlet nozzle
Inlet nozzle (HD)
Inlet nozzle (HD)
Fe, Ss, Al & Cored
Fe, Ss, Al & Cored
Fe, Ss & Cored
Fe, Ss & Cored
Ø 2 mm plastic for 0.6--1.6 mm
Ø 4 mm plastic for 2.0--2.4 mm
Ø 2.4 mm steel for 1.2--2.0 mm
Ø 4 mm steel for 2.4 mm

ESABFeed 48- 4 M13
Edition 051220
-- 1 9 --
bm29whk1

Edition 051220
ESABFeed 30- 4 M13, ESABFeed 48- 4 M13
Zubehör
-- 2 0 --
bm35a11a
1 Bobbin cover, plastic Ø 300mm ........... 0458 674 880
1 Bobbin cover, metal Ø 300mm ............. 0459 431 880
1
2
Bobbin holder ...........................
Adapter for 5 kg bobbin ....................
0458 704 880
0455 410 001
1 Adapter for 440 mm bobbin ................ 0459 233 880
1
2
Lifting eye ...............................
Quick connector MarathonPact ...........
0458 706 880
F102 440 880
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26


























ESAB Feed 30-4 M13, Feed 48-4 M13 Benutzerhandbuch
- Typ
- Benutzerhandbuch
- Dieses Handbuch eignet sich auch für
Verwandte Artikel
-
ESAB Feed 302 M11 Benutzerhandbuch
-
-
-
ESAB Feed 30-2 M11 Benutzerhandbuch
-
ESAB Origo™Feed 30-2 Benutzerhandbuch
-
ESAB ESABFeed 30L-4i Benutzerhandbuch
-
ESAB Feed 304 M13, Feed 484 M13 - Origo™ Feed 304 M13, Origo™ Feed 484 M13, Benutzerhandbuch
-
-
-