
Valid for serial no. 140--xxx--xxxx0444 100 001 020627
A21 PRD 160
Tube welding
105109108024106104022100060
Bruksanvisning
Instruction manual
Betriebsanweisung
Manuel d’instructions
Instrucciones de uso
Istruzioni per l’uso

-- 2 --
Rätt till ändring av specifikationer utan avisering förbehålles.
Rights reserved to alter specifications without notice.
Änderungen vorbehalten.
Sous réserve de modifications sans avis préalable.
Reservado el derecho de cambiar las especificaciones sin previo aviso.
Ci riserviamo il diritto di variare le specifiche senza preavviso.
SVENSKA 3..............................................
ENGLISH 21..............................................
DEUTSCH 39.............................................
FRANÇAIS 57.............................................
ESPAÑOL 75..............................................
ITALIANO 93..............................................

DEUTSCH
-- 3 9 --
TOCg
1 RICHTLINIEN 40......................................................
2 SICHERHEIT 40.......................................................
3 EINFÜHRUNG 41.....................................................
3.1 Allgemeines 41..............................................................
4 TECHNISCHE DATEN 42..............................................
5 INSTALLATION 44....................................................
5.1 Montage der Laufbahn 45.....................................................
5.2 Demontage der Laufbahn 45...................................................
5.3 Justierung der Laufbahn 46....................................................
5.4 Eventuelle Feinjustierung der Laufbahn nach einiger Zeit 46.......................
5.5 Werkzeugjustierung für die Laufbahn 47.........................................
5.6 Werkzeugmontage auf der Laufbahn 48.........................................
5.7 Austausch von Verschleißteilen 49..............................................
5.8 Feinjustierung 50.............................................................
5.9 Einstellung von Elektrode und Drahtöffnung 51...................................
5.10 Eventuelle Einstellungen 52...................................................
5.11 Drahtwechsel 53.............................................................
5.12 Schweißstart 53..............................................................
6 BETRIEB 54..........................................................
6.1 Allgemeines 54..............................................................
6.2 Anschlüsse 54...............................................................
7 WARTUNG 54........................................................
7.1 Täglich 54...................................................................
8 ZUBEHÖR 55.........................................................
8.1 Komplettwerkzeuge 55........................................................
8.2 Zubehörmontage 55..........................................................
9 ERSATZTEILBESTELLUNG 56.........................................
SCHALTPLAN 111........................................................
MASSBILD 112.........................................................
ERSATZTEILLISTE 115....................................................

-- 4 0 --
dsb3dga
1 RICHTLINIEN
FÖRSÄKRAN OM ÖVERENSSTÄMMELSE
ESAB Welding Equipment AB, 695 81 Laxå, Sverige, försäkrar under eget ansvar att rörsvetsverktyg
PRD 160 från serienummer 140 är i överensstämmelse med standard EN 60292 enligt villkoren i di-
rektiv (89/392/EEG) med tillägg (93/68/EEG) och standard EN 50199 enligt villkoren i direktiv
(89/336/EEG) med tillägg (93/68/EEG).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
Joakim Cahlin
Vice President
ESAB Welding Equipment AB
695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 411924
Laxå 2001--10--01
2 SICHERHEIT
WARNUNG
LESEN SIE DIE BETRIEBSANWEISUNG VOR DER INSTALLATION UND INBETRIEBNAHME DURCH.
BEIM LICHTBOGENSCHWEISSEN UND LICHTBOGENSCHNEIDEN KANN IHNEN UND ANDE-
REN SCHADEN ZUGEFÜGT WERDEN. DESHALB MÜSSEN SIE BEI DIESEN ARBEITEN BESON-
DERS VORSICHTIG SEIN. BEFOLGEN SIE DIE SICHERHEITSVORSCHRIFTEN IHRES ARBEIT-
GE--BERS, DIE SICH AUF DEN WARNUNGSTEXT DES HERSTELLERS BEZIEHEN.
ELEKTRISCHER SCHLAG -- Es besteht Lebensgefahr.
S Die Schweißausrüstung gemäß örtlichen Standards installieren und erden.
S Keine stromführenden Teile oder Elektroden mit bloßen Händen oder mit nasser Schutzaus--
rüstung berühren.
S Personen müssen sich selbst von Erde und Werkstück isolieren.
S Der Arbeitsplatz muss sicher sein.
RAUCH UND GAS -- Können Ihre Gesundheit gefährden.
S Das Gesicht ist vom Schweißrauch abzuwenden.
S Ventilieren Sie und saugen Sie den Rauch aus dem Arbeitsbereich ab.
UV-- UND IR--LICHT -- Können Brandschäden an Augen und Haut verursachen.
S Augen und Körper schützen. Geeigneten Schutzhelm mit Filtereinsatz und Schutzkleider tragen.
S Übriges Personal in der Nähe ist durch Schutzwände oder Vorhänge zu schützen.
FEUERGEFAHR
S Schweißfunken können ein Feuer entzünden. Daher ist dafür zu sorgen, dass sich am Schweiß-
arbeitsplatz keine brennbaren Gegenstände befinden.
GERÄUSCHE -- Übermäßige Geräusche können Gehörschäden verursachen.
S Schützen Sie ihre Ohren. Benutzen Sie einen Kapselgehörschutz oder einen anderen Gehör-
schutz.
S Warnen Sie Umstehende vor der Gefahr.
BEI STÖRUNGEN -- Nur Fachpersonal mit der Behebung von Störungen beauftragen.
SCHÜTZEN SIE SICH SELBST UND ANDERE!
DE

-- 4 1 --
dsb3dga
Der Anwender einer ESAB--Schweißausrüstung ist für die Sicherheitsmaßnahmen verant-
wortlich, die für das Personal gelten, das mit der Anlage oder in deren Nähe arbeitet. Die Si-
cherheitsmaßnahmen sollen den Anforderungen entsprechen, die an der Schweißausrüstung
gestellt werden. Der Inhalt dieser Empfehlung kann als eine Ergänzung der normalen Vor-
schriften für den Arbeitsplatz betrachtet werden.
Die Bedienung muss gemäß der Anleitung von Personal ausgeführt werden, das mit den
Funktionen der Schweißausrüstung gut vertraut ist. Eine falsche Bedienung kann eine Ge-
fahrensituation herbeiführen, die Personen-- und Maschinenschäden verursachen kann.
1. Personal, das mit der Schweißausrüstung arbeitet, muss vertraut sein mit:
S der Bedienung
S dem Standort des Notausschalters
S der Funktionsweise
S den geltenden Sicherheitsvorschriften
S Schweißvorgängen
2. Der Bediener muss sicherstellen:
S dass sich kein Unbefugter im Arbeitsbereich der Schweißausrüstung befindet, wenn die-
se eingeschaltet wird.
S dass keine Person ungeschützt steht, wenn der Lichtbogen gezündet wird.
3. Der Arbeitsplatz muss:
S für den Zweck geeignet sein.
S zugfrei sein.
4. Persönliche Schutzausrüstung
S Immer die vorgeschriebene, persönliche Schutzausrüstung wie z.B. Schutzbrille, feuer-
sichere Arbeitskleidung, Schutzhandschuhe tragen.
S Keine lose sitzenden Gegenstände wie Gürtel, Armbänder, Ringe usw. tragen, die
hängenbleiben oder Brandverletzungen verursachen können.
5. Sonstiges
S Kontrollieren, ob die angewiesenen Rückleiter gut angeschlossen sind.
S Eingriffe in elektr. Geräte dürfen nur von einem Elektriker vorgenommen werden.
S Erforderliche Feuerlöschausrüstung muss an einem gut sichtbaren Platz leicht zugänglich
sein.
S Schmierung und Wartung der Schweißausrüstung darf nicht während des Betriebs erfolgen.
3 EINFÜHRUNG
3.1 Allgemeines
Das Rohrschweißwerkzeug A21 PRD 160 ist in Kombination mit den
Schweißstromquellen LTP 450 und LTS 160/250/320 für das WIG--Schweißen von
Rohren ausgelegt.
Beim Rohrschweißen bewegt sich das Werkzeug auf einer Laufbahn. Laufbahnen
sind mit zahlreichen Abmessungen erhältlich, siehe Tabelle auf Seite 43.
Das Modell A21 PRD 160 wird per Schnellkupplungssystem mit der Laufbahn
verbunden. Dadurch wird das Werkzeug an der Laufbahn vorgespannt und eine
spielfreie Bewegung gewährleistet.
Das Werkzeug ist in fünf verschiedenen Ausführungen erhältlich Mit der Basiseinheit
kann lediglich ein einfaches Schmelzschweißen vorgenommen werden. Als Zubehör
stehen Drahtvorschubeinheit, AVC (Arc Voltage Control, Lichtbogenspannungsrege-
lung) und Pendelung zur Auswahl, siehe Seite 55.
DE

-- 4 2 --
dsb3dga
4 TECHNISCHE DATEN
Rohrschweißwerkzeug A21 PRD 160
Max. Schweißstrom (bei 100% relativer Ein-
schaltdauer)
315 A kontinuierlicher Gleichstrom
400 A Impulsgleichstrom
Arbeitsbereich,
außen
ab ø 160 mm
Bodenfreiheit 120 mm für alle Rohre gemäß ISO 336
Minimaler Flanschabstand
18 mm bei 0
_
Schrägstellung
Rundlaufgeschwindigkeit 2--40 cm/min
Elektrodenhalter, wassergekühlt mit Gaslinse
Elektrodenabmessungen
Winkeleinstellung
ø1,6--3,2mm
-- 3 0
_
bis +45
_
(Skalenteilung 15
_
)
Zusatzdraht,
Vorschubgeschwindigkeit
Abmessungen
Öffnung
Spule
15--150 cm/min
ø0,8--0,9mm
einstellbar in X--, Y-- und Z--Richtung
ø 100 mm
Pendelung
Geschwindigkeit
Amplitude
2--12 mm/s
innerhalb 37 + 8 mm
AVC Lichtbogenspannungsregelung
Geschwindigkeit
1,7 mm/s
37 + 8 mm
Gewicht 8 kg ohne Leitung und Laufbahn,
14,5 kg mit Leitung und Laufbahn
Standard--Zahnradbahn Siehe Seite 43.
Skalenfaktor Drehung 846024
Skalenfaktor Drahtvorschub 127478
Skalenfaktor Pendelung 119048
Pendelung -- Impulse/mm 84
Skalenfaktor Volt 30
Kontinuierlicher A--bewerteter Schalldruck <70db(A)
DE

-- 4 3 --
dsb3dga
Standard--Laufbahnen
Rohr, Außendurchmesser Drehungslänge Bestellnummer
mm Zoll
161--177 6 113 542 0444 063 880
185--201 127 167 0444 063 881
209--225 8 140 792 0444 063 882
225--241 149 875 0444 063 883
249--265 163 500 0444 063 884
265--281 10 172 583 0444 063 885
289--305 186 208 0444 063 886
313--329 12 199 833 0444 063 887
329--345 208 917 0444 063 888
345--361 14 218 000 0444 063 889
361--377 227 083 0444 063 890
385--401 240 708 0444 063 891
401--417 16 249 792 0444 063 892
425--441 263 417 0444 063 893
449--465 18 277 042 0444 063 894
473--489 290 667 0444 063 895
497--513 20 304 292 0444 063 896
513--529 313 375 0444 063 897
537--553 327 000 0444 063 898
553--569 22 336 083 0444 063 899
577--593 349 708 0444 063 900
601--617 24 363 333 0444 063 901
625--641 376 958 0444 063 902
649--665 26 390 583 0444 063 903
665--681 399 667 0444 063 904
689--705 413 292 0444 063 905
705--721 28 422 375 0444 063 906
729--745 436 000 0444 063 907
753--769 30 449 625 0444 063 908
777--793 463 250 0444 063 909
801--817 32 476 875 0444 063 910
817--833 485 958 0444 063 911
841--857 499 583 0444 063 912
857--873 34 508 667 0444 063 913
881--897 522 292 0444 063 914
905--921 36 535 917 0444 063 915
929--945 549 542 0444 063 916
953--969 36 563 167 0444 063 917
969--985 572 250 0444 063 918
993--1009 585 875 0444 063 919
1009--1025 40 594 958 0444 063 920
Die Tabelle enthält Standardangaben gemäß ISO 336. Laufbahnen sind ebenfalls in Zwischen-- und
Übergrößen erhältlich
DE

-- 4 4 --
dsb3dga
5 INSTALLATION
Die Installation ist von einem Fachmann auszuführen.
Allgemeine Sicherheitsvorschriften für die Handhabung dieser Ausrüstung fin-
den Sie auf Seite NO TAG. Die Vorschriften vor Anwendung der Ausrüstung
bitte lesen!
WARNUNG!
Bei rotierenden Teilen besteht Klemmgefahr, deshalb ist besondere
Vorsicht geboten.
S Schweißstromquelle LTP 450, siehe Betriebsanweisung 0456 634 xxx, wird bei
Verwendung von Pendelung und AVC eingesetzt
S Schweißstromquelle LTS 160/250, siehe Betriebsanweisung 0458 343 xxx, oder
Schweißstromquelle LTS 320, siehe Betriebsanweisung 0457 690 xxx, werden
bei Verwendung des Rohrschweißwerkzeugs PRD160 ohne Pendelung und AVC
eingesetzt.
DE

-- 4 5 --
dsb3dga
5.1 Montage der Laufbahn
Lassen Sie bei Montage und Demontage der Laufbahn besondere Vorsicht walten,
da Einklemmgefahr besteht.
Verwenden Sie den beiliegenden Inbusschlüssel zum Halten der Laufbahn (siehe
Abb. 1).
Abb. 1
Legen Sie die Laufbahn um das Rohr und befestigen Sie sie (siehe Abb. 2).
Abb. 2
Die Laufbahn sollte nun eng und ohne eckige Verformungen am Rohr anliegen. Ist
dies nicht der Fall, lesen Sie weiter bei Punkt 5.3.
5.2 Demontage der Laufbahn
Demontieren Sie die Laufbahn in umgekehrter Reihenfolge.
DE

-- 4 6 --
dsb3dga
5.3 Justierung der Laufbahn
Bei Auslieferung der Laufbahn sind die
Druckbolzen so voreingestellt, dass die
Laufbahn konzentrisch am Rohr
anliegt.
Bei der Rohrgrößenanpassung muss
daher jeder
Druckbolzen gleichmäßig
justiert werden. Dafür wird ein speziell
nummerierter Inbusschlüssel (1)
verwendet (siehe Abb. 3). Befestigen
Sie die Druckbolzen stets mit dem
Ringschlüssel (2).
Die oben aufgeführten Einstellungen sind
normalerweise erst wieder erforderlich, wenn
eine neue Rohrcharge verarbeitet wird.
Abb. 3
5.4 Eventuelle Feinjustierung der Laufbahn nach einiger Zeit
Justieren Sie die Laufbahn mit dem Schlüssel (1, siehe Abb. 4), sodass die
Vorsprünge (3) durch beide Laufbahnhälften zusammengedrückt werden, ohne dass
eckige Verformungen an der Laufbahn auftreten.
Justieren Sie die andere Verbindung auf dieselbe Weise (siehe Abb. 5). Beachten
Sie, dass möglicherweise beide Scharnierhälften justiert werden müssen, damit sich
das Scharnierzentrum (Stift) weiterhin mittig über der Laufbahnverbindung befindet.
.
Abb. 4
Abb. 5
DE

-- 4 7 --
dsb3dga
5.5 Werkzeugjustierung für die Laufbahn
Lösen Sie die Schrauben (1) und (2) auf beiden Wagenseiten. Führen Sie eine
Justierung aus, durch die das Zentrum der Laufrollen (3) auf das Zentrum der
Laufbahn weist. Ziehen Sie die Schrauben (1) und (2) an (siehe Abb. 6).
WICHTIG!
Größere Abweichungen bei der Anpassung des Werkzeugs an die
Laufbahn erhöhen den Verschleißgrad an Laufbahn und Laufrädern und
führen zu einer Überbelastung der Antriebseinheit.
Zum Schutz der Antriebseinheit dient ein Brechbolzen, der bei zu hoher
Belastung abgetrennt wird.
Gehen Sie in diesem Fall folgendermaßen vor:
1. Demontieren Sie die Antriebseinheit.
2. Entfernen Sie die Reste des Brechbolzens mit einem Dorn.
3. Ersetzen Sie den Brechbolzen durch ein neues Exemplar.
HINWEIS: Es dürfen nur Original--Brechbolzen verwendet werden!
Abb. 6
DE

-- 4 8 --
dsb3dga
5.6 Werkzeugmontage auf der Laufbahn
Öffnen und sichern Sie die hinteren Laufrollen (2) mithilfe der Blattfedern (3) anhand
der Pfeile (4) und (5). Siehe Abb. 7.
Winkeln Sie das Werkzeug so an, dass die vorderen Laufrollen (1) an die Kante der
Laufbahn (6) geführt werden können. Unter Umständen muss dazu der
Elektrodenhalter mit Stellschraube (7) bzw. AVC angehoben werden. Biegen Sie
vorsichtig das Werkzeug nach unten, damit das Zahnrad (8) in die vorgesehenen
Löcher (9) einrastet.
Abb. 7
DE

-- 4 9 --
dsb3dga
Wenn die hinteren Laufrollen (2) an der Laufbahn (6) anliegen, fixieren Sie das
Werkzeug mithilfe der Blattfedern (3) anhand der Pfeile (10), (11) und (12). Siehe
Abb. 8.
Bei der Demontage führen Sie alle Schritte in umgekehrter Reihenfolge aus.
Abb. 8
5.7 Austausch von Verschleißteilen
Der Elektrodenhalter kann hochgeklappt werden (siehe Abb. 9), um einen einfachen
Austausch von Elektrode, Gaslinse und Gashaube zu ermöglichen.
Abb. 9
DE

-- 5 0 --
dsb3dga
5.8 Feinjustierung
Die Einstellung der Laufrollen kann bei Bedarf folgendermaßen justiert werden:
Lösen Sie die Tragrolle leicht und setzen Sie sie mit einem Inbusschlüssel unter
Spannung (siehe Abb. 10). Montieren Sie das Werkzeug auf der Laufbahn und
fixieren Sie die Laufrollen.
Abb. 9
Abb. 10
Der Abstand zwischen Blattfeder und Sicherheitsschiene sollte 3 mm betragen
(siehe Abb. 11). Ist dies nicht der Fall, wiederholen Sie den Vorgang.
Abb. 11
DE

-- 5 1 --
dsb3dga
5.9 Einstellung von Elektrode und Drahtöffnung
Nehmen Sie die Einstellung anhand von Abb. 13 vor (siehe unten).
1 Elektrodeneinstellung bei Drahtleiter--Seitenstellung
2 Längseinstellung der Drahtöffnung
3a Grobe Höheneinstellung der Drahtöffnung
3b Feine Höheneinstellung der Drahtöffnung
4 Seitliche Einstellung der Drahtöffnung
5 Elektrodeneinstellung bei Drahtleiter--Höhenstellung
6 Elektrodenneigung mit Drahtöffnung
7 Einstellung des Elektrodenabstands vor dem Start
a) Verwenden Sie Abstandsschraube (7) oder AVC, um die Elektrode so
einzustellen, dass Sie auf das Rohrzentrum zeigt (oder Kante 8 parallel zu
Kante 9 verläuft).
b) Benutzen Sie anschließend die Stellschraube (5), um den Abstand zwischen
Elektrode und Schweißgut einzustellen.
Abb. 13
DE

-- 5 2 --
dsb3dga
5.10 Eventuelle Einstellungen
Der Federdruck am Elektrodenhaltearm wird gemäß Abb. 14 justiert.
Abb. 14
DE

-- 5 3 --
dsb3dga
5.11 Drahtwechsel
Entlasten Sie die Druckrolle, indem Sie Schraube 1 eindrehen (siehe Abb. 16).
Führen Sie den Draht per Hand ein und senken Sie die Druckrolle ab, indem Sie
Schraube 1 herausdrehen.
Abb. 16
5.12 Schweißstart
S Stellen Sie die Schweißparameter ein oder rufen Sie
das für das Schweißen vorgesehene Programm am
Arbeitsbereich auf (siehe Programmierhandbuch).
DE

-- 5 4 --
dsb3dga
6 BETRIEB
6.1 Allgemeines
Allgemeine Sicherheitsvorschriften für die Handhabung dieser Ausrüstung fin-
den Sie auf Seite NO TAG. Die Vorschriften vor Anwendung der Ausrüstung
bitte lesen!
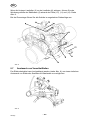
6.2 Anschlüsse
1 Anschluss für Schutzgas
2 Anschluss für Ausgangskühlwasser,
rot gekennzeichnet
3 Anschluss für Eingangskühlwasser,
blau gekennzeichnet
4 Anschluss für Schweißkabel
5 Anschluss für Drehung
6 Anschluss für Zusatzdraht
7 Anschluss für Pendelungseinheit
8 Anschluss für AVC
9 Anschluss für Messkabel
7 WARTUNG
ACHTUNG!
Sämtliche Garantien des Lieferanten werden ungültig, wenn der Kunde selbst
während der Garantiezeit Eingriffe in die Maschine vornimmt um evtl. F ehler zu
beseitigen.
An den Laufbahnkanten kann es mit der Zeit zu einer
Gratbildung kommen. Entfernen Sie die Grate mit einer feinen
Feile, um Schnittverletzungen vorzubeugen.
7.1 Täglich
S Kontrollieren Sie, ob sich alle Kabel und Schläuche in einwandfreiem Zustand
befinden.
S Reinigen Sie das Rohrschweißwerkzeug.
DE

-- 5 5 --
dsb3dga
8 ZUBEHÖR
8.1 Komplettwerkzeuge
Das Werkzeug kann mit bereits montiertem Zubehör bestellt werden (siehe unten).
Das Modell A21 PRD 160 kann ebenfalls nachträglich mit dem aufgeführten Zubehör
ausgerüstet werden.
Basiseinheit zum Schmelzschweißen mit Schwimmkopf 0444 151 880..........
A21 PRD160 mit kompletter Drahtvorschubeinheit 0444 151 881................
A21 PRD160 mit AVC (Arc Voltage Control) 0444 151 882.....................
A21 PRD160 mit AVC und kompletter Drahtvorschubeinheit 0444 151 883.......
A21 PRD160 mit AVC, kompletter Drahtvorschubeinheit
und Pendelungseinheit 0444 151 884.......................................
8.2 Zubehörmontage
1. Die Drahtvorschubeinheit (Art.nr. 0444 137 880) wird gemäß Abb. 12 montiert
(siehe unten).
Abb. 12
1 Drahtvorschubeinheit
2 Spulenhalterung
3 Drahteinstellungsteile
DE

-- 5 6 --
dsb3dga
2. AVC--Einheit (Art.nr. 0443 656 881) gemäß Abbildung und Verzeichnis auf Seite
116 = Hauptabbildung oder Übersichtszeichnung.
3. Pendelungseinheit (Art.nr. 0444 140 880) wird gemäß Abb. 17 montiert.
Abb. 17
Die Zubehörkabel werden in der mit einem Reißverschluss versehenen Hülle
aufbewahrt (gemäß Übersichtszeichnung 0444 151).
9 ERSATZTEILBESTELLUNG
PRD 160 ist lt. dem internationalen und europäische Standards IEC/EN 60 292 und EN
50 199 konstruiert und überprüft.
Es liegt in der Verantwortung der Abteilung, die Service -- und Reparaturarbeiten aus-
führt, sich zu vergewissern, daß das Produkt nach der Arbeit von dem oben angegebe-
nen Standard nicht abweicht.
Ersatzteile werden durch Ihren nächsten ESAB--Vertreter bestellt, siehe letzte Seite
dieses Dokuments. Bei der Bestellung von Ersatzteilen sind Maschinentyp, Serien-
nummer sowie Bezeichnung und Ersatzteilnummer lt. Ersatzteilverzeichnis an--
zugeben. Dies erleichtert die Kundendienstarbeit und gewährleistet eine korrekte
Lieferung.
DE
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20




















Verwandte Artikel
-
ESAB PRD 160 A21 Benutzerhandbuch
-
-
ESAB PRD 100 A21 Benutzerhandbuch
-
ESAB PRD A21 PRD Benutzerhandbuch
-
-
-
-
-
-