ESAB Parallel connection of LAF-welding power source Benutzerhandbuch
- Typ
- Benutzerhandbuch

0449 546 001 110217
Parallel connection of
LAF-welding power source
Betriebsanweisung

-- 2 --
Änderungen vorbehalten.
DEUTSCH 3.............................................

DEUTSCH
-- 3 --
TOCg
1 SICHERHEIT 4.......................................................
2 EINLEITUNG 7.......................................................
2.1 Allgemeines 7..............................................................
2.2 Schaltanweisung für zwei parallel geschaltete
Schweißstromquellen und einem PEK-Bedienkasten 8...........................
3 Positionsplan 9.....................................................
3.1 Positionsplan Schweißstromquelle LAF 631 9...................................
3.2 Positionsplan Schweißstromquelle LAF 1001 10..................................
3.3 Positionsplan Schweißstromquelle LAF 1251/1601 11.............................
4 Parallelschaltung mit 6-Thyristor-Betrieb 12............................
SCHALTPLAN 14........................................................
ERSATZTEILLISTE 17...................................................

-4-
SafeArcW DE
1 SICHERHEIT
Der Anwender einer ESAB-Schweißausrüstung ist für die Sicherheitsmaß-
nahmen verantwortlich, die für das Personal gelten, das mit der Anlage oder
in deren Nähe arbeitet. Die Sicherheitsmaßnahmen sollen den
Anforderungen entsprechen, die an der Schweißausrüstung gestellt werden.
Der Inhalt dieser Empfehlung kann als eine Ergänzung der normalen
Vorschriften für den Arbeitsplatz betrachtet werden.
Die Bedienung muss gemäß der Anleitung von Personal ausgeführt werden,
das mit den Funktionen der Schweißausrüstung gut vertraut ist. Eine falsche
Bedienung kann eine Gefahrensituation herbeiführen, die Personen- und
Maschinenschäden verursachen kann.
1. Personal, das mit der Schweißausrüstung arbeitet, muss vertraut sein
mit:
S der Bedienung
S dem Standort des Notausschalters
S der F unktionsweise
S den geltenden Sicherheitsvorschriften
S Schweißvorgängen
2. Der Bediener muss sicherstellen:
S dass sich kein Unbefugter im Arbeitsbereich der Schweißausrüstung be-
findet, wenn diese eingeschaltet wird.
S dass keine Person ungeschützt steht, wenn der Lichtbogen gezündet
wird.
3. Der Arbeitsplatz muss:
S für den Zweck geeignet sein.
S zugfrei sein.
4. Persönliche Schutzausrüstung
S Immer die vorgeschriebene, persönliche Schutzausrüstung wie z.B.
Schutzbrille, feuersichere Arbeitskleidung, Schutzhandschuhe tragen.
S Keine lose sitzenden Gegenstände wie Gürtel, Armbänder, Ringe usw.
tragen, die hängenbleiben oder Brandverletzungen verursachen kön-
nen.
5. Sonstiges
S Kontrollieren, ob die angewiesenen Rückleiter gut angeschlossen sind.
S Eingriffe in elektr. Geräte dürfen nur von einem Elektriker vorge-
nommen werden.
S Erforderliche F euerlöschausrüstung muss an einem gut sichtbaren Platz leicht
zugänglich sein.
S Schmierung und Wartung der Schweißausrüstung darf nicht während des
Betriebs erfolgen.
DE

-5-
SafeArcW DE
DE
BEIM LICHTBOGENSCHWEIßEN UND LICHTBOGENSCHNEIDEN KANN IHNEN
UND ANDEREN SCHADEN ZUGEFÜGT WERDEN. DESHALB MÜSSEN SIE BEI
DIESEN ARBEITEN BESONDERS VORSICHTIG SEIN. BEFOLGEN SIE DIE
SICHERHEITSVORSCHRIFTEN IHRES ARBEITGEBERS, DIE SICH AUF DEN
WARNUNGSTEXT DES HERSTELLERS BEZIEHEN.
ELEKTRISCHER SCHLAG - Kann den Tod bringen.
S Die Schweißausrüstung gemäß örtlichen Standards installieren und erden.
S Keine Stromführenden Teile oder Elektroden mit bloßen Händen oder mit nasser
Schutzausrüstung berühren.
S Personen müssen sich selbst von Erde und Werkstück isolieren.
S Der Arbeitsplatz muß sicher sein.
RAUCH UND GAS - Können Ihre Gesundheit gefährden.
S Das Angesicht ist vom Schweißrauch wegzudrehen.
S Ventilieren Sie und saugen Sie den Rauch aus dem Arbeitsbereich ab.
UV- UND IR-LICHT - Können Brandschäden an Augen und Haut verursachen
S Augen und Körper schützen. Geeigneten Schutzhelm mit F iltereinsatz und
Schutzkleider tragen.
S Übriges Personal in der Nähe, ist durch Schutzwände oder Vorhänge zu
schützen.
FEUERGEFAHR
S Schweißfunken können ein F euer entzünden. Daher ist dafür zu sorgen, daß sich
am Schweißarbeitsplatz keine brennbaren Gegenstände befinden.
GERÄUSCHE - Übermäßige Geräusche können Gehörschäden verursachen
S Schützen Sie ihre Ohren. Benutzen Sie Kapselgehörschützer oder andere
Gehörschützer.
S Warnen Sie Umstehende vor der Gefahr.
BEI STÖRUNGEN
S Nur Fachleute mit der Behebung von Störungen beauftragen.
WARNUNG
LESEN SIE DIE BETRIEBSANWEISUNG VOR DER
INSTALLATION UND INBETRIEBNAHME DURCH.
SCHÜTZEN SIE SICH SELBST UND ANDERE!

-6-
SafeArcW DE
Geräte der Kategorie "Class A" sind nicht für den Einsatz in
Wohnbereichen vorgesehen, deren Stromversorgung an das allgemeine
Niederspannungsnetz angeschlossen ist. In diesen Bereichen kann für
Geräte der Kategorie "Class A" möglicherweise keine
elektromagnetische Verträglichkeit sichergestellt werden, da Störungen
in den Leitungen und in der Luft vorliegen.
VORSICHT!
WARNUNG!
Lesen Sie die Betriebsanweisung vor der
Installation und inbetriebnahme durch.
Werfen Sie Elektrowerkzeuge nicht in den Müll!
Gemäss Europäischer Richtlinie 2002/96/EG über Elektro- und Elektronik- Altgeräte und
Umsetzung in nationales Recht müssen verbrauchte Elektrowerkzeuge getrennt
gesammelt und einer umweltgerechten Wiederverwertung zugeführt werden. Als
Eigentümer müssen sie sicherstellen, dass sie ihr gebrauchtes Werkzeug zu ihrem
Händler zurückgegeben oder holen sie sich Informationen über ein lokales autorisiertes
Sammel- bzw. Entsorgungssystem ein.
Ein Ignorieren dieser EU Direktive kann zu potentiellen Auswirkungen auf die Umwelt und
ihrer Gesundheit führen!
ACHTUNG!
Die Schweißstromquelle und der Steuerkasten PEH können nicht zusammen verwendet werden.
DE

Master
Slave
Master
Slave
Master
Slave
-7-
hga7d1ga
2 EINLEITUNG
2.1 Allgemeines
Eine Parallelschaltung ist mit LAF-Schweißstromquellen sämtlicher Größen möglich.
Die Stromentnahme unterscheidet sich je nach Größe, siehe unten.
Der Netzanschluss an Master und Slave muss
auf gleiche Weise erfolgen.
Indem der Primäranschluss am Haupt-
transformator invertiert wird, ist es möglich, den
so genannten 6-Thyristor-Effekt zu nutzen,
siehe Seite 12.
Parallelschaltun g mit Schweißstromquellen
gleicher Größe.
Parallelschaltun g mit Schweißstromquellen
unterschiedlicher Größe.
Bei unterschiedlich groß en Schweißstromquellen m uss
die kleinste an erster Stelle positioniert werden,
d. h. als Master.
Stromentnahme bei Verwendung gleich großer Schweißstromquellen.
Wenn die Schweißstromquellen gleich groß sind, wird die Stromentnahme
gleichmäßig verteilt.
Master 500 A Slave 500 A
*1 Max. = 1.600 A
*2 500+500 = 1000 A
Stromentnahme bei Verwendung unterschiedlich großer Schweißstromquellen.
Wenn die Schweißstromquellen unterschiedlich groß sind, wird die Stromentnahme
gleichmäßig prozentual verteilt.
Master 500 A
Slave 300 A
*1 Max = 1000+600= 1600 A
*2 500+300 = 800 A
DE

-8-
hga7d1ga
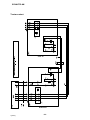
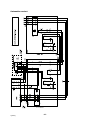
2.2 Schaltanweisung für zwei parallel geschaltete
Schweißstromquellen und einem PEK-Bedienkasten
1. Die Notstoppschleife W01 ist mit dem mitgelieferten Kontaktblock zu verbinden,
der wiederum an KM2 montiert wurde, siehe Schaltplan auf Seite 14 (Schweiß-
automat) bzw. Seite 15 (Automation).
2. An der als Slave zu definierenden Schweißstromquelle muss CN18 (Stifte 1 und
2), an AP1, für Analogsteuerung überbrückt werden.
3. Beide Schweißstromquellen starten und ESAT an die Master-Schweißstrom-
quelle anschließen.
4. Den Parameter 762 auf 1 einstellen, der Master sucht die als Slave gewählte
Schweißstromquelle.
5. Den Parameter 767 auf 10 einstellen, Node-Adresse der als Slave gewählten
Schweißstromquelle.
6. Den ESAT-Anschluss zu der als Slave definierten Schweißstromquelle umset-
zen.
7. Den Parameter 10 auf 16 einstellen, Slave-Funktion.
8. Den Parameter 67 auf 0 einstellen, bei einem Wert von 1 erwartet die
Schweißstromquelle ein analoges Signal.
9. Den Parameter 712 auf 0 einstellen, der Drahtvorschub wird nicht von der als
Slave definierten Schweißstromquelle gesteuert.
10. Den Parameter 713 auf 0 einstellen, der Fahrmotor wird nicht von der als Slave
definierten Schweißstromquelle gesteuert.
11. Den Parameter 762 auf 0 einstellen, der Slave sucht nicht nach einer anderen
Stromquelle.
12. Den Parameter 767 auf 2 einstellen, Node-Adresse der als Master definierten
Schweißstromquelle.
13. Den Parameter 9000 auf 10 einstellen, Node-Adresse der als Slave definierten
Schweißstromquelle.
14. Die Spannung zu beiden Schweißstromquellen abstellen.
15. Die Überbrückung an CN18 (Stifte 1 und 2) an der Slave-Schweißstromquelle
entfernen.
16. Die Überbrückung an CN11 an der Master-Schweißstromquelle entfernen.
17. Das Kabel W02 an die Schweißstromquellen anschließen.
18. Die Spannung der Slave-Schweißstromquelle einschalten.
19. Die Spannung der Master-Schweißstromquelle einschalten.
20. Prüfen, dass die Notstoppschleife funktioniert; beide Schweißstromquellen (Not-
stopprelais/Notstoppschütze) werden abgestellt. Die Stromquellen starten nach
dem Z u r ü cksetzen normal und sind anschließend betr iebsbereit.
21. Prüfen, dass sich der parallele Stromwert in PEK einstellen lässt.
Weitere Informationen zu Komponentenpositionen auf Leiterplatten siehe Service-
handbuch zur LAF-Schweißstromquelle.
DE

-9-
hga7d2ga
3 Positionsplan
3.1 Positionsplan Schweißstromquelle LAF 631
DE

-10-
hga7d2ga
3.2 Positionsplan Schweißstromquelle LAF 1001
DE

-11-
hga7d2ga
3.3 Positionsplan Schweißstromquelle LAF 1251/1601
DE

-12-
hga7d3ga
4 Parallelschaltung mit 6-Thyristor-Betrieb
In diesem Fall werden die Master/Slave-Schweißstromquellen über 6 Thyristoren
(3 je Schweißstromquelle) mit dem Netz verbunden. Da eine Phasenverschiebung
von 60° anstatt 120° erreicht wird, führt dies zu einem sanfteren Schweißstrom.
S Anschluss von Master und Slave über 6 T hyristoren. Beachten: invertierte
Primärwicklung des Slaves.
S Die Phasenverschiebung sinkt von 120° auf 60°, siehe folgende Abbildungen.
S Ein Schwingungsdiagramm zeigt die gleichmäßigeren Spitzen bei Invertierung
des Slave-Transformators.
Voraussetzung ist, dass die Schweißstromquellen gleich groß sind und ein
Vertauschen von Ein- und Ausgang an der Primärseite des Haupttransformators
möglich ist.
Bei LAF 1001, 1251 und 1601 ist dies einfach, während es bei LAF 631 aufgrund der
direkten Verbindung der Transformatorwicklung mit dem Hauptschütz schwerer ist.
DE

-13-
hga7d3ga
WICHTIG!
Die richtige Wicklung anschließen. Die meisten Schweißstromquellen verfügen über
mehrere Hauptspannungen. Dies gilt besonders bei Maschinen mit Multispannung.
Folgende Beispiele zeigen, wie Master und Slave bei Schweißstromquellen ohne
Multispannung mit dem Netz verbunden werden können.
DE

SCHALTPLAN
-14-
hga7diag
Tractor variant

-15-
hga7diag
Automation variant

-16-
sida

ERSATZTEILLISTE
-17-
SpareFram
Edition 101001
Ordering no. Denomination Notes
0808573882 Parallel connection kit

-18-
sida

-19-
h808753s
Item
no.
Qty Ordering no. Denomination Notes
0808573882 Parallel connection kit LAF-PEK
W01 4 0801389053 Cable 4x2x0.5, liycy
W02 1 0458681908 Cable L=4 m
1 0436919007 Auxillary contact block

ESAB AB
SE-695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
110210
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
BULGARIA
ESAB Kft Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel:+390297968.1
Fax:+390297968701
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB international AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel:+553121914333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax:+19056704879
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax:+5283507554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax:+18436645748
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel:+862123263000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel:+91334784517
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel:+62214600188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel:+81456707073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel:+82552698170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting Ltd
Durbanvill 7570 - Cape T own
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20




















ESAB Parallel connection of LAF-welding power source Benutzerhandbuch
- Typ
- Benutzerhandbuch
Verwandte Artikel
-
ESAB Parallel connection of LAF xxx1- Welding power sources Benutzerhandbuch
-
ESAB LAF 1601 / LAF 1601M Benutzerhandbuch
-
ESAB Remote Arc Gouging Benutzerhandbuch
-
ESAB A2 Benutzerhandbuch
-
-
-
ESAB LAF 1251 / LAF 1251M Benutzerhandbuch
-
-
-