
Stromquellenart
XMT 350 MPa
Auto-Line
OM-231 242H/ger
2010−09
Verfahren
Beschreibung
Multiprozeßschweißen
™
™
www.MillerWelds.com
BETRIEBSANLEITUNG

Wir danken und gratulieren zur Wahl von Miller. Jetzt sind Sie in der
Lage, Ihre Arbeit zu erledigen, und zwar richtig. Wir wissen, daß Sie
keine Zeit dazu haben, es anders zu machen.
Aus dem gleichen Grund sorgte Niels Miller dafür, daß seine Produkte
wertbeständig und von überragender Qualität waren, als er 1929 mit der
Herstellung von Lichtbogen−Schweißgeräten begann. Ebenso wie Sie
konnten sich seine Kunden nichts Geringeres leisten. Die Miller Produkte
mußten nicht nur so gut wie möglich sein, sie mußten die Besten auf dem
Markt sein.
Heute wird diese Tradition von den Leuten fortgesetzt, die Miller
Produkte herstellen und verkaufen. Sie sind ganz genauso darauf
verpflichtet, Produkte und Dienstleistungen mit den hohen, 1929
aufgestellten Qualitäts− und Wertmaßstäben zu liefern.
Diese Betriebsanleitung soll Ihnen dabei helfen, den größtmöglichen
Nutzen aus den Miller Produkten zu ziehen. Nehmen Sie sich bitte auch
Zeit zum Lesen der Sicherheitsmaßnahmen. Sie dienen Ihrem Schutz am
Arbeitsplatz. Wir haben die Aufstellung und Bedienung leicht und einfach
gemacht. Mit Miller können Sie sich bei
sachgemäßer Wartung auf Jahre zuverlässigen
Einsatzes verlassen. Und für den Fall, daß Ihr
Gerät aus irgendeinem Grund repariert werden
muß, finden Sie im Abschnitt Fehlersuche Hilfe
bei der Bestimmung des Problems. Mit Hilfe
der Stückliste können Sie dann das Teil genau
bestimmen, das zur Beseitigung des Problems
benötigt wird. Außerdem finden Sie Garantie−
und Wartungsangaben für Ihr spezielles Modell.
Miller Electric stellt eine komplette Reihe von
Schweißgeräten und Schweißausrüstungen her.
Fragen Sie bei Ihrer Miller Vertretung nach
dem neuesten Katalog mit dem kompletten Angebot oder nach den
getrennten Katalogblättern der weiteren Miller Qualitätsprodukte.
Miller ist der erste
Schweißgerätehersteller
in den U.S.A., der die
Registrierung unter dem
ISO 9001
Qualitätssystem erlangte.
Jede Miller Stromquelle
arbeitet so hart wie Sie
und besitzt die
müheloseste Garantie in
der Branche.
Von Miller für Sie

Inhaltsverzeichnis
ABSCHNITT 1 − SICHERHEITSMASSNAHMEN — VOR GEBRAUCH LESEN 1......................
1-1. Symbole 1............................................................................
1-2. Gefahren beim Lichtbogenschweißen 1...................................................
1-3. Zusätzliche Gefahren bei Installation, Betrieb und Wartung 3..................................
1-4. Warnhinweise nach California Proposition 65 4.............................................
1-5. Prinzipielle Sicherheitsnormen 5.........................................................
1-6. EMF-Information 5.....................................................................
ABSCHNITT 2 − EINLEITUNG 7...............................................................
2-1. Technische Daten 7....................................................................
2-2. Eigenschaften und Vorteile 7............................................................
2-3. Lichtbogenregelungen 7................................................................
2-4. Einschaltdauer und Überhitzung 8........................................................
ABSCHNITT 3 − INSTALLATION 9.............................................................
3-1. Wo befindet sich das Typenschild mit der Seriennummer und den Leistungsangaben? 9...........
3-2. Abmessungen und Gewicht 9............................................................
3-3. Auswahl eines Aufstellplatzes 9..........................................................
3-4. Anschließen an 1-Phasen-Stromversorgung 10..............................................
3-5. Anschließen an 3-Phasen-Stromversorgung 11..............................................
3-6. Stromanschluss Daten 12................................................................
3-7. Schweißausgangsstecker und Auswahl der Kabelgrößen 13...................................
3-8. Belegung 14-poliger Fernregelanschluss 14.................................................
3-9. Optionale 115 Volt Ws Doppelsteckdose und Geräteschutzschalter 14..........................
3-10. Optionaler Gasventil-Betrieb und Schutzgasanschluss 15.....................................
ABSCHNITT 4 − ALLGEMEINE BETRIEBSWEISE 16..............................................
4-1. Vorderes Bedienpanel 16................................................................
4-2. Einstellungen des Verfahrenwahlschalters 17...............................................
4-3. Setup-Optionsmenü 18..................................................................
ABSCHNITT 5 − WOLFRAM-SCHUTZGAS-SCHWEISSEN 20.......................................
5-1. Typische Anschlüsse beim WSG-Schweißverfahren 20.......................................
5-2. Betriebsart „Scratch Start TIG“ − WSG-Schweißverfahren 21..................................
5-3. Betriebsart „Lift−Arc TIG“ (WSG mit Berührungszündung) − WSG−Schweißverfahren 22...........
5-4. Betriebsart „TIG“ − WSG-Schweißverfahren 23..............................................
ABSCHNITT 6 − MSG-/MSG-IMPULS-/FÜLLDRAHT-SCHWEISSEN 24...............................
6-1. Typische Anschlüsse beim MSG-/MSG-Impuls-/Fülldraht-Schweißverfahren mit ferngeregeltem
Drahtvorschubgerät 24..................................................................
6-2. Betriebsart „MIG“ − MSG-/Fülldraht-Schweißverfahren 25.....................................
6-3. MSG − Auswahltabelle für Drahtelektroden− und Schutzgase 26...............................
6-4. Betriebsart „Pulsed MIG“ − MSG-Impuls-Schweißverfahren 27.................................
6-5. MSG-Impuls − Auswahltabelle für Drahtelektrodentypen und Schutzgase 28.....................
6-6. Typische Anschlüsse beim MSG-/MSG-Impuls-/Fülldraht-Schweißverfahren mit Drahtvorschubgeräten
die an der Schweißspannung arbeiten 29...................................................
6-7. Betriebsart „V-Sense Feeder“ − MSG-/Fülldraht-Schweißverfahren 30...........................
6-8. Betriebsart „V-Sense Feeder“ − MSG-Impuls-Schweißverfahren 31.............................
ABSCHNITT 7 − E-HAND-SCHWEISSEN (SMAW) / LICHTBOGEN-DRUCKLUFTSCHNEIDEN (CAC-A) 32
7-1. Typische Anschlüsse beim E-Hand-Schweißenund Lichtbogen-Druckluftschneiden 32............
7-2. Betriebsart „CC“ − E-Hand-Schweißen und Lichtbogen-Druckluftschneiden 33....................
7-3. Betriebsart „Stick“ − E-Hand-Schweißen und Lichtbogen-Druckluftschneiden 34..................
7-4. Schweißverfahren mit − optional − niedriger Leerlaufspannung 35..............................
ABSCHNITT 8 − WARTUNG & FEHLERSUCHE 36................................................
8-1. Routinemäßige Wartung 36..............................................................
8-2. Gerät innen ausblasen 36................................................................
8-3. Hilfeanzeigen 37........................................................................
8-4. Fehlersuche 38.........................................................................


OM−231 242 Seite 1
ABSCHNITT 1 − SICHERHEITSMASSNAHMEN — VOR
GEBRAUCH LESEN
ger_som_2010−03
7
Schützen Sie sich und Andere vor Verletzungen — lesen und beachten Sie diese Sicherheitsmaßnahmen.
1-1. Symbole
GEFAHR! − Signalisiert eine Gefahrensituation, die
zum Tod oder zu schweren Verletzungen führt, sofern
sie nicht vermieden wird. Die möglichen Gefahren sind
in den begleitenden Symbolen dargestellt oder im Text
erläutert.
Signalisiert eine Gefahrensituation, die zum Tod oder
zu schweren Verletzungen führen kann, sofern sie
nicht vermieden wird. Die möglichen Gefahren sind in
den begleitenden Symbolen dargestellt oder im Text er-
läutert.
MERKE − Signalisiert Inhalte, die sich nicht auf Personenschäden be-
ziehen.
. Signalisiert besondere Hinweise.
Diese Gruppe von Symbolen bedeutet Achtung! Aufpassen! Gefährli-
che BERÜHRUNGSPANNUNG, Gefährdung durch BEWEGTE TEI-
LE und HEISSE TEILE. Den Symbolen und darunter stehenden Hin-
weisen entnehmen, durch welche Maßnahmen die Gefahren vermie-
den werden können.
1-2. Gefahren beim Lichtbogenschweißen
Die dargestellten Symbole werden in der gesamten Betriebs-
anleitung verwendet, um auf mögliche Gefahren
hinzuweisen. Wenn Sie dieses Symbol sehen, ist erhöhte
Achtsamkeit erforderlich. Zur Vermeidung der Gefahr sind
die entsprechenden Anleitungen zu befolgen. Die unten- ste-
henden Sicherheitshinweise sind nur eine Zusammen-
fassung der umfassenderen Sicherheitsnormen im Ab-
schnitt 1-5. Lesen und beachten Sie alle Sicherheitsnormen.
Lassen Sie alle Arbeiten am Gerät, wie Installation, Betrieb,
Wartung und Reparaturen, nur von qualifiziertem Personal
ausführen.
Während des Betriebes andere Personen, besonders Kinder,
vom Gerät fernhalten.
ELEKTROSCHOCKS können tödlich
sein.
Das Berühren stromführender Teile kann tödliche
Schocks oder schwere Verbrennungen zur Folge
haben. Der Kreis zwischen Elektrode und
Werkstück ist stromführend, sobald der Ausgangss-
trom eingeschaltet ist. Auch der Eingangsstrom-
kreis und die Stromkreise im Inneren sind
stromführend, wenn der Strom eingeschaltet ist.
Beim halbautomatischen oder automatischen
Schweißen sind der Draht, die Drahtspule, das
Antriebsrollengehäuse und alle Metallteile, die mit
dem Schweißdraht in Berührung stehen,
stromführend. Falsch installierte oder unsach-
gemäß geerdete Geräte stellen eine Gefahr dar.
D Stromführende Teile nicht berühren.
D Trockene Isolierhandschuhe ohne Löcher und Schutzkleidung
tragen.
D Der Schweißer muss sich selbst vom Werkstück und der Erde
durch trockene, isolierende Matten oder Abdeckungen isolieren,
die groß genug sind, um einen Kontakt zwischen ihm und dem
Werkstück oder der Erde zu verhindern.
D Den Wechselstromausgang nicht in einer feuchten Umgebung mit
begrenzten Bewegungsmöglichkeiten oder Sturzgefahr verwen-
den.
D Den Wechselstromausgang NUR dann verwenden, wenn er für
das Schweißverfahren benötigt wird.
D Falls vorhanden, sollte bei Verwendung des Wechselstromausgan-
ges die Ausgangsfernregelung benutzt werden.
D Zusätzliche Sicherheitsmaßnahmen sind erforderlich, wenn unter
erhöhter elektrischer Gefährdung gearbeitet wird: In feuchten Um-
gebungen oder beim Tragen von nasser Kleidung, auf
metallischen Oberflächen wie Böden, Gittern oder Gerüsten, sit-
zend, kniend oder liegend in beengten Verhältnissen oder wo ein
hohes Risiko besteht, dass der direkte Kontakt mit dem Werkstück
oder der Erde unvermeidbar ist bzw. aus Versehen erfolgt. Wenn
diese Bedingungen gegeben sind, folgenden Geräte mit “S“- Zei-
chen verwenden: 1) ein halbautomatisches
Gleichstrom-Schweißgerät (Drahtelektrodenschweißen) mit kon-
stanter Spannung, 2) ein manuelles Gleichstrom-Schweißgerät
(Stabelektroden-schweißen) oder 3) ein Wechselstrom-Schweiß-
gerät mit reduzierter Leerlauf- spannung. In den meisten Fällen
wird die Verwendung eines Gleichstrom-Schweißgeräts mit Kon-
stantspannung (Drahtel- ektrodenschweißen) empfohlen. Und
nicht alleine arbeiten!
D Vor dem Installieren oder Warten dieses Gerätes den Eingangs-
strom abschalten oder den Motor ausschalten. Eingangsstrom
gemäß OSHA 29 CFR 1910.147 ausschalten (siehe Sicherheits-
normen).
D Das Gerät gemäß der Betriebsanleitung und den anzuwendenden
nationalen Vorschriften anschließen.
D Stets den Schutzleiter überprüfen − kontrollieren und sicherstel-
len, dass der Schutzleiter des Stromkabels korrekt mit dem
Erdungsstift im Stecker verbunden ist. Das Primärkabel muss an
eine ordentlich geerdete Steckdose angeschlossen sein.
D Bei der Herstellung von Eingangsverbindungen ist zuerst der Er-
dungsleiter anzubringen − Verbindungen zweimal prüfen.
D Elektrische Kabel vor Feuchtigkeit, Ölen und Fetten sowie heißen
Metallteilen und Funken schützen.
D Stromkabel häufig auf Beschädigungen oder blanke Drähte unter-
suchen − beschädigtes Kabel sofort auswechseln − Berührung mit
blanken Drähten kann tödlich sein.
D Nicht in Verwendung stehende Geräte ausschalten.
D Keine verschlissenen, beschädigten, zu gering dimensionierten
oder schlecht gefertigte Kabel verwenden.
D Kabel nicht um den Körper schlingen.
D Falls das Werkstück geerdet werden muss, ist dazu ein separates
Kabel zu verwenden.
D Die Elektrode nicht berühren, wenn Sie Kontakt zum Werkstück,
der Erde oder einer weiteren Elektrode eines anderen Gerätes ha-
ben.
D Nur gut gewartete Geräte verwenden. Beschädigte Teile sofort re-
parieren oder auswechseln. Das Gerät gemäß der
Betriebsanleitung warten.
D Bei Arbeiten in größerer Höhe Sicherheitsgeschirr tragen.
D Alle Platten und Abdeckungen an ihrem Platz belassen.

OM-231 242 Seite 2
D Das Massekabel mit gutem Metallkontakt zum Werkstück oder
zum Werktisch so nahe wie möglich bei der Schweißstelle anklem-
men.
D Die Masseklemme isolieren, wenn diese nicht an das Werkstück
angeschlossen ist, um jeglichen Kontakt mit einem Metallobjekt zu
verhindern.
D Nicht mehr als eine Elektrode oder ein Masse-kabel an jedem Aus-
gangsanschluss anschließen.
ERHEBLICHE GLEICHSPANNUNG ist bei Inverter−
Schweißstromquellen vorhanden, auch NACHDEM
sie vom Netz genommen wurden.
D Vor dem Berühren von Teilen den Inverter ausschalten, Strom-
quelle vom Netz trennen und die Eingangskondensatoren gemäß
den Anleitungen im Abschnitt Wartung entladen.
HEISSE TEILE können zu
Verbrennungen führen.
D Heiße Teile nicht mit bloßer Hand berühren.
D Laat de apparatuur altijd afkoelen, voordat u
ermee gaat werken.
D Zur Verhütung von Verbrennungen beim Handhaben heißer
Teile geeignete Werkzeuge und /oder dicke, gefütterte Schwei-
ßer-schutzhandschuhe und −kleidung tragen.
DÄMPFE UND GASE können
gesundheitsgefährdend sein.
Beim Schweißen entstehen Dämpfe und Gase.
Das Einatmen dieser Dämpfe und Gase kann die
Gesundheit gefährden.
D Gesicht von den Dämpfen fernhalten. Dämpfe nicht einatmen.
D Bei Arbeiten in geschlossenen Räumen für ausreichende Belüf-
tung sorgen und/oder Schweißdämpfe und Gase durch Lüfter
absaugen.
D Bei schlechter Belüftung eine geprüfte Atemschutzmaske mit Luft-
zufuhr tragen.
D Die Sicherheitsdatenblätter und die Herstelleranleitungen für Me-
talle, Schweiß-zusatzwerkstoffe,, Beschichtungen, Reiniger und
Entfetter lesen und beachten.
D In kleinen Räumen nur bei guter Belüftung arbeiten oder eine
Atemmaske mit Luftzufuhr verwenden. Es sollte stets eine erfah-
rene Aufsichtsperson in der Nähe sein. Schweißdämpfe und Gase
können die Luft verdrängen und den Sauerstoffpegel senken, was
zu schweren Verletzungen oder zum Tod führen kann. Sicherstel-
len, dass die eingeatmete Luft ungefährlich ist.
D Nicht in der Nähe von Entfettungs-, Reinigungs- oder Spritzarbei-
ten schweißen. Die Hitze und die Strahlen des Lichtbogens
können mit den Dämpfen reagieren und hochgiftige Reizgase bil-
den.
D Nicht auf beschichteten Metallen schweißen, wie z.B. auf verzink-
tem, blei- oder kadmiumplattiertem Stahl, wenn nicht zuvor die
Beschichtung vom Schweißbereich entfernt wurde, der Arbeitsbe-
reich gut belüftet ist und, falls notwendig, eine Atemmaske mit
Luftzufuhr getragen wird. Die Beschichtung sowie viele Metalle,
die diese Elemente enthalten, können beim Schweißen giftige
Dämpfe freisetzen.
LICHTBOGENSTRAHLEN können
Augen und Haut verbrennen
Beim Schweißen entstehende Lichtbogenstrahlen
verursachen sehr intensive sichtbare und unsicht-
bare (ultraviolette und infrarote) Strahlen, die Augen
und Haut verbrennen können. Der bei manchen Arbeiten entste-
hende Lärm kann das Gehör schädigen. Beim Schweißen entsteht
Spritzer- und Funkenflug.
D Beim Schweißen oder Zuschauen einen zugelassenen Schweiß-
helm mit geeignetem Augenschutzfilter tragen, um Gesicht und
Augen vor Lichtbogenstrahlen und Funken zu schützen (siehe
ANSI Z49.1 und Z87.1 in den Sicherheitsnormen).
D Zugelassene Schutzbrille mit Seitenschutz unter dem Helm tra-
gen.
D Schutzschirme oder ähnliches verwenden, um andere Personen
vor dem grellen Licht, den Strahlen und Funken zu schützen; an-
dere davor warnen, in den Lichtbogen zu schauen.
D Schutzkleidung aus haltbarem, nicht brennbarem Material (Leder,
dicke Baumwolle oder Wolle) sowie Fußschutz tragen.
SCHWEISSEN kann Brände oder
Explosionen verursachen.
Das Schweißen an geschlossenen Behältern wie
z.B. Tanks, Fässern oder Rohren kann zur Explo-
sion führen. Funken können vom Lichtbogen weg-
spritzen. Diese Funken sowie heiße Werkstücke und heiße Geräte
können Brände und Verbrennungen verursachen. Versehentlicher
Kontakt der Elektrode mit Metallobjekten kann Funken, Explosion,
Überhitzung oder einen Brand verursachen. Vor dem Schweißen
sicherstellen, dass im Arbeitsbereich gefahrlos gearbeitet werden
kann.
D Alle entflammbaren Materialien in einem Umkreis von mindestens
10,7 m um den Lichtbogen herum entfernen. Wenn dies nicht mög-
lich ist, müssen sie mit einer geprüften Abdeckung abgedeckt
werden.
D Nicht dort schweißen, wo Funken auf entflammbares Material tref-
fen könnten.
D Schützen Sie sich selbst und andere vor herumfliegenden Funken
und heißem Metall.
D Achtung: beim Schweißen entstehende Funken und heiße Mate-
rialteile können sehr leicht durch kleine Ritzen und Öffnungen in
umliegende Bereiche gelangen.
D Vorsicht vor Bränden. Ein Feuerlöscher sollte stets in der Nähe
sein.
D Achtung: Bei Schweißarbeiten an der Decke, am Boden, an der
Spritz- oder Trennwand kann ein Brand auf der anderen, nicht
sichtbaren Seite entstehen.
D Nicht an geschlossenen Behältern wie z.B. Tanks, Fässern oder
Rohren schweißen, wenn diese nicht gemäß AWS F4.1 vorberei-
tet wurden (siehe Sicherheitsnormen).
D Nicht in Umgebungen schweißen, wo leicht entzündliche Stäube,
Gase oder Dämpfe (wie Benzin) in der Atmosphäre vorhanden
sind.
D Das Massekabel so nahe wie möglich am Schweißbereich mit
dem Werkstück verbinden, damit der Schweißstrom eine nicht
übermäßig lange, möglicherweise nicht überall geerdete, Strecke
zurücklegen muss und um so die Gefahr von Elektroschocks,
Funken und Bränden zu verringern.
D Schweißgerät nicht zum Auftauen gefrorener Leitungen verwen-
den.
D Stabelektrode vom Halter nehmen oder Schweißdraht an der Spit-
ze abschneiden, wenn nicht geschweißt wird.
D Ölfreie Schutzkleidung wie Lederhandschuhe, dickes Hemd, stul-
penlose Hose, hohe Schuhe und eine Kappe tragen.
D Vor Schweißarbeiten brennbare Dinge wie Feuerzeuge oder
Streichhölzer weglegen.
D Nach Beendigung der Schweißarbeiten den Arbeitsbereich auf
verbleibende Funken, glühende Teilchen und Flammen
kontrollieren.
D Nur zulässige Sicherungen bzw. Schutzschalter einsetzen. Diese
dürfen weder zu groß ausgelegt sein noch dürfen sie umgangen
werden.
D Die Anforderungen in OSHA 1910.252 (a) (2) (iv) und NFPA 51B
für Arbeiten mit offener Flamme beachten, ein Brandbeobachter
und Feuerlöscher sollten sich in der Nähe befinden.

OM−231 242 Seite 3
HERUMFLIEGENDE
METALLSTÜCKE oder SCHMUTZ
können die Augen verletzen.
D Schweißen, Abkratzen, Verwenden einer
Drahtbürste und Schleifen erzeugen Funken
und fliegendes Metall. Beim Abkühlen einer
Schweißnaht kann Schlacke abspringen.
D Selbst unter dem Schweißhelm eine zugelassene Schutzbrille
mit Seitenschutz tragen.
GASANREICHERUNG kann
Verletzungen verursachen oder
töten.
D Schutzgaszufuhr bei Nichtverwendung ab-
schalten.
D Geschlossene Räume immer belüften oder zugelassenes Beat-
mungsgerät verwenden.
ELEKTROMAGNETISCHE FELDER (EMF)
können implantierte medizinische Geräte
beeinflussen.
D Träger von Herzschrittmachern oder anderen
implantierten medizinischen Geräten sollten
sich fernhalten.
D Personen, die ein medizinisches Gerät implantiert tragen,
sollten Ihren Arzt und den Hersteller des Geräts befragen,
bevor sie sich in einen Bereich begeben, in dem Arbeiten
wie Lichtbogenschweißen, Punktschweißen, Fugenhobeln,
Plasmaschneiden oder induktives Erwärmen durchgeführt
werden.
LÄRM kann das Gehör schädigen.
Der Lärm einiger Verfahren oder Geräte kann das
Gehör schädigen.
D Bei hohem Lärmpegel zugelassene Lärm-
schutzmittel tragen.
FLASCHEN können bei
Beschädigung explodieren.
Schutzgasflaschen enthalten unter hohem Druck
stehendes Gas. Bei Beschädigung kann eine
Flasche explodieren. Gasflaschen sind ein nor-
males Zubehör beim Schweißenmüssen aber trotzdem sehr vorsich-
tig behandelt werden.
D Druckgasflaschen vor zu großer Hitze, mechanischen Schlägen,
Beschädigung, Schlacke, offenen Flammen, Funken und Lichtbö-
gen schützen.
D Die Flaschen senkrecht an einer stabilen, stationären Stütze oder
einem Flaschenwagen befestigen und vor dem Umfallen sichern.
D Flaschen von Schweiß- oder anderen elektrischen Schaltkreisen
fernhalten.
D Niemals einen Schweißbrenner auf eine Gasflasche hängen.
D Niemals eine Flasche mit einer Schweißelektrode berühren.
D Niemals an einer unter Druck stehenden Flasche schweißen − die
Flasche kann explodieren.
D Stets nur die für die jeweilige Anwendung geeigneten Schutzgas-
flaschen, Regler, Schläuche und Anschlüsse verwenden; diese
und dazugehörige Teile in gutem Zustand halten.
D Gesicht vom der Ventilauslassöffnung wegdrehen, wenn ein Fla-
schenventil geöffnet wird.
D Stets die Schutzkappe am Flaschenventil aufsetzen, außer wenn
die Flasche in Verwendung ist oder angeschlossen wird.
D Die richtigen Vorrichtungen verwenden, korrekte Vorgehensweise
und eine ausreichende Anzahl von Personen zum Heben und
Transport der Flaschen sicherstellen.
D Die Anleitungen für Druckgasflaschen und Zubehörteile sowie die
in den Sicherheitsnormen aufgeführte Publikation P-1 der Com-
pressed Gas Association (CGA − amerikanische
Druckgasvereinigung) sowie die entsprechenden nationalen Vor-
schriften lesen und beachten.
1-3. Zusätzliche Gefahren bei Installation, Betrieb und Wartung
FEUER- ODER
EXPLOSIONSGEFAHR.
D Gerät nicht auf oder in der Nähe von brennba-
ren Oberflächen installieren oder aufstellen.
D Gerät nicht in der Nähe von brennbaren Mate-
rialien installieren.
D Überlasten Sie nicht die Anschlussleitungen. Versichern Sie
sich, dass der Anschluss für den Betrieb dieses Gerätes geei-
gnet ist.
HERUNTERFALLENDES GERÄT
kann zu Verletzungen führen.
D Kranöse nur zum Anheben der Stromquelle,
NICHT aber des Fahrwerks, der Gasflaschen
oder anderer Zubehörteile verwenden.
D Zum Heben und Unterstützen der Stromquelle
nur Geräte mit ausreichender Leistungs-fähig-
keit verwenden.
D Wenn die Einheit mit einem Stapler transportiert wird, müssen die
Staplergabeln soweit ausgezogen sein, dass sie bis über die an-
dere Seite der Einheit hinausreichen.

OM-231 242 Seite 4
D Bei Arbeiten in luftiger Höhe die Ausrüstung (Kabel und Leitungen)
von fahrenden Flurförderzeugen fernhalten.
D Halten Sie sich beim manuellen Heben von schweren Teilen oder
Geräten an die Leitlinien des Anwendungshandbuchs zur
überarbeiteten NIOSH Hebegleichung (”Applications Manual for
the Revised NIOSH Lifting Equation“ Schrift Nr. 94–110).
ÜBERHITZUNG kann durch ZU
LANGEN GEBRAUCH auftreten.
D Gerät abkühlen lassen, Nenn-Einschaltdauer
beachten.
D Vor Wiederaufnahme der Schweißarbeiten
Schweißstrom oder Einschaltdauer verrin-
gern.
D Den Luftstrom zur Stromquelle nicht blockieren oder filtern.
HERUMFLIEGENDE FUNKEN können
zu Verletzungen führen.
D Zum Schutz von Augen und Gesicht eine
geeignete Schutzmaske tragen.
D Wolframelektroden nur an einem Schleifgerät
mit geeigneten Schutzvorrichtungen und an
einem sicheren Ort schleifen. Dabei eine
geeignete Schutzausrüstung für Gesicht,
Hände und Körper tragen.
D Funken können Brände verursachen. Leicht entzündliche Stoffe
fernhalten.
ELEKTROSTATISCHE AUFLADUNG
(ESD) kann PC-Platinen
beschädigen.
D VOR Arbeiten an der PC-Platinen oder deren
Teilen Erdungsarmband anlegen.
D PC-Platinen nur in statiksicheren Taschen oder Schachteln la-
gern, transportieren oder versenden.
BEWEGLICHE TEILE können
Verletzungen verursachen.
D Abstand zu allen beweglichen Teilen halten.
D Abstand zu allen Geräteteilen halten, bei de-
nen die Gefahr von Einklemmungen besteht,
wie z.B. bei Antriebsrollen.
SCHWEISSDRAHT kann zu
Verletzungen führen.
D Brennerschalter erst betätigen, wenn dazu auf-
gefordert wird.
D Brenner niemals gegen einen Körperteil, ande-
re Personen oder Metall richten, wenn
Schweißdraht eingefädelt wird.
BEWEGLICHE TEILE können
Verletzungen verursachen.
D Abstand zu beweglichen Teilen, wie z.B. Lüf-
tern, halten.
D Alle Türen, Gehäuse, Abdeckungen und Schutzvorrichtungen
geschlossen halten und an ihrem Platz lassen.
D Das Abnehmen von Türen, Gehäusen, Abdeckungen oder
Schutzvorrichtungen für Wartungsarbeiten sollte nur von qualifi-
ziertem Personal durchgeführt werden.
D Türen, Gehäuse, Abdeckungen oder Schutzvorrichtungen nach
Abschluss der Wartungsarbeiten und vor dem Anschließen an
die Stromquelle wieder anbringen.
ANLEITUNGEN LESEN UND BEACHTEN.
D Lesen und befolgen Sie alle Aufkleber sowie
die Bedienungsanleitung genau, bevor Sie das
Gerät installieren, betreiben oder warten.
Lesen Sie die am Anfang der Anleitung sowie
in den einzelnen Abschnitten angegebenen
Informationen zur Sicherheit.
D Nur Orginalersatzteile vom Hersteller verwenden.
D Wartungs− und Instandhaltungsarbeiten gemäß
Betriebsanleitungen und geltenden Industrienormen sowie
regionalen, nationalen und lokalen Vorschriften vornehmen.
HF−AUSSTRAHLUNG kann
Störungen verursachen.
D Hochfrequenz-Strahlung (H.F.) kann Störun-
gen bei der Funknavigation, bei Sicherheitsein-
richtungen, Computern und Kommunikations-
geräten verursachen.
D Installation sollte nur von geschultem Personal durchgeführt wer-
den, das mit elektronischen Geräten vertraut ist.
D Der Anwender ist verpflichtet, dass durch die Installation eventuell
auftretenden Störungen sofort von einem geschulten Elektriker
beseitigt werden.
D Sollte von der Post oder Telekom über auftretende Störungen in-
formiert werden, ist der Gebrauch des Gerätes sofort einzustellen.
D Gesamte Installation regelmäßig warten und überprüfen.
D Türen und Abdeckungen von Hochfrequenzquellen geschlossen
halten; für korrekte Elektrodenabstände sorgen; durch Erdung
und Abschirmung die Möglichkeit von Störungen auf ein Minimum
reduzieren.
LICHTBOGENSCHWEISSEN kann
Störungen verursachen.
D Elektromagnetische Energie kann empfindli-
che elektronische Geräte wie z.B. Rechner
oder rechnergesteuerte Geräte (Roboter) stö-
ren.
D Dafür sorgen, dass alle Geräte im Schweißbereich elektromagne-
tisch verträglich sind.
D Zur Einschränkung möglicher Störungen die Schweißkabel mög-
lichst kurz, eng zusammen und niedrig, zum Beispiel auf dem
Boden, anordnen.
D Den Schweißbetrieb 100 Meter entfernt von empfindlichen elek-
tronischen Geräten anordnen.
D Dafür sorgen, dass die Schweißmaschine in Übereinstimmung mit
dieser Anleitung installiert und geerdet ist.
D Falls dennoch Störungen auftreten, muss der Benutzer besondere
Maßnahmen ergreifen, wie z.B. das Versetzen der Schweißma-
schine, die Verwendung abgeschirmter Kabel, Leitungsfilter oder
die Abschirmung des Arbeitsbereiches.

OM−231 242 Seite 5
1-4. Warnhinweise nach California Proposition 65
Schweiß- oder Schneidegeräte erzeugen Dämpfe und Gase
die Chemikalien enthalten, welche lt. dem Staat Kalifornien,
Geburts-defekte und in manchen Fällen Krebs hervorrufen
können. (California Health & Safety Code [Kalifornische Ar-
beitsschutzrichtlinien], Abschnitt 25249.5 ff.)
Batterieklemmen, Batterieanschlüsse und Zubehör enthal-
ten Blei und Bleiverbindungen, d.h. Chemikalien, die lt. dem
Staat Kalifornien Krebs, Geburtsdefekte und Fortpflan-
zungsschäden hervorrufen. Nach Gebrauch Hände
waschen.
Dieses Produkt enthält Chemikalien, u.a. auch Blei, die, laut
dem Staat Kalifornien, Krebs, Geburts− oder andere Fort-
pflanzungsschäden hervorrufen können. Nach dem
Gebrauch die Hände waschen.
Für Benzinmotoren:
Motorenabgase enthalten Chemikalien, die lt. dem Staat Kali-
fornien Krebs, Geburtsdefekte oder andere
Fortpflanzungsschäden hervorrufen.
Für Dieselmotoren:
Dieselmotorenabgase und einige seiner Bestandteile rufen lt.
dem Staat Kalifornien Krebs, Geburtsdefekte und andere
Fortpflanzungsschäden hervor.
1-5. Prinzipielle Sicherheitsnormen
Safety in Welding, Cutting, and Allied Processes, ANSI Standard Z49.1,
from Global Engineering Documents (phone: 1-877-413-5184, website:
www.global.ihs.com).
Safe Practices for the Preparation of Containers and Piping for Welding
and Cutting, American Welding Society Standard AWS F4.1, from Glob-
al Engineering Documents (phone: 1-877-413-5184, website:
www.global.ihs.com).
National Electrical Code, NFPA Standard 70, from National Fire Protec-
tion Association, Quincy, MA 02269 (phone: 1-800-344-3555, website:
www.nfpa.org and www. sparky.org).
Safe Handling of Compressed Gases in Cylinders, CGA Pamphlet P-1,
from Compressed Gas Association, 4221 Walney Road, 5th Floor,
Chantilly, VA 20151 (phone: 703-788-2700, website:www.cganet.com).
Safety in Welding, Cutting, and Allied Processes, CSA Standard
W117.2, from Canadian Standards Association, Standards Sales, 5060
Spectrum Way, Suite 100, Ontario, Canada L4W 5NS (phone:
800-463-6727, website: www.csa-international.org).
Safe Practice For Occupational And Educational Eye And Face Protec-
tion, ANSI Standard Z87.1, from American National Standards Institute,
25 West 43rd Street, New York, NY 10036 (phone: 212-642-4900, web-
site: www.ansi.org).
Standard for Fire Prevention During Welding, Cutting, and Other Hot
Work, NFPA Standard 51B, from National Fire Protection Association,
Quincy, MA 02269 (phone: 1-800-344-3555, website: www.nfpa.org.
OSHA, Occupational Safety and Health Standards for General Indus-
try, Title 29, Code of Federal Regulations (CFR), Part 1910, Subpart Q,
and Part 1926, Subpart J, from U.S. Government Printing Office, Super-
intendent of Documents, P.O. Box 371954, Pittsburgh, PA 15250-7954
(phone: 1-866-512-1800) (there are 10 OSHA Regional Offices—
phone for Region 5, Chicago, is 312-353-2220, website:
www.osha.gov).
U.S. Consumer Product Safety Commission (CPSC), 4330 East West
Highway, Bethesda, MD 20814 (phone: 301-504-7923, website:
www.cpsc.gov).
Applications Manual for the Revised NIOSH Lifting Equation, The Na-
tional Institute for Occupational Safety and Health (NIOSH), 1600
Clifton Rd, Atlanta, GA 30333 (phone: 1-800-232-4636, website:
www.cdc.gov/NIOSH).
1-6. EMF-Information
Ein durch einen Leiter fließender elektrischer Strom erzeugt
stellenweise elektrische und magnetische Felder (EMF). So entsteht
durch den Schweißstrom ein elektromagnetisches Feld um den
Schweißstromkreis und das Schweißgerät. EMF kann bestimmte
medizinische Implantate, wie z.B. Herzschrittmacher, störend
beeinflussen. Daher müssen für Personen mit medizinischen
Implantaten Schutzmaßnahmen getroffen werden. Beispielsweise
Zugangsbeschränkungen für Vorbeigehende oder eine individuelle
Risikobewertung für Schweißer. Alle Schweißer sollten die folgenden
Vorgehensweisen einhalten, um sich, den durch den
Schweißstromkreis verursachten elektromagnetischen Feldern,
möglichst wenig auszusetzen:
1. Kabel so dicht wie möglich beieinander führen − Kabel verdrillen,
mit Klebeband fixieren oder eine Kabelumhüllung verwenden.
2. Stellen Sie sich nicht zwischen die Schweißkabel. Kabel auf
einer Seite und so weit vom Bedienpersonal entfernt wie möglich
verlegen.
3. Kabel nicht um den Körper schlingen.
4. Kopf und Rumpf so weit wie möglich vom Gerät im
Schweißstromkreis entfernt halten.
5. Masseklemme so nahe wie möglich an der Schweißstelle am
Werkstück anbringen.
6. Nicht direkt neben der Schweißstromquelle arbeiten, sich
hinsetzen oder anlehnen.
7. Nicht schweißen, während Sie die Schweißstromquelle oder das
Drahtvorschubgerät tragen.
Zu implantierten medizinischen Geräten:
Personen, die ein medizinisches Gerät implantiert tragen, sollten Ihren
Arzt und den Hersteller des Geräts befragen, bevor sie sich in einen
Bereich begeben, in dem Arbeiten wie Lichtbogenschweißen,
Punktschweißen, Fugenhobeln, Plasmaschneiden oder induktives
Erwärmen durchgeführt werden oder bevor sie selber solche Arbeiten
durchführen. Wenn Ihr Arzt zugestimmt hat, empfehlen wir, die oben
beschriebenen Verfahrensanweisungen zu beachten.

OM-231 242 Seite 6

OM-231 242 Page 7
OM−231 242 Seite 7
ABSCHNITT 2 − EINLEITUNG
2-1. Technische Daten
Strom−
versorgung
Schweißaus-
gangsleistung
Spannungsbereich
bei konstanter
Spannungskennlinie
CV
Strombereich
bei fallender
Spannungs−
kennlinie CC
Maximale
Leerlauf−
spannung
Stromaufnahme (RMS) bei Nennlast,
60 Hz, 3−phasig nach NEMA
Lastspannung und Klassifizierung I.
kVA KW
208 V 230 V 400 V 460 V 575 V
3−phasig 350 A bei
34 VDC, 60 %
Einschaltdauer
10−38 V 5−425 A 75 VDC 40,4 36,1 20,6 17,8 14,1 14,2 13,6
1−phasig 300 A bei
32 V Gs, 60 %
Einschaltdauer*
60,8 54,6 29,7 25,4 19,9 11,7 11,2
*Siehe Abschnitt 2-4 für Einschaltdauer.
2-2. Eigenschaften und Vorteile
Die Auto−Linet Technologie für das Leistungsmanagement umfasst Schaltungen, die die Stromquelle
automatisch an die angelegte Primärspannung anpassen (siehe Abschnitte 3-4 and 3-5).
Beim Spannungsausgleich LVCt (Line Voltage Compensation) handelt es sich um Schaltungen, die den von der
Stromquelle abgegebenen Schweißstrom auch bei Netzstromschwankungen konstant halten.
Wind Tunnel Technologyt führt Luft über Bauteile, die gekühlt werden müssen (nicht über elektronische
Schaltungen). Dadurch werden Verunreinigungen reduziert und die Betriebssicherheit in rauen Schweißumgebungen
verbessert.
Beim Fan−On−Demandt Kühlsystem arbeitet der Lüfter nur bei Bedarf und verringert daher den entstehenden
Lärm, den Energieeinsatz und die Menge, der durch die Maschine gesaugten, Schmutzpartikel.
Die thermische Überlastsicherung schaltet das Gerät bei Bedarf automatisch aus, um Schäden an den internen
Bauteilen zu verhindern, wenn die Einschaltdauer überschritten ist oder Luftstrom bzw. Kühlung eingeschränkt sind
(siehe Abschnitt 2-4).
Durch Auto Remote Sense kann das Gerät den Anschluss einer Fernbedienung automatisch erfassen.
Die Arbeitsweise der Fernbedienung richtet sich nach der jeweiligen Einstellung des Betriebsartenschalters (siehe
Abschnitt 4-2).
Die Lift−Arct −Berührungszündung sorgt beim WSG−Schweißen für eine Schweißnaht ohne Wolframeinschlüsse.
Bei der Betriebsart „Lift−Arc WSG“ kommt die Hochfrequenzzündung nicht zum Einsatz. (siehe Abschnitt 5-3).
Der Adaptive Hot Startt (automatische Anpassung) erhöht beim Schweißstart die abgegebene Stromstärke sorgt
bei den Betriebsarten „CC“ und „E−Hand−Schweißen“ dafür, dass die Elektrode beim E−Hand−Schweißen nicht
festklebt (siehe Abschnitte 7-2 und 7-3).
Synergetisches MSG−Impulsschweißen für die Lichtbogeneinstellung über einen einzigen Regler.
Mit der Erhöhung bzw. Verringerung der Drahtvorschubgeschwindigkeit erhöhen bzw. verringern sich die
Impulsparameter und passen die Leistungsabgabe an die Drahtvorschubgeschwindigkeit an (siehe Abschnitt 4-3).
2-3. Lichtbogenregelungen
Mit der Lichtbogenregelung „DIG“ können bei den Betriebsarten „CC“ und „E−Hand“ die Lichtbogeneigenschaften
(weich oder hart) für spezielle Anwendungen und Elektroden geändert werden (siehe Abschnitte 7-2 und 7-3).
Die Induktanz nimmt bei den Betriebsarten „MSG−Schweißen“ und „Drahtvorschubgeräte die an der
Schweißspannung arbeiten“ Einfluss auf die Lichtbogenhärte− und breite, das Aussehen der Schweißraupe sowie
das Fließvermögen des Schweißbades (siehe Abschnitte 6-2 und 6-8).
SharpArct optimiert in der Betriebsart „MSG−Impulsschweißen“ die Größe und die Form des Lichtbogenkegels,
das Aussehen und die Breite der Schweißraupe sowie das Fließvermögen des Schweißbades (siehe Abschnitt 6-4).

OM-231 242 Page 8
OM−231 242 Seite 8
6 Minuten Schweißen 4 Minuten Pause
2-4. Einschaltdauer und Überhitzung
Die Einschaltdauer ist der Prozentsatz von 10 Minuten, in denen
ein Gerät ohne zu überhitzen bei Nennlast schweißen kann.
Wenn das Gerät zu warm wird, schaltet sich der
Schweißausgang ab, eine Hilfs−Meldung wird angezeigt und
der Kühllüfter läuft. Fünfzehn Minuten warten, um das Gerät
abkühlen zu lassen. Vor dem Schweißen Stromstärke,
Spannung oder Einschaltdauer reduzieren.
. Einphasiger Betrieb: Das Gerät wird mit einem 8 AWG
[10 mm
2
] Netzkabel geliefert. Die Nennlast mit AWG 8
beträgt 300 A, 32 V bei 40% Einschaltdauer. Soll eine
Einschaltdauer von 60% erreicht werden, ist das Netzkabel
gegen ein 6 AWG [16 mm
2
] Kabel zu tauschen.
MERKE − Das Überschreiten der Einschaltdauer kann das Ge-
rät zerstören und die Garantieansprüche zunichte machen.
60% Einschaltdauer
Überhitzung
0
15
ODER
Einschaltdauer verringern
Minuten
Ref. 216 568−A
SCHWEISSTROMSTÄRKE
DREIPHASENBETRIEB
EINPHASENBETRIEB
% EINSCHALTDAUER
AWG 8 NETZKABEL
A oder V
AWG 6 NETZKABEL

OM-231 242 Page 9
OM−231 242 Seite 9
ABSCHNITT 3 − INSTALLATION
3-1. Wo befindet sich das Typenschild mit der Seriennummer und den
Leistungsangaben?
Die Seriennummer und die Leistungsangaben zu diesem Produkt befinden sich hinten am Gerät. Dem Typenschild können Sie entnehmen, an welche
Stromversorgung das Gerät anzuschließen ist und/oder wie die abgegebene Nennleistung ist. Vermerken Sie die Seriennummer auf der Rückseite
dieses Handbuchs, damit Sie später darauf zurückgreifen können.
3-2. Abmessungen und Gewicht
Montagebohrungen
24 Zoll
(610 mm)
17 Zoll
(432 mm)
12−1/2 Zoll
(318 mm)
804 801−A
A
D
C
B
E
G
F
A 11−3/4 Zoll (298 mm)
B 1−11/16 Zoll (42 mm)
C 15−3/4 Zoll (400 mm)
D 19−3/32 Zoll (485 mm)
E 8−11/16 Zoll (221 mm)
F 1−17/32 Zoll (39 mm)
G 1/4−20 UNC−2B Gewinde
Gewicht
80 lb (36,3 kg)
93,5 lb (42,4 kg) mit optionalem
115 V Ws
3-3. Auswahl eines Aufstellplatzes
XMT Location 1
1 Hebegriffe
Gerät nur an den Griffen
hochheben.
2 Handwagen
Handwagen oder ähnliches Gerät
zum Transport des Gerätes
verwenden.
3 Leitungstrennschalter
Gerät neben geeignetem Stroman-
schluss aufstellen.
! Wenn Benzin oder flüchtige
Flüssigkeiten in der Nähe
sind, müssen bei der
Installation zusätzliche
Vorsichtsmaßnahmen
beachtet werden − siehe
NEC Artikel 511 oder CEC
Abschnitt 20.
Transport
! Gerät nicht dort bewegen oder
betätigen, wo es kippen könnte.
Aufstellort
3
18 Zoll (460 mm)
18 Zoll (460 mm)
1
2
1

OM-231 242 Page 10
OM−231 242 Seite 10
3-4. Anschließen an 1-Phasen-Stromversorgung
804 531−A
! Die Installation muss nach
allen nationalen und
regionalen Vorschriften
erfolgen − und sollte nur
von ausgebildetem Personal
durchgeführt werden.
! Vor dem Anschließen der
Eingangsleitungen
Anschlüsse vom Netz trennen.
! Erdungsleiter (grün oder
grün/gelb) stets zuerst an
einer Erdklemme anschließen
und nie an einer Phase.
. Der Auto-Line Stromkreis in
diesem Gerät passt die
Stromquelle automatisch an die
zugeführte Primärspannung an.
Prüfen Sie die vor Ort verfügbare
Eingangsspannung. Dieses
Gerät kann an eine beliebige
Eingangsspannung zwischen
208 und 575 V Ws
angeschlossen werden, ohne
dass die Abdeckung zu einer
erneuten Anpassung der
Stromquelle abgenommen
werden muss.
1 Schwarzer und weißer
Eingangsleiter (L1 und L2)
2 Roter Eingangsleiter
3 Grüner bzw. grün/gelber
Erdleiter
4 Isolierung
5 Elektroband
Roten Leiter wie dargestellt isolieren.
6 Netzkabel
7 Trennschalter (Schalter in der
„AUS“−Stellung abgebildet)
8 Erdungsklemme
des Trennschalters
9 Kabelanschlüsse
des Trennschalters
Grünen bzw. grün/gelben Erdleiter
zuerst an die Erdungsklemme
des Trennschalters anschließen.
Die Eingangsleitungen L1 und L2
an die Kabelanschlüsse des Trenn-
schalters anschließen.
10 Überstromschutz
Art und Größe des Überstrom-
schutzes gemäß Abschnitt 3-6
auswählen (Bild zeigt Trennschalter
mit Sicherung).
Die Tür am Trennschalter schließen
und sichern. Absperrungs−/
Abschaltungsvorrichtung entfernen
und Schalter auf ‘EIN’ stellen.
7
6
L1
L2
1
= GND/PE
Erde
3
1
8
9
10
Benötigtes Werkzeug:
1
6
5
4
2
3

OM-231 242 Page 11
OM−231 242 Seite 11
3-5. Anschließen an 3-Phasen-Stromversorgung
804 531−A
! Die Installation muss nach allen
nationalen und regionalen
Vorschriften erfolgen − und sollte
nur von ausgebildetem Personal
durchgeführt werden.
! Vor dem Anschließen der
Eingangsleitungen Anschlüsse
vom Netz trennen.
! Erdungsleiter (grün oder grün/
gelb) stets zuerst an einer
Erdklemme anschließen und nie
an einer Phase.
. Der Auto-Line Stromkreis in diesem
Gerät passt die Stromquelle
automatisch an die zugeführte
Primärspannung an. Prüfen Sie die vor
Ort verfügbare Eingangsspannung.
Dieses Gerät kann an eine beliebige
Eingangsspannung zwischen 208
und 575 V Ws angeschlossen
werden, ohne dass die Abdeckung zu
einer erneuten Anpassung der
Stromquelle abgenommen werden
muss.
Beim dreiphasigen Betrieb:
1 Netzkabel
2 Trennschalter (Schalter in der
„AUS“−Stellung abgebildet)
3 Grüner bzw. grün/gelber Erdleiter
4 Erdungsklemme des Trennschalters
5 Außenleiter (L1, L2 und L3)
6 Kabelanschlüsse
des Trennschalters
Grünen bzw. grün/gelben Erdleiter
zuerst an die Erdungsklemme des
Trennschalters anschließen.
Die Außenleiter L1, L2 und L3 an die
Kabelanschlüsse des Trennschalters
anschließen.
7 Überstromschutz
Art und Größe des Überstromschutzes
gemäß Abschnitt 3-6 auswählen (Bild
zeigt Trennschalter mit Sicherung).
Die Tür am Trennschalter schließen und
sichern. Absperrungs−/Absc-
haltungsvorrichtung entfernen und Sc-
halter auf ‘EIN’ stellen.
= GND/PE Erde
L1
2
1
L2
L3
3
3
4
5
6
7
Benötigtes Werkzeug:

OM-231 242 Page 12
OM−231 242 Seite 12
3-6. Stromanschluss Daten
MERKE − Eine FALSCHE PRIMÄRSTROMVERSORGUNG kann Schäden an der Schweißstromquelle zur Folge haben. Die Leiter− Erdspannung
darf +10% der Nenneingangsspannung nicht überschreiten.
MERKE − Die tatsächliche Primärspannung sollte nicht mehr als 10% unter dem Minimalwert und/oder 10% über dem Maximalwert in der Tabelle
liegen. Falls die tatsächliche Primärspannung außerhalb dieses Bereichs liegt, ist möglicherweise keine Leistung verfügbar.
Werden diese Empfehlungen zu den Stromanschluss−Daten nicht beachtet, so könnte dies zu einem Elektroschock oder zu
Brandgefahr führen. Diese Empfehlungen gelten für einen speziellen Abzweigstromkreis, der für die Nennleistung und die
Einschaltdauer der Schweißstromquelle ausgelegt ist.
Einphasig
Eingangsspannung 208 230 400 460 575
Eingangsstromstärke bei Nennleistung 60,8 54,6 29,7 25,4 19,9
Max. empfohlene Größe der Sicherung in Ampere
1
Zeitverzögerung
2
70 60 35 30 25
Normalbetrieb
3
80 80 45 40 30
Mindestquerschnitt für Primärleiter in mm
2
,
4
10 10 6 4 4
Max. empfohlene Länge für Primärleiter in Fuß (Metern)
72
(22)
89
(27)
176
(54)
140
(43)
219
(67)
Mindestquerschnitt für Erdungsleiter in mm
2
,
4
10 10 6 4 4
Dreiphasig
Eingangsspannung 208 230 400 460 575
Eingangsstromstärke bei Nennleistung 40,4 36,1 20,6 17,8 14,1
Max. empfohlene Größe der Sicherung in Ampere
1
Zeitverzögerung
2
45 40 25 20 15
Normalbetrieb
3
60 50 30 25 20
Mindestquerschnitt für Primärleiter in mm
2
,
4
10 6 4 2,5 2,5
Max. empfohlene Länge für Primärleiter in Fuß (Metern)
119
(36)
96
(29)
175
(53)
150
(46)
234
(71)
Mindestquerschnitt für Erdungsleiter in mm
2
,
4
6 6 4 2,5 2,5
Referenz: 2008 National Electrical Code (NEC) (einschließlich Artikel 630)
1 Wird ein Sicherungsautomat anstelle einer Sicherung verwendet, so ist ein Sicherungsautomat zu wählen, dessen Zeit/Strom−Diagramm dem der
empfohlenen Sicherung entspricht.
2 „Zeitverzögerungssicherungen“ entsprechen der UL−Klassifizierung „RK5“. Siehe UL 248.
3 Die „Sicherungen für den Normalbetrieb“ (allgemeine Anwendung − keine Verzögerung geplant) entsprechen der UL−Klasse „K5“ (bis einschließlich
60 A) und der UL−Klasse „H“ (65 A und darüber).
4 Die in diesem Abschnitt aufgeführten Leitungsinformationen geben die Leitungsgröße (ohne flexible Leitungen oder Kabel) zwischen der Schalttafel
und dem Gerät entsprechend NEC Tabelle 310.16 an. Bei Verwendung von flexiblen Leitungen oder Kabeln kann sich die Größe des Leiters
erhöhen. Siehe NEC Tabelle 400.5(A) für die Anforderungen bei flexiblen Leitungen und Kabeln.

OM-231 242 Page 13
OM−231 242 Seite 13
3-7. Schweißausgangsstecker und Auswahl der Kabelgrößen*
MERKE − Die Gesamtkabellänge im Schweißstromkreis (siehe untenstehende Tabelle) = die Länge beider Schweißkabel in Summe. Wenn sich die
Stromquelle 30 m vom Werkstück entfernt befindet, beträgt die Gesamtkabellänge im Schweißstromkreis beispielsweise 60 m (2 Kabel à 30 m). Dann
ist die Spalte mit „60 m” zur Bestimmung des Kabelquerschnitts zu verwenden.
! Vor Anschluss von
Schweißkabeln Gerät
vom Netz trennen.
! Keine verschlissenen,
beschädigten, zu
gering
dimensionierten oder
schlecht gefertigte
Kabel verwenden.
Schweißkabelanschlüs
s
Schweißkabelquerschnitt** und Gesamtkabellänge (Kupfer) im Sch-
weißstromkreis darf folgende Werte nicht überschreiten***
30 m (100 ft)
oder weniger
50 Fuß
(45 m)
200
Fuß
(60 m)
250
Fuß
(70 m)
300
Fuß
(90 m)
350
Fuß
(105 m)
400
Fuß
(120 m)
Schweiß-
strom-
stärke
10−60%
Ein-
schalt-
dauer
mm
2
(AWG)
60−100%
Einschalt-
dauer
mm
2
(AWG)
10−100% Einschaltdauer
mm
2
(AWG)
+
−
Ausgangsstecker
100 20 (4) 20 (4) 20 (4) 30 (3) 35 (2) 50 (1) 60 (1/0) 60 (1/0)
150 30 (3) 30 (3) 35 (2) 50 (1) 60 (1/0) 70 (2/0) 95 (3/0) 95 (3/0)
200 30 (3) 35 (2) 50 (1) 60 (1/0) 70 (2/0) 95 (3/0) 120 (4/0) 120 (4/0)
250 35 (2) 50 (1) 60 (1/0) 70 (2/0) 95 (3/0) 120 (4/0)
2x70
(2 ea.
2/0)
2x70
(2 ea.
2/0)
300 50 (1) 60 (1/0) 70 (2/0) 95 (3/0) 120 (4/0)
2x70
(2 ea.
2/0)
2x95
(2 ea.
3/0)
2x95
(2 ea.
3/0)
350 60 (1/0) 70 (2/0) 95 (3/0) 120 (4/0)
2x70
(2 ea.
2/0)
2x95
(2 ea.
3/0)
2x95
(2 ea.
3/0)
2x120
(2 ea.
4/0)
400 60 (1/0) 70 (2/0) 95 (3/0) 120 (4/0)
2x70
(2 ea.
2/0)
2x95
(2 ea.
3/0)
2x120
(2 ea.
4/0)
2x120
(2 ea.
4/0)
500 70 (2/0) 95 (3/0) 120 (4/0)
2x70
(2 ea.
2/0)
2x95
(2 ea.
3/0)
2x120
(2 ea.
4/0)
3x95
(3 ea.
3/0)
3x95
(3 ea.
3/0)
600 95 (3/0) 120 (4/0)
2x70
(2 ea.
2/0)
2x95
(2 ea.
3/0)
2x120
(2 ea.
4/0)
3x95
(3 ea.
3/0)
3x120
(3 ea.
4/0)
3x120
(3 ea.
4/0)
* Dieses Diagramm stellt eine allgemeine Richtlinie dar, die möglicherweise nicht auf alle Anwendungen zutrifft. Falls sich das Kabel überhitzt, ist
der nächst größere Kabel−querschnitt zu verwenden.
** Die Schweißkabeldimensionierung (AWG) basiert entweder auf einem Spannungsabfall von höchstens 4 Volt oder einer Stromdichte,
die mindestens einem Durchmesser von 7,62 mm/A (300 circular mils pro Ampere) entspricht.
***Bei größeren Entfernungen als in dieser Anleitung aufgeführt, wenden Sie sich an einen Anwendungstechniker.
Ref. S-0007-G 2009−08

OM-231 242 Page 14
OM−231 242 Seite 14
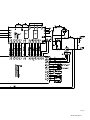
3-8. Belegung 14-poliger Fernregelanschluss
AJ
B
K
I
C
L
NH
D
M
G
E
F
Stecker* Steckerbelegungen
24 VOLT
WS−AUSGANG
(SCHÜTZ)
A 24 Volt Ws. Gesichert durch den Geräteschutz-
schalter CB2.
B Kontaktschluss mit A schließt 24 Volt Ws
Schütz−Steuerstromkreis.
115 VOLT
WS−AUSGANG
(SCHÜTZ)
I 115 Volt Ws. Gesichert durch den Geräteschutz-
schalter CB1.
J Kontaktschluss mit I schließt 115 Volt Ws Schütz−
Steuerstromkreis.
AUSGANGSS-
TEUERUNG DER
FERNREGELUNG
C Ausgang an Fernregelung; 0 bis +10 Volt Gs,
+10 Volt Gs in MSG−Betriebsart.
D Gemeinsame Leitung der
Fernsteuerungsschaltung.
E 0 bis +10 Volt DC Eingangsbefehlssignal
von Fernregelung.
L Soll−Drahtvorschubgeschwindigkeit; 0 bis +10 Volt
Gs Ausgangssignal vom Drahtvorschubgerät.
M CC/CV Auswahl; 0 bis +10 Volt Gs,
N Gemeinsamer Massebezug
Drahtvorschubgeschwindigkeit.
A/V
STROMSTÄRKE/
SPANNUNG
F Stromfeedback; +1 Volt Gs pro 100 Ampere.
H Spannungsfeedback; +1 Volt Gs pro 10 Volt
am Stecker.
ERDE
G Gemeinsamer Stromkreis für 24 und 115 Volt Ws
Schaltkreise.
K Erde/Gehäuse.
*Die restlichen Stecker werden nicht verwendet.
803 691−C
1 115 V 10 A Ws Steckdose
Gemeinsame Spannungsver−
sorgung für die Doppelsteckdose
und den 14−poligen Fernregel−
anschluss (siehe Abschnitt 3-8).
2 Zusätzlicher
Sicherungsautomat CB1
3 Zusätzlicher
Sicherungsautomat CB2
CB1 schützt die Doppelsteckdose
und den 115 V Ws Bereich des
14−poligen Fernregelanschlusses
vor Überlast.
CB2 schützt den 24 V Ws Bereich
des 14−poligen Fernregelan-
schlusses vor Überlast.
Knopf zum Rückstellen des
Geräteschutzschalters drücken.
2 3
1
3-9. Optionale 115 Volt Ws Doppelsteckdose und Geräteschutzschalter

OM-231 242 Page 15
OM−231 242 Seite 15
3-10. Optionaler Gasventil-Betrieb und Schutzgasanschluss
Ref. 803 705−A / Ref. 803 691−C
Gasflasche am Fahrgestell, an der
Wand oder an einem anderen zu
gelassenen Gegenstand anketten,
so dass die Flasche nicht umfallen
und das Ventil nicht abbrechen kann.
1 Gasflasche
2 Druckminderer/
Durchflussmesser
So installieren, dass die Vorderseite
senkrecht steht.
3 Gasschlauchanschluss
Der Anschluss hat ein 5/8−18
Rechtsgewinde. Gasschlauch
beschaffen und installieren.
4 Gasanschluss Eingang
5 Gasanschluss Ausgang
Die Eingänge und Ausgänge des
Gasanschlusses haben ein 5/8−18
Rechtsgewinde. Einen Schlauch der
richtigen Größe, Art und Länge
beschaffen und wie folgt
anschließen:
Den Schlauch vom Druckminderer/
Durchflussmesser an den Eingang
des Gasanschlusses anschließen.
Schlauchkupplungan den Schweiß-
brenner anschließen. Ein Ende
des Gasschlauchs an die Schlau-
chkupplung anschließen. Das andere
Ende des Gasschlauchs an den
Ausgang des Gasanschlusses
anschließen.
Bedienung
Das Gasmagnetventil regelt die
Gasströmung während des WIG−
Verfahrens wie folgt:
WIG Fernregelung
Gas beginnt zu strömen, wenn das
Schütz durch die Fernregelung
eingeschaltet ist.
Gasströmung stoppt am Ende der
Nachströmzeit, falls ein Strom
ermittelt wurde oder beim
Ausschalten des Schützes durch den
Fernregler falls kein Strom ermittelt
wurde.
Berührungsstart WIG
Das Gas beginnt zu strömen, wenn
die Wolframelektrode das Werkstück
berührt (durch Berührungs-
erfassung).
Der Gasströmung stoppt am Ende
der Nachströmzeit.
Berührungszündung WIG−
Schweißen
Gas beginnt zu strömen, wenn Strom
fließt.
Der Gasströmung stoppt am Ende
der Nachströmzeit.
Nachströmzeit ist werkseitig auf
5 Sekunden pro 100 A Schweißstrom
eingestellt. Die Mindest−
Nachströmzeit beträgt 5 Sekunden.
Die maximale Nachströmzeit beträgt
20 Sekunden (Nachströmzeit kann
vom Benutzer nicht eingestellt
werden).
4
3
1
2
GAS − EINGANG
GAS − AUSGANG
5

OM-231 242 Page 16
OM−231 242 Seite 16
ABSCHNITT 4 − ALLGEMEINE BETRIEBSWEISE
4-1. Vorderes Bedienpanel
. Die Funktionsweise der dargestellten
Positionen ist in den jeweiligen
Abschnitten zu den Schweißbetriebs-
arten beschrieben.
114−poliger Anschluss für Fernregelung
2 Anzeigeleuchte für „Ausgang EIN“
3 Volt−Anzeige
4 Linkes Display
5 Anzeige für Lichtbogenlänge
6 Rechtes Display
. Die Messgeräte zeigen die aktuellen
Schweißausgangswerte nachdem der
Lichtbogen gezündet hat und nach
dem Erlöschen des Lichtbogens
(ca. 3 Sekunden).
7 Ampere−Anzeige
8 Setup−Anzeige
9 Einstellregler
10 Anzeige für Drahtelektrodentyp
11 Anzeige für Lichtbogenregelung
12 Schnittstelle für externen PC
13 Setup−Taste
14 Anzeige für Schutzgastyp
15 Wahlschalter Betriebsarten
16 Ein−/Aus−Schalter
17 Schweißkabelanschluss (−)
18 Optionaler Gasventilanschluss
19 Schweißkabelanschluss (+)
804 772−A / 226 611−A
16
4
6
9
151
13
2
12
19
18
17
3
5
7
8
14
11
10
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52




















































Miller MA430012A Bedienungsanleitung
- Typ
- Bedienungsanleitung
- Dieses Handbuch eignet sich auch für
Verwandte Artikel
-
Miller MA100311A Bedienungsanleitung
-
-
-
-
-
-
Miller XMT 350 CC/CV AUTO-LINE IEC 907161012 Bedienungsanleitung
-
-
-
Miller XMT 450 C Bedienungsanleitung