ESAB Sensors Series S3 Technical Data DE Benutzerhandbuch
- Typ
- Benutzerhandbuch

Sensoren
Technische Daten
Bedienungsanleitung
Sensoren der Serie S3
CE- Deklaration
Kalibrierempfehlung
HKS-Prozesstechnik GmbH
Heinrich-Damerow-Str. 2
D-06120 Halle / Saale
Tel. +49 (0)345 68309-0
Fax +49 (0)345 68309-49
info@hks-prozesstechnik.de
www.hks-prozesstechnik.de
Prozesssensoren
P1000-S3 / P1500UP-S3 / P100K-H-S3
Drahtsensoren
DV25M-S3 / DV25ST-S3 / DV25UP-S3 / DV25UP/K-S3
Gassensor
GM30L10B-S3
zur Schweißdatenerfassung

Konformitätserklärung
nach DIN EN ISO/IEC 17050
Hersteller / Adresse
manufacturers name /aderess:
HKS-Prozesstechnik GmbH
Heinrich-Damerow-Str. 2
D-06120 Halle
Deutschland / Germany
Produkte / Modell:
Products / model
µQAS-S3
S3-Modul
WeldScanner S3
WeldAnalyst S3
ThermoProfilScanner
Prozesssensoren / process sensors:
P100-S3, P1000-S3; P 1500-S3; P100K-H-S3
Gassensor / gas sensors: GM30L10B-S3
Drahtsensoren / wire sensors:
DV25M-S3; DV25ST-S3; DV25UP-S3;
DV25UP/K-S3
Einsatzgebiet:
Designation:
Geräte zur Schweißdatenüberwachung
welding monitoring systems
Die genannten Produkte wurden auf Basis der
technischen Spezifikation und in Übereinstimmung
mit allen relevanten Standards und Vorschriften
gefertigt, wobei insbesondere folgende Standards
berücksichtigt wurden:
The listed products have been manufactured
according to the technical specifications of the
product and conform in all respects to the relevant
standards and regulations. The following standards
were taken into account particularly:
EN 55022 - Störaussendung / transient emissions
EN 61000-6-2 - Störfestigkeit / interference resistance
Ort / location: Halle / Saale
Datum / date: 19.05.2016
Geschäftsführer / CEO

HKS-Prozesstechnik GmbH, Heinrich-Damerow-Straße 2, D-06120 Halle/Saale,
Tel. +49 345 683090, Fax: +49 345 6830949, www.hks-prozesstechnik.de
Prozesssensoren
P1000-S3 / P1500UP-S3
Kalibrierte Spezialmessgeräte zur Erfassung von
Schweißstrom und Schweißspannung
Eignung
für alle Lichtbogenschweißverfahren
vollständig WIG / Plasma - tauglich
Prozesssensor P1000-S3
Prozesssensor P 1500 UP
mit abgesetztem Stromwandler
Prozesssensor P 1000 kombiniert mit
Gas- und Drahtsensor sowie Zwischensteckern
1 Schweißspannung +
2 Schweißspannung -
3 Schweißkabel (durch Öffnung)
4 Speedsensor
5 WeldQAS / WeldScanner
6 Drahtsensor
7 Gassensor
8 Reserve
Wirkungsweise
galvanische Trennung vom Prozess zur sicheren
Weiterverarbeitung der Messsignale
Strommessung:
Signalwandlung über Hallwandler
Spannungsmessung:
Galvanische Trennung über HF-Filterstufe und
spezielle Trennverstärker
Einbau
1. Führen Sie das Schweißkabel durch die Öffnung des
Prozesssensors. Achten Sie dabei auf die auf dem
Prozesssensor angegebene Stromrichtung.
2. Montieren Sie die Zwischenstecker an die Buchsen der
Stromquelle (+ / - ) und verbinden Sie die Messkabel mit
den Anschlüssen für Plus- und Minuspol am
Prozesssensor.
3. An die beschrifteten Anschlussbuchsen für die Draht-
und Gassensoren sowie die Schweißgeschwindigkeits-
messung können die entsprechenden Messwertgeber
angeschlossen werden.
Anschlüsse
1 2 . 0 2 . 2 0 1 6

2
Prozesssensoren P1000-S3, P1500-S3
Steckerbelegung
Pin
Bedeutung
Steckeransicht von vorn
Anschluss an
WeldQAS-S3
________________________
__
passender Gegenstecker:
HUMMEL M23
7.106.400.000 und
7.001.919.104
1
Stromsignal 0 … +/-10 V
2
Stromsignal Bezugspotential
3
Spannungssignal 0…+/-10 V
4
Spannungssignal Bezugspotential
5
Gassignal 0… +/- 10 V
6
Gassignal Bezugspotential
7
Reservesignal 0… +/- 10 V
8
Reservesignal Bezugspotential
9
Drahtsignal A 10…30V
10
Drahtsignal B 10…30V
11
Drahtsignal Bezugspotential
12
Speedsignal A 10…30V
13
Speedsignal B 10…30V
14
Speedsignal Bezugspotential
15
Versorgung 9 - 36V
16
Versorgung 9 – 36 V
17
Versorgung 0 V
18
Versorgung 0 V
19
Sensorcontrol-Signal
Buchsen von vorn
Anschluss an
Gassensor GM30L10B-S3
und RESERVE
________________________
__
passender Gegenstecker:
Binder Serie 680
09-0317-00-05
Alternativ
09-0305-00-03
1
Versorgung +12 V (optional +24 V)
2
Bezugspotential Signal
3
Signal (0…10V)
4
Bezugspotential Versorgung
5
Nc.
Anschluss an Drahtsensoren
DV25M-S3 DV25ST-S3 und
Schweißgeschwindigkeits-
messung (Speed)
_______________________
passender Gegenstecker:
Binder Serie 680
09-0309-00-04
1
Drehgebersignal A
(Impulse +10…30 V)
2
Drehgebersignal B
(Impulse +10…30 V)
3
Bezugspotential Drehgeber
4
Versorgung + 24 V

HKS-Prozesstechnik GmbH, Heinrich-Damerow-Straße 2, D-06120 Halle/Saale,
Tel. +49 345 683090, Fax: +49 345 6830949, www.hks-prozesstechnik.de
* Beide Sensoren sind optional als „fast“-Variante mit einer Spannungs-Bandbreite von 100 kHz
lieferbar.
T
T
e
e
c
c
h
h
n
n
i
i
s
s
c
c
h
h
e
e
D
D
a
a
t
t
e
e
n
n
P
P
r
r
o
o
z
z
e
e
s
s
s
s
s
s
e
e
n
n
s
s
o
o
r
r
P
P
1
1
0
0
0
0
0
0
-
-
S
S
3
3
P
P
r
r
o
o
z
z
e
e
s
s
s
s
s
s
e
e
n
n
s
s
o
o
r
r
P
P
1
1
5
5
0
0
0
0
U
U
P
P
-
-
S
S
3
3
Schweißverfahren
MIG/MAG, WIG, EH
für alle Stromquellen
UP- und Bolzenschweißen
Versorgung
9…36 V DC, max. 10 W
Betriebstemperatur
0…40 °C
Rel. Luftfeuchtigkeit
80 % ohne Kondensation
Abmessungen (H x B x T)
120 x 120 x 105 mm (ohne Steckverbinder)
Gewicht
1 kg
0,7 kg (ohne Stromwandler)
abgesetzter Stromwandler
S1500 (für P1500UP-S3)
- Abmessung
- Gewicht
200 x 120 x 90 mm
1 kg
Elektrischer Anschluss
19–polig M23
Messverfahren
stromkompensierter Hallwandler
direktabbildender Hallwandler
maximale Öffnung
für Schweißkabel
Ø 40 mm
105 x 37 mm
Wandler aufschraubbar
Messbereiche
Strom
Spannung
Strom
Spannung
Nennwert
+/- 300, 500, 1000 A
+/- 100 V
+/- 1500, 2000, 3000 A
+/- 100 V
Genauigkeit
+/- 1%
+/- 1 %
+/- 2 %
+/- 1 %
Bandbreite
100 kHz
20 kHz
100 kHz (fast)
*
10 kHz
20 kHz
100 kHz (fast)*
Ausgang
0 … +/- 10V
0 … +/- 10V

HKS-Prozesstechnik GmbH, Heinrich-Damerow-Straße 2, D-06120 Halle/Saale,
Tel. +49 345 683090, Fax: +49 345 6830949, www.hks-prozesstechnik.de, info@hks-prozesstechnik.de
Prozesssensor P100K-H-S3
für das Kondensatorentladungsschweißen (CD)
und für das Widerstandsschweißen 19.04.2017
Spezialmessgerät zur Erfassung von
Schweißstrom
AC, DC, MF, KES (CD)
Schweißspannung
Ausführungen
P100K-H-R/MF
für alle Widerstandsschweißverfahren
P100K-H-CD
für alle KES- bzw. CD-Verfahren
Prozesssensor P100K-H-S3
+
-
mit Stromwandler und Schweißpistole
Wirkungsweise
galvanische Trennung vom Prozess zur sicheren
Weiterverarbeitung der Messsignale
Strommessung:
Signalwandlung über Strommessspule (Rogowski-
Spule)
Hohe Genauigkeit durch Eigenjustierung,
Offsetabgleich und Temperaturkompensation
selbstständige Unterscheidung von AC- und DC-
Anwendungen
Kein Reset des Sensors vor Messbeginn
notwendig
Intelligente selbstständige Rücksetzmechanismen
Spannungsmessung:
über spezielle Trennverstärker

Prozesssensor P100K-H-S3
Im Interesse der Weiterentwicklung behalten wir uns das Recht auf Konstruktionsänderungen vor.
Einbau
Die Rogowski-Spule wird um einen Strompfad
angebracht und mit dem Prozesssensor
verbunden.
Verbinden Sie die Schweißspannung über ein
Messkabel mit den Anschlüssen für Plus- und
Minuspol am Prozesssensor.
Optional kann ein Weg- und Kraftsensor
angeschlossen werden.
Funktionsweise
Der Sensor beginnt nach Anschluss der
Versorgungsspannung mit seinem Startabgleich
(55 s). In dieser Zeit erfolgt keine Messung des
Stromflusses.
Gesucht wird danach einmalig eine Stromlücke
von 0,2 s, damit sich das System für die
Messung synchronisieren kann.
Die DC-Messung wird auf 20 s begrenzt, um die
hohe Genauigkeit zu gewährleisten.
Nach Messbereichs- bzw.
Messzeitüberschreitung erfolgt eine erneute
Synchronisation.
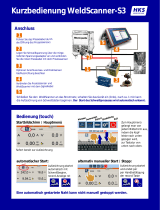
Anschlüsse, Anzeigen und
Bedienelemente
Anzeigen
Der Status des Sensors wird über seine beiden LED’s angezeigt. In der nachfolgenden Tabelle sind
die möglichen Zustände hinterlegt.
system active
(LED Grün)
AC/DC mode
(LED organge)
Status des Sensors
blinkt (1 Hz)
aus
Startjustierung des Sensors
an
blinkt (kurz lang)
sucht Stromlücke zur Synchronisation der Messung
an
aus
Sensor ist zur Messung bereit
an
blinkt (1 Hz)
Sensor in AC-Mode
an
an
Sensor in DC-Mode
blinken abwechselnd
DC-Messung über 20 s, starke Messbereichsüberschreitung
blinkt (10 Hz)
-
interner Fehler
Bedienung
Eine kurze Betätigung des Reset-Tasters führt zum Zurücksetzten des Ausgangssignals auf null
und zu einer erneuten Synchronisation zum Stromfluss. Wird der Taster länger als 3 s betätigt
startet der Sensor neu.
1 Schweißspannung -
2 Schweißspannung +
3 Messgerät
4 Kraftsensor-Anschluss
5 Wegsensor-Anschluss
6 Stromsensor-Anschluss
7 Reset-Taster / RESET-Anschluss
8 LED Strommodus
9 LED Systemzustand

HKS-Prozesstechnik GmbH, Heinrich-Damerow-Straße 2, D-06120 Halle/Saale,
Tel. +49 345 683090, Fax: +49 345 6830949, www.hks-prozesstechnik.de, info@hks-prozesstechnik.de
T
T
e
e
c
c
h
h
n
n
i
i
s
s
c
c
h
h
e
e
D
D
a
a
t
t
e
e
n
n
Prozesssensor P100K-H-R-DC/MF
Prozesssensor P100K-H-CD
Schweißverfahren
Widerstandsschweißen (P100K-H-R-DC/MF)
Kondensatorentladungsschweißen (P100K-H-CD)
Abmessungen (H x B x T)
Sensor
120 x 200 x 60 mm
Stromwandler
Strommessspule (Rogowski- Spule) Ø max.120 mm
(für größere notwendige Durchmesser sprechen Sie uns bitte an)
Gewicht
Sensor 0,7 kg; Stromwandler 0,5 kg
Versorgung
+ 9V – 36 V DC, 3 W
Elektrischer Ausgang
19-polig M 23: der Kraftsensor und Wegsensor können an dem
P100K-H gemeinsam betrieben werden.
Messverfahren
Strom: Strommessspule (Rogowski-Spule);
Spannung: Trennverstärker
Messbereiche
Strom
AC: +/-20, 30, 60, 80, 100 kA
DC, MF: +/- 20, 30, 60, 80, 100 kA (Drift <1% vom Messbereichsend-
wert MBE/20 s)
Genauigkeit für 20, 30, 60 kA: 1,5 % vom Messbereichsendwert
(MBE) innerhalb der Messzeit von 20 s (genaue Klasse für
hochgenaue Anwendungen nach
DIN EN ISO 17657-2 / DIN EN ISO 17657-3 in Verbindung mit QAS-
Auswertungssystem)
Max. Stromanstiegsgeschwindigkeit bei den verschiedenen
Messbereichsendwerten
20 kA 30 A / µs
30 kA 45 A / µs
60 kA 90 A / µs
80 kA 120 A / µs
100 kA 150 A / µs
(für schnellere Stromanstiege sprechen Sie uns bitte an)
Kleinsignal-Bandbreite: 8 kHz (-3dB)
Messzeit: AC unendlich, DC bis 20 s (für längere Messzeiten
sprechen Sie uns bitte an)
Spannung
Widerstand R : max. 10 V
Kondensator KES /CD: max. 300 V
Genauigkeit: +/- 1 % vom Messbereichsendwert MBE
Einstellzeit: 6 µs
Eingangsimpedanz: 1,2 kΩ
Bandbreite: 80 kHz
Betriebstemperatur
15 °C bis 40 °C
Referenztemperatur
20 °C
Relative Luftfeuchtigkeit
45 bis 75 % ohne Kondensierung
Sicherheitsbestimmungen
DIN 100
Normen
Zur Strommessung nach DIN EN ISO 669:2013-02
Ausgang
+/- 10 V

Prozesssensor P100K-H-S3
Im Interesse der Weiterentwicklung behalten wir uns das Recht auf Konstruktionsänderungen vor.
Steckerbelegung
Pin
Bedeutung
Stecker von vorn
Anschluss an
WeldQAS-S3
1
Stromsignal 0 … +/-10 V
2
Stromsignal Bezugspotential
3
Spannungssignal 0…+/-10 V
4
Spannungssignal Bezugspotential
5
Gassignal 0… +/- 10 V
6
Gassignal Bezugspotential
7
Reservesignal 0… +/- 10 V
8
Reservesignal Bezugspotential
9
Drahtsignal A 10…30V
10
Drahtsignal B 10…30V
11
Drahtsignal Bezugspotential
12
Speedsignal A 10…30V
13
Speedsignal B 10…30V
passender Gegenstecker:
HUMMEL M23
7.106.400.000 und
7.001.919.104
14
Speedsignal Bezugspotential
15
Versorgung +24 V
16
Versorgung +24 V
17
Versorgung 0 V
18
Versorgung 0 V
19
Sensorcontrol-Signal
Buchsen von vorn
Anschluss für
Analogsensor Weg und
Kraft
1
Versorgung +12 V
(optional +24 V)
2
Bezugspotential Signal
passender Gegenstecker:
Binder Serie 680
09-0317-00-05
Alternativ
09-0305-00-03
3
Signal (0…10V)
4
Bezugspotential Versorgung
5
Nc.
Anschluss für RESET
1
NC
2
Schliesser für RESET (GND)
3
Schliesser für RESET
4
+5 V
passender Gegenstecker:
Binder Serie 680
09-0309-00-04
Die Funktionen am Reset-
Anschluss dürfen nur über ein
potenzial getrenntes Signal
(Relais mit Schließkontakt)
aktiviert werden.
Stecker von vorn
Anschluss für Rogowski-
Spule
1
Ausgang Spule
2
Ausgang Spule

HKS-Prozesstechnik GmbH, Heinrich-Damerow-Straße 2, D-06120 Halle/Saale,
Tel. +49 345 683090, Fax: +49 345 6830949, www.hks-prozesstechnik.de
6 N o v e m b e r 2 0 1 4
Gassensor
GM30L10B-S3
Kalibriertes Spezialmessgerät zur
Erfassung von
Gasdurchflussmengen
Eignung
für alle in der Schweiß- und
Schneidtechnik eingesetzten
nicht brennbaren Gase
Wirkungsweise
Der Sensor liefert an seinem
Ausgang eine Spannung,
die linear abhängig vom Massen-
durchfluss des durch den Sensor
strömenden Gases ist.
Er basiert auf dem Prinzip der
Abkühlung eines aufgeheizten
Sensorelements, welches dem
Gasstrom ausgesetzt ist.
Je größer der Gasdurchfluss desto
größer die Abkühlung,
die dann entsprechend in das
Ausgangssignal umgesetzt wird.
Gassensor kombiniert mit Prozesssensor P1000
Einbau
Der GM 30 L 10B wird so in die Gasleitung eingeschraubt, dass das Gas den Sensor in der auf dem
Typenschild angegebenen Richtung durchströmt.
Der Sensor ist waagerecht und so weit wie möglich in Nähe des Brenners anzuschließen.
Montageansicht Maße in mm

2
Gassensor GM30L10B-S3
T
T
e
e
c
c
h
h
n
n
i
i
s
s
c
c
h
h
e
e
D
D
a
a
t
t
e
e
n
n
G
G
a
a
s
s
s
s
e
e
n
n
s
s
o
o
r
r
G
G
M
M
3
3
0
0
L
L
1
1
0
0
B
B
-
-
S
S
3
3
M
M
e
e
s
s
s
s
b
b
e
e
r
r
e
e
i
i
c
c
h
h
0
0
…
…
3
3
0
0
l
l
/
/
m
m
i
i
n
n
=
=
0
0
…
…
5
5
V
V
M
M
e
e
d
d
i
i
u
u
m
m
a
a
l
l
l
l
e
e
n
n
i
i
c
c
h
h
t
t
b
b
r
r
e
e
n
n
n
n
b
b
a
a
r
r
e
e
n
n
S
S
c
c
h
h
w
w
e
e
i
i
ß
ß
g
g
a
a
s
s
e
e
M
M
e
e
s
s
s
s
p
p
r
r
i
i
n
n
z
z
i
i
p
p
t
t
h
h
e
e
r
r
m
m
i
i
s
s
c
c
h
h
G
G
e
e
n
n
a
a
u
u
i
i
g
g
k
k
e
e
i
i
t
t
+
+
/
/
-
-
3
3
%
%
m
m
a
a
x
x
.
.
E
E
i
i
n
n
g
g
a
a
n
n
g
g
s
s
d
d
r
r
u
u
c
c
k
k
1
1
0
0
b
b
a
a
r
r
V
V
e
e
r
r
s
s
o
o
r
r
g
g
u
u
n
n
g
g
s
s
s
s
p
p
a
a
n
n
n
n
u
u
n
n
g
g
1
1
0
0
…
…
2
2
4
4
V
V
D
D
C
C
(
(
c
c
a
a
.
.
7
7
0
0
m
m
A
A
)
)
A
A
u
u
s
s
g
g
a
a
n
n
g
g
s
s
s
s
p
p
a
a
n
n
n
n
u
u
n
n
g
g
0
0
…
…
5
5
V
V
e
e
l
l
e
e
k
k
t
t
r
r
i
i
s
s
c
c
h
h
e
e
r
r
A
A
n
n
s
s
c
c
h
h
l
l
u
u
s
s
s
s
5
5
-
-
p
p
o
o
l
l
.
.
M
M
1
1
8
8
/
/
1
1
,
,
5
5
m
m
K
K
a
a
b
b
e
e
l
l
M
M
e
e
d
d
i
i
e
e
n
n
a
a
n
n
s
s
c
c
h
h
l
l
u
u
s
s
s
s
G
G
¼
¼
(
(
A
A
u
u
ß
ß
e
e
n
n
g
g
e
e
w
w
i
i
n
n
d
d
e
e
)
)
B
B
e
e
f
f
e
e
s
s
t
t
i
i
g
g
u
u
n
n
g
g
4
4
x
x
M
M
5
5
I
I
n
n
n
n
e
e
n
n
g
g
e
e
w
w
i
i
n
n
d
d
e
e
G
G
e
e
w
w
i
i
c
c
h
h
t
t
5
5
0
0
0
0
g
g
A
A
b
b
m
m
e
e
s
s
s
s
u
u
n
n
g
g
e
e
n
n
9
9
8
8
x
x
6
6
5
5
x
x
2
2
8
8
m
m
m
m
L
L
ä
ä
n
n
g
g
e
e
A
A
n
n
s
s
c
c
h
h
l
l
u
u
s
s
s
s
k
k
a
a
b
b
e
e
l
l
2
2
m
m
(
(
V
V
e
e
r
r
l
l
ä
ä
n
n
g
g
e
e
r
r
u
u
n
n
g
g
a
a
u
u
f
f
A
A
n
n
f
f
r
r
a
a
g
g
e
e
)
)
S
S
c
c
h
h
u
u
t
t
z
z
g
g
r
r
a
a
d
d
d
d
e
e
s
s
e
e
i
i
n
n
g
g
e
e
b
b
a
a
u
u
t
t
e
e
n
n
S
S
e
e
n
n
s
s
o
o
r
r
s
s
I
I
P
P
6
6
5
5
B
B
e
e
t
t
r
r
i
i
e
e
b
b
s
s
t
t
e
e
m
m
p
p
e
e
r
r
a
a
t
t
u
u
r
r
-
-
2
2
0
0
…
…
+
+
7
7
0
0
°
°
C
C
E
E
i
i
n
n
b
b
a
a
u
u
l
l
a
a
g
g
e
e
w
w
a
a
a
a
g
g
e
e
r
r
e
e
c
c
h
h
t
t
Steckerbelegung
Pin
Bedeutung
Steckeransicht von vorn
Anschluss
5-poliger M-18 Steckers
Binder Serie 680
09-0317-00-05
1
1
V
V
e
e
r
r
s
s
o
o
r
r
g
g
u
u
n
n
g
g
+
+
1
1
2
2
V
V
(
(
+
+
2
2
4
4
V
V
)
)
2
2
B
B
e
e
z
z
u
u
g
g
s
s
p
p
o
o
t
t
e
e
n
n
t
t
i
i
a
a
l
l
S
S
i
i
g
g
n
n
a
a
l
l
3
3
G
G
a
a
s
s
s
s
i
i
g
g
n
n
a
a
l
l
5
5
V
V
m
m
a
a
x
x
.
.
4
4
B
B
e
e
z
z
u
u
g
g
s
s
p
p
o
o
t
t
e
e
n
n
t
t
i
i
a
a
l
l
V
V
e
e
r
r
s
s
o
o
r
r
g
g
u
u
n
n
g
g
5
5
n
n
.
.
c
c
.
.
Gassorte
Signal=5V => Durchfluss
Genauigkeit
Kalibrierfaktor
min/l
%
V
l min/
Ar
30,0
+/- 3%
6,00
He
nur als Echtgaskalibrierung
N2
21,4
+/- 5%
4,28
O2
21,2
+/- 5%
4,24
CO2
15,3
+/- 5%
3,06
82% Ar + 18% CO2
25,6
+/- 5%
5,12
92% Ar + 8% CO2
27,9
+/- 5%
5,58
98% Ar + 2% CO2
29,4
+/- 5%
5,88
92% Ar + 8% O2
29,0
+/- 5%
5,80
95% Ar + 5% O2
29,4
+/- 5%
5,88
97% Ar + 3% O2
29,6
+/- 5%
5,92
30% Ar + 70% He
Heliumgemisch nur als Echtgaskalibrierung
50% Ar + 50% He
70% Ar + 30% He
80% Ar + 20% He
95% Ar + 5% He
65% Ar + 35% H2
26,4
+/- 5%
5,28
90% Ar + 10% H2
28,9
+/- 5%
5,78
94% Ar + 6% H2
29,3
+/- 5%
5,86
97,5% Ar + 2,5% H2
29,7
+/- 5%
5,94
98% Ar + 2% N2
29,8
+/- 5%
5,96
80% N2 + 20%H2
21,4
+/- 5%
4,28
90% N2 + 10%H2
21,4
+/- 5%
4,28
86% Ar + 12% CO2 + 2% O2
26,7
+/- 5%
5,34
96% Ar + 3% CO2 + 1% O2
29,0
+/- 5%
5,80
75% Ar + 15% CO2 + 10% He
26,2
+/- 5%
5,24
81% Ar + 18% He + 1% CO2
29,7
+/- 5%
5,94
60% Ar + 38% He + 2% CO2
29,4
+/- 5%
5,88
75% Ar + 20% He + 5% H2
29,8
+/- 5%
5,96
88% Ar + 10% He + 2% N2
29,8
+/- 5%
5,96

HKS-Prozesstechnik GmbH, Heinrich-Damerow-Straße 2, D-06120 Halle/Saale,
Tel. +49 345 683090, Fax: +49 345 6830949, www.hks-prozesstechnik.de
0 2 . 1 1 . 2 0 1 6
Drahtsensoren
DV25M-S3 / DV25ST-S3 / DV25UP-S3 DV25UP/K-S3
Kalibrierte Spezialmessgeräte zur Erfassung von
Drahtvorschubgeschwindigkeiten beim Schweißen
zur Kalibrierung von Schweißgeräten
Eignung
für Drahtdurchmesser von 0,8 – 5 mm, je nach Typ
Achtung!
DV25 M für WIG / Plasma – Kaltdrahtmessungen
nur mit Kunststoffrollen einsetzbar
Drahtsensor DV25 ST im Einsatz
Drahtsensor DV 25 M im Einsatz
Wirkungsweise
Abtastung der Drahtgeschwindigkeit über einen
Rollenmechanismus direkt am Draht
ein Drehgeber wandelt die
Drahtvorschubgeschwindigkeit in eine dem Vorschub
proportionale Impulsfolge
Einbau
Die Drahtsensoren sollten in der Nähe des
Drahtvorschubgetriebes positioniert werden.
DV25M-S3 mit Magnetfuß und Kugelgelenk
DV25ST-S3 mit Spanndorn
(in verschiedenen Größen verfügbar,
(s. Abb. auf der Folgeseite)
DV25UP-S3 mit Spanndorn
DV25UP/K-S3 mit Spanndorn
Drahtsensor DV25 UP
kombiniert mit Prozesssensor P 1500 UP
und abgesetztem Stromwandler
Drahtsensor DV25 UP/k

2
Drahtsensoren
D
D
V
V
2
2
5
5
M
M
-
-
S
S
3
3
(
(
m
m
o
o
b
b
i
i
l
l
)
)
D
D
V
V
2
2
5
5
S
S
T
T
-
-
S
S
3
3
(
(
s
s
t
t
a
a
t
t
i
i
o
o
n
n
ä
ä
r
r
)
)
D
D
V
V
2
2
5
5
U
U
P
P
-
-
S
S
3
3
(
(
f
f
ü
ü
r
r
U
U
P
P
-
-
S
S
c
c
h
h
w
w
e
e
i
i
ß
ß
e
e
n
n
)
)
D
D
V
V
2
2
5
5
U
U
P
P
/
/
K
K
-
-
S
S
3
3
F
F
ü
ü
l
l
l
l
d
d
r
r
a
a
h
h
t
t
(
(
s
s
t
t
a
a
t
t
i
i
o
o
n
n
ä
ä
r
r
)
)
D
D
r
r
a
a
h
h
t
t
v
v
o
o
r
r
s
s
c
c
h
h
u
u
b
b
g
g
e
e
s
s
c
c
h
h
w
w
i
i
n
n
d
d
i
i
g
g
k
k
e
e
i
i
t
t
:
:
m
m
a
a
x
x
.
.
2
2
5
5
m
m
/
/
m
m
i
i
n
n
V
V
e
e
r
r
s
s
o
o
r
r
g
g
u
u
n
n
g
g
s
s
s
s
p
p
a
a
n
n
n
n
u
u
n
n
g
g
:
:
1
1
0
0
…
…
3
3
0
0
V
V
,
,
m
m
a
a
x
x
.
.
5
5
0
0
m
m
A
A
e
e
l
l
e
e
k
k
t
t
r
r
i
i
s
s
c
c
h
h
e
e
r
r
A
A
n
n
s
s
c
c
h
h
l
l
u
u
s
s
s
s
:
:
4
4
-
-
p
p
o
o
l
l
i
i
g
g
M
M
1
1
8
8
Drahtdurchmesser in mm:
0,8 … 2 mm
0,8 …1,8 mm
2 … 5 mm
2…3 mm
Ausgangsfrequenz in Hz bei 5 m/min // bei 25 m /min
732 // 3660
732 // 3660
303 // 1515
427 // 2133
Befestigung:
Magnetfuß
Spanndorn
Spanndorn
Spanndorn
Maße in mm / Gewicht in kg
85x60x35 / 0,5 kg
60x60x50 / 0,5 kg
170x120x70 / 1,0 kg
130x70x70 / 0,8 kg
Option WIG: Ausführung für HF (WIG / Plasma)
D
D
V
V
2
2
5
5
M
M
-
-
S
S
3
3
/
/
W
W
I
I
G
G
D
D
V
V
2
2
5
5
S
S
T
T
-
-
S
S
3
3
/
/
W
W
I
I
G
G
-
-
-
-
-
-
D
D
V
V
2
2
5
5
U
U
P
P
/
/
K
K
-
-
S
S
3
3
/
/
W
W
I
I
G
G
A
A
n
n
a
a
l
l
o
o
g
g
a
a
u
u
s
s
g
g
a
a
n
n
g
g
a
a
u
u
f
f
A
A
n
n
f
f
r
r
a
a
g
g
e
e
L
L
ä
ä
n
n
g
g
e
e
A
A
n
n
s
s
c
c
h
h
l
l
u
u
s
s
s
s
k
k
a
a
b
b
e
e
l
l
2
2
m
m
(
(
V
V
e
e
r
r
l
l
ä
ä
n
n
g
g
e
e
r
r
u
u
n
n
g
g
a
a
u
u
f
f
A
A
n
n
f
f
r
r
a
a
g
g
e
e
)
)
Steckerbelegung
Pin
Bedeutung
Steckeransicht von vorn
Anschluss
4-poliger M18-Stecker
Binder Serie 680
09-0309-00-04
1
Drahtsignal A
(Impulse +10…30 V)
2
Drahtsignal B
(Impulse +10…30 V)
3
Bezugspotential
4
Versorgung 10 … 30 V
Adapter Typen -Nr.
(Weitere auf Anfrage)
A
in mm
B
Ø in mm
C
Ø in mm
D
in mm
11
44
20
13,1
8
12
16
12
21
50
12,9
22
48
16,9
23
35
11,7
24
35
12,9

-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14














ESAB Sensors Series S3 Technical Data DE Benutzerhandbuch
- Typ
- Benutzerhandbuch
Verwandte Artikel


Andere Dokumente
-
Bosch MUMXX20G/03 Brief description
-
Baumer DLPP 4MO Datenblatt
-
-
-
Baumer PL20H - Adaptive trigger Benutzerhandbuch
-
WAGO 3-Phase Power Measurement Module Benutzerhandbuch
-
-
Eurotherm EPack 1 Bedienungsanleitung
-
AVENTICS SM6-32 Bedienungsanleitung
-
Eurotherm EPack 1PH Bedienungsanleitung