
Plasmasystem
100i, 200i, 300i und 400i
Service-Handbuch
Artikelnummer: 0560956456DE
Revisionsdatum: 14. Juni 2016
Revisionsnummer: AA
Sprache: DE

WIR SCHÄTZEN IHR VERTRAUEN!
Herzlichen Glückwunsch zum Erwerb Ihres neuen Erzeugnisses ESAB. Wir sind stolz darauf, dass
Sie uns als Kunde Ihr Vertrauen schenken, und werden alles daran setzen, Ihnen besten Service und
höchste Zuverlässigkeit in der Industrie entgegen zu bringen. Mit diesem Erzeugnis genießen Sie durch
unsere weit reichenden Gewährleistungsbedingungen sowie unser weltweites Servicenetz höchste
Sicherheit. Um zu erfahren, wo sich Ihr nächstgelegener Distributor bzw. Ihre nächste Serviceagentur
befindet, wählen Sie 1-800-ESAB-123, oder besuchen Sie uns im Internet unter www.esab.com.
Dieses Handbuch enthält Anweisungen zur korrekten Verwendung und Bedienung Ihres ESAB-
Produkts. Ihre Zufriedenheit mit diesem Erzeugnis und der sichere Betrieb des Gerätes sind unser
Hauptanliegen. Nehmen Sie sich daher die Zeit, das gesamte Handbuch zu lesen, insbesondere jedoch
die Sicherheitsvorschriften. Sie geben Ihnen Hilfestellung zur Vermeidung möglicher Gefahren bei
der Arbeit mit diesem Erzeugnis.
SIE SIND IN GUTER GESELLSCHAFT!
Die Marke, die für Lieferanten und Hersteller weltweit erste Wahl bedeutet.
ESAB ist eine weltweite Marke für manuelle und mechanisierte Produkte zum Plasmaschneiden.
Wir unterscheiden uns von der Konkurrenz durch unsere bewährten, zuverlässigen Erzeugnisse,
die eine marktführende Stellung einnehmen. Wir zeichnen uns aus durch technische Innovation,
marktfähige Preise, ausgezeichnete Produkte, hervorragenden Kundendienst und technischen Support
in Verbindung mit herausragender Kompetenz in den Bereichen Vertrieb und Marketing.
Unser vorrangiges Anliegen besteht darin, technisch hoch entwickelte Erzeugnisse herzustellen,
um die Arbeitssicherheit in der Schweißtechnik zu erhöhen.

Plasmaschneid-Stromversorgung mit automatisierter Gasdosierung 100i / 200i / 300i / 400i
Herausgegeben durch:
ESAB Welding and Cutting Products
2800 Airport Rd.
Denton, Texas 76207
www.esab.com
© Copyright 2016 ESAB Welding and Cutting Products
Alle Rechte vorbehalten
Die Vervielfältigung dieser Unterlage als Ganzes oder in Auszügen ist ohne vorherige Erlaubnis
des Herausgebers nicht gestattet.
Der Herausgeber übernimmt keine Haftung für Verluste oder Schäden aufgrund von Fehlern
oder Auslassungen in diesem Handbuch, die auf Fahrlässigkeit, Versehen oder andere
Ursachen zurückzuführen sind.
Erstveröffentlichung: 14. Juni 2016
Revisionsdatum:
Notieren Sie die folgenden Angaben für Garantiezwecke:
Gekauft bei: ___________________________________
Kaufdatum:______________________________________
Seriennummer der Stromversorgung:_______________________________
Seriennummer des Brenners:_______________________________________
!
WARNUNG
Lesen Sie sich dieses Handbuch und die Sicherheitsverfahren Ihres
Arbeitgebers vollständig und aufmerksam durch, bevor Sie die Ausrüstung
installieren, bedienen oder warten.
Die in diesem Handbuch enthaltenen Informationen basieren auf bestem
Wissen des Herstellers, jedoch übernimmt der Hersteller keine Haftung für
deren Anwendung.

STELLEN SIE SICHER, DASS DIESE INFORMATION DEM BEDIENER AUSGEHÄNDIGT WIRD.
SIE KÖNNEN ZUSÄTZLICHE KOPIEN VON IHREM HÄNDLER ERHALTEN.
VORSICHT
Diese BEDIENUNGSANLEITUNG ist für erfahrene Bediener gedacht. Wenn Sie mit
den Bedienungsgrundsätzen und sicheren Verfahren für Lichtbogenschweißen und
-schneiden nicht völlig vertraut sind, empfehlen wir Ihnen dringend, unsere Broschüre
„Vorsichtsmaßnahmen und sichere Verfahren für Lichtbogenschweißen, -schneiden
und -abtragung”, Formular 52-529, zu lesen. Erlauben Sie unerfahrenen Personen
NICHT, diese Anlage zu installieren, zu bedienen oder zu warten. Versuchen Sie NICHT,
diese Anlage zu installieren oder zu bedienen, bevor Sie diese Anleitungen gelesen
und völlig verstanden haben. Wenn Sie diese Anleitungen nicht völlig verstanden
haben, wenden Sie sich an Ihren Händler für weitere Informationen. Lesen Sie die
Sicherheitsvorschriften vor der Installation und Bedienung der Anlage.
VERANTWORTUNG DES BENUTZERS
Diese Anlage wird laut der Beschreibung in diesem Handbuch und den beiliegenden Aufklebern und/
oder Einlagen funktionieren, wenn sie gemäß den mitgelieferten Anleitungen installiert, bedient, gewartet und
repariert wird. Die Anlage muss regelmäßig geprüft werden. Fehlerhafte oder schlecht gewartete Anlagen
dürfen nicht betrieben werden. Beschädigte, fehlende, abgenutzte, verformte oder verunreinigte Teile sollten
unverzüglich ersetzt werden. Sollten Reparaturen oder Auswechslungen nötig sein, empehlt der Hersteller
eine Serviceberatung bei dem Vertragshändler, bei dem Sie die Anlage erworben haben.
An der Anlage und sämtlichen zugehörigen Teilen dürfen ohne vorherige schriftliche Genehmigung
des Herstellers keine Änderungen vorgenommen werden. Der Benutzer der Anlage trägt die alleinige
Verantwortung für Störungen, die infolge von Missbrauch, fehlerhafter Wartung, Beschädigung, nicht
ordnungsgemäßer Reparatur oder Änderungen auftreten, die nicht vom Hersteller oder einem vom Hersteller
autorisierten Servicezentrum durchgeführt wurden.
!
LESEN UND VERSTEHEN SIE DAS BEDIENUNGSHANDBUCH VOR DER
INSTALLATION BZW. INBETRIEBNAHME
SCHÜTZEN SIE SICH UND ANDERE!

INHALTSVERZEICHNIS
ABSCHNITT 1: SICHERHEIT ................................................................................................................ 1-1
1.01 Sicherheitsvorkehrungen ................................................................................ 1-1
ABSCHNITT 2: WARTUNG DES BRENNERS ........................................................................................ 2-1
2.01 Fehlersuche bei Kühlmittelleckage ................................................................. 2-1
ANHANG 1: CNC-STEUERUNGSMODUL PCB-VERBINDUNGEN ...........................................................A-1
ANHANG 2: CNC .................................................................................................................................A-2
CNC-Funktionen ............................................................................................................ A-2
Beschreibung der CNC- Ein- und Ausgänge .................................................................. A-4
Vereinfachter CNC-Stromkreis ......................................................................................A-6
CNC-Anschlüsse ........................................................................................................... A-8
ANHANG 3: PCB-SCHEMA GSC-STEUERUNG .....................................................................................A-9
ANHANG 4: PCB-SCHEMA DPC-STEUERUNG ...................................................................................A-10
ANHANG 5: PCB-SCHEMA GSC/DPC-STROMVERSORGUNG ............................................................A-11
ANHANG 6: PCB-SCHEMA CCM-CPU ................................................................................................A-12
ANHANG 7: PCB-SCHEMA CCM I/O .................................................................................................. A-14
ANHANG 8: PCB-SCHEMA PILOTLICHTBOGEN ................................................................................. A-16
ANHANG 9: PCB-SCHEMA RELAIS UND SCHNITTSTELLEN .............................................................. A-18
ANHANG 10: PCB-SCHEMA ANZEIGE ...............................................................................................A-20
ANHANG 11: PCB-SCHEMA SYSTEM-BIAS ......................................................................................A-22
ANHANG 12: PCB-SCHEMA HAUPTWECHSELRICHTER UNTEN ........................................................A-24
ANHANG 13: PCB-SCHEMA HAUPTWECHSELRICHTER OBEN ..........................................................A-26
ANHANG 14: PCB-SCHEMA STEUER- UND FEHLERPLATINE ............................................................A-28
ANHANG 15: PCB-SCHEMA KONDENSATOR BIAS UNTEN ................................................................A-30
ANHANG 16: PCB-SCHEMA KONDENSATOR BIAS OBEN ..................................................................A-31
ANHANG 17: PCB-SCHEMA ENTSTÖRELEMENT ...............................................................................A-32
ANHANG 18: KÜHLDIAGRAMM .........................................................................................................A-33
ANHANG 19: SCHALTBILD LICHTBOGEN-FERNZÜNDUNG ................................................................A-34
ANHANG 20: SCHALTBILD DFC AUTO-GASBOX-SYSTEM .................................................................A-36
ANHANG 21: SYSTEMSCHEMA 100 A, 380-415 V PG 1 ....................................................................A-38
ANHANG 22: SYSTEMSCHEMA 100 A, 380-415 V PG 2 ....................................................................A-40
ANHANG 23: SYSTEMSCHEMA 200A, 380-415 V PG 1 .....................................................................A-42
ANHANG 24: SYSTEMSCHEMA 200A, 380-415 V PG 2 .....................................................................A-44

INHALTSVERZEICHNIS
ANHANG 25: SYSTEMSCHEMA 300A, 380-415 V PG 1 .....................................................................A-46
ANHANG 26: SYSTEMSCHEMA 300A, 380-415 V PG 2 .....................................................................A-48
ANHANG 27: SYSTEMSCHEMA 400A, 380-415 V PG 1 .....................................................................A-50
ANHANG 28: SYSTEMSCHEMA 400A, 380-415 V PG 2 .....................................................................A-52
ANHANG 29: ERWEITERTE FEHLERBEHEBUNG ................................................................................A-54
ANHANG 30: ANSCHLUSS HE 400 ....................................................................................................A-88
ANHANG 31: VERÖFFENTLICHUNGSGESCHICHTE ............................................................................A-92
iSERIE 100 /200 /300 /400
0560956456DE SICHERHEITSHINWEISE 1-1
ABSCHNITT 1: SICHERHEIT
1.01 Sicherheitsvorkehrungen
WARNUNG: Diese Sicherheitsvorkehrungen dienen Ihrem Schutz. Sie enthalten eine Zusammenfassung der im
Abschnitt „Zusätzliche Sicherheitsinformationen“ aufgeführten Referenzen. Lesen und befolgen Sie die nachstehenden
Sicherheitsvorkehrungen sowie alle weiteren Handbücher, Sicherheitsdatenblätter, Aufkleber usw., bevor Sie an
oder mit dem Gerät arbeiten. Eine Nichtbeachtung der Sicherheitsvorkehrungen kann zu Verletzungen oder zum Tode führen.
SCHÜTZEN SIE SICH UND ANDERE – einige Schweiß-, Schneide- und Fugenhobelverfahren sind laut und
erfordern das Tragen eines Gehörsschutzes. Ähnlich wie die Sonne setzt der Lichtbogen ultraviolette (UV-)
und andere Strahlung frei, die Augen und Haut verletzen kann. Heißes Metall kann Verbrennungen verursachen.
Zur Vermeidung von Unfällen sind Schulungen in der korrekten Anwendung der Prozesse und Ausrüstungsgegenstände
unbedingt erforderlich. Deshalb:
1. Tragen Sie in allen Arbeitsbereichen immer eine Schutzbrille mit Seitenschutz, auch wenn zusätzlich das Tragen von
Schweißhelmen, Gesichtsschutz und Schweißerbrillen erforderlich ist.
2. Achten Sie beim Gesichtsschutz darauf, dass Filter und Abdeckungen ausreichen, um Ihre Augen, das Gesicht,
den Hals und die Ohren jederzeit vor Funken und Strahlen vom Lichtbogen zu schützen. Warnen Sie umstehende
Personen, nicht in den Lichtbogen zu schauen und sich nicht den Strahlen des Lichtbogens sowie der Hitze des
bearbeiteten Metalls auszusetzen.
3. Tragen Sie feuerfeste Handschuhe mit Stulpen, schwere Langarm-Hemden, Hosen ohne Umschläge, hohe Schuhe
und einen Schweißhelm oder eine Kappe zum Schutz Ihrer Haare, um sich vor den Strahlen des Lichtbogens,
heißen Funken sowie heißem Metall zu schützen. Als Schutz vor abgestrahlter Hitze und Funken kann zusätzlich eine
feuerfeste Schürze getragen werden.
4. In hochgerollten Ärmeln, Hosenumschlägen oder Taschen können sich Funken oder heißes Metall verfangen. Tragen
Sie Kleidung ohne offene Taschen auf der Vorderseite und knöpfen Sie Ärmel und Kragen zu.
5. Schützen Sie Ihre Kollegen vor der Strahlung des Lichtbogens und vor heißen Funken durch geeignete feuerfeste
Trennwände oder Vorhänge.
6. Tragen Sie beim Zerspanen und Schleifen eine Schweißer- oder Schutzbrille. Die Schmelze kann heiß sein und weit
fliegen. Daher sollten auch umstehende Personen eine Schweißer- oder Schutzbrille tragen.
FEUER UND EXPLOSION – Die Hitze von Flammen und Lichtbögen kann Feuer entstehen lassen. Ebenso können
heiße Schmelze oder Funken einen Brand oder eine Explosion auslösen. Deshalb:
1. Entfernen Sie brennbare Stoffe aus dem Arbeitsbereich oder decken Sie sie mit einer nicht brennbaren Abdeckung ab.
Zu den brennbaren Stoffen zählen Holz, Textilien, Sägespäne, flüssige und gasförmige Brennstoffe, Lösungsmittel,
Farben und Lacke, Papier usw.
2. Heiße Funken oder Metallteile können durch Risse oder Öffnungen in Fußböden oder Wänden fallen und auf der
darunterliegenden Ebene einen verdeckten Schwelbrand oder Brand verursachen. Schützen Sie solche Öffnungen
vor heißen Funken und Metallteilen.
3. Fangen Sie mit dem Schweißen, Schneiden oder sonstiger Heißbearbeitung erst an, nachdem Sie das Werkstück
komplett gereinigt haben, sodass sich keine Substanzen am Werkstück befinden, die brennbare oder giftige Dämpfe
erzeugen könnten. Führen Sie keine Heißbearbeitung an geschlossenen Behältern durch. Diese könnten dabei
explodieren.
4. Halten Sie Feuerlöschausrüstungen wie z.B. einen Gartenschlauch, Wassereimer, Sandeimer oder Feuerlöscher zur
sofortigen Verwendung griffbereit. Informieren Sie sich, wie Sie mit der Ausrüstung Brände löschen.
5. Verwenden Sie Ausrüstungen nur innerhalb der zulässigen Grenzen. Ein überlastetes Schweißkabel kann beispielsweise
überhitzen und einen Brand verursachen.
6. Kontrollieren Sie nach Abschluss der Arbeiten den Arbeitsbereich, um sicherzustellen, dass dort keine heißen Funken
oder Metallteile zurückbleiben, die später zu einem Brand führen könnten. Setzen Sie bei Bedarf Brandwächter ein.
7. Weitere Informationen finden Sie in der NFPA-Norm 51B „Fire Prevention in Use of Cutting and Welding Processes“,
die Sie bei der National Fire Protection Association, Battery March Park, Quincy, MA 02269, USA, erhalten.

iSERIE 100 /200 /300 /400
1-2 SICHERHEITSHINWEISE 0560956456DE
Elektrischer Schlag – der Kontakt mit spannungsführenden Teilen und Masse kann zu schweren Verletzungen oder
zum Tode führen. Verwenden Sie AC-Schweißstrom NICHT in feuchten oder beengten Bereichen oder bei Sturzgefahr.
1. Stellen Sie sicher, dass der Rahmen (das Chassis) der Stromquelle an das Massesystem der Zuleitung angeschlossen
ist.
2. Sorgen Sie für eine gute Erdung des Werkstücks.
3. Verbinden Sie das Werkstückkabel mit dem Werkstück. Eine schlechte oder fehlende Verbindung kann dazu führen,
dass Sie oder andere Personen einen schweren elektrischen Schlag erleiden.
4. Verwenden Sie nur ordnungsgemäß gewartete Geräte. Ersetzen Sie abgenutzte oder beschädigte Kabel.
5. Achten Sie auf Trockenheit am Arbeitsplatz. Dies schließt auch Kleidung, Arbeitsbereich, Kabel, Brenner/
Elektrodenhalter und Stromquelle ein.
6. Stellen Sie sicher, dass alle Teile Ihres Körpers gegenüber dem Werkstück und gegenüber Masse isoliert sind.
7. Stehen Sie bei der Arbeit in engen oder feuchten Bereichen nicht direkt auf Metall oder auf der Erde, sondern auf
trockenen Brettern oder einer Isolierplattform, und tragen Sie Schuhe mit Gummisohle.
8. Ziehen Sie vor dem Einschalten des Stroms trockene Handschuhe ohne Löcher an.
9. Schalten Sie der Strom aus, bevor Sie Ihre Handschuhe ausziehen.
10. Detaillierte Empfehlungen zur Erdung finden Sie im ANSI/ASC-Standard Z49.1 (auf der folgenden Seite aufgeführt).
Verwechseln Sie das Werkstückkabel nicht mit einem Massekabel.
ELEKTRISCHE UND MAGNETISCHE FELDER – Können gefährlich sein. Wenn elektrischer Strom durch einen
Leiter fließt, erzeugt er lokale elektrische und magnetische Felder (EMF). Beim Schweißen und Schneiden entstehen
solche Felder im Bereich der Schweißkabel und des Schweißgeräts. Deshalb:
1. Schweißer, die einen Herzschrittmacher tragen, sollten vor dem Schweißen mit ihrem Arzt sprechen. Ein EMF kann
die Funktion einiger Herzschrittmacher stören.
2. Zudem kann es weitere unbekannte Auswirkungen auf die Gesundheit haben.
3. Um sich elektromagnetischen Feldern möglichst wenig auszusetzen, sollten Schweißer folgende Maßnahmen ergreifen:
A. Verlegen Sie Elektroden- und Werkstückkabel gemeinsam. Sichern Sie sie möglichst mit einem Klebeband.
B. Legen Sie die Brenner- oder Werkstückkabel niemals um Ihren Körper.
C. Stellen Sie sich nicht zwischen Brenner- und Werkstückkabel. Verlegen Sie die Kabel nur auf einer Seite Ihres
Körpers.
D. Schließen Sie das Werkstückkabel so nah wie möglich am zu bearbeitenden Bereich ans Werkstück an.
E: Halten Sie Schweißstromquelle und Kabel so weit wie möglich von Ihrem Körper entfernt.
DÄMPFE UND GASE – Dämpfe und Gase können zu Übelkeit und körperlichen Schäden führen, insbesondere in
engen Räumen. Atmen Sie Dämpfe und Gase nicht ein. Schutzgase können zu Erstickungen führen.
Deshalb:
1. Sorgen Sie immer für eine ausreichende natürliche oder mechanische Belüftung des Arbeitsbereichs. Führen Sie
Schweiß-, Schneide-, oder Fugenhobelarbeiten bei Materialien wie z.B. verzinktem Stahl, Edelstahl, Kupfer, Zink,
Blei, Beryllium oder Kadmium nur durch, wenn eine mechanische Überdruckbelüftung vorhanden ist. Atmen Sie die
Dämpfe dieser Materialien nicht ein.
2. Arbeiten Sie nicht in der Nähe von Entfettungs- und Sprühanlagen. Die Hitze oder die Strahlung des Lichtbogens
kann mit Chlorkohlenwasserstoffdämpfen zu Phosgen, einem hochgiftigen Gas, und anderen Reizgasen reagieren.
3. Wenn Sie während der Arbeit eine Reizung der Augen, der Nase oder des Halses verspüren, ist dies ein Hinweis
auf eine ungenügende Belüftung. Unterbrechen Sie Ihre Arbeit und sorgen Sie für eine bessere Belüftung des
Arbeitsbereichs. Setzen Sie Ihre Tätigkeit nicht fort, wenn die körperlichen Beschwerden anhalten.
4. Detaillierte Empfehlungen zur Belüftung finden Sie im ANSI/ASC-Standard Z49.1 (nachstehend aufgeführt).
5. WARNUNG: Dieses Produkt enthält Chemikalien einschließlich Blei, die im Bundesstaat Kalifornien als Ursache für
Geburtsfehler und andere Schädigungen der Fortpflanzungsfähigkeit gelten. Waschen Sie nach der Handhabung
des Produkts Ihre Hände.

iSERIE 100 /200 /300 /400
0560956456DE SICHERHEITSHINWEISE 1-3
HANDHABUNG VON GASFLASCHEN – Gasflaschen können bei nicht ordnungsgemäßer Handhabung bersten und
das unter hohem Druck stehende Gas schlagartig freisetzen. Ein plötzliches Bersten einer Gasflasche, eines Ventils
oder einer Überdruckvorrichtung kann zu Verletzungen oder zum Tode führen. Deshalb:
1. Verwenden Sie immer das für das jeweilige Verfahren korrekte Gas sowie einen Druckregler, der für den Einsatz mit
der entsprechenden Gasflasche vorgesehen ist. Verwenden Sie keine Adapter. Achten Sie auf einen guten Zustand
der Schläuche und Anschlussstücke. Befolgen Sie die Herstelleranweisungen zur Montage des Druckreglers an der
Gasflasche.
2. Sichern Sie die Gasflaschen immer durch Ketten oder Gurte in aufrechter Position an geeigneten Flaschenkarren,
Untergestellen, Werkbänken, Wänden, Pfosten oder Regalen gegen Umfallen. Befestigen Sie die Gasflaschen niemals
an Arbeitstischen oder Haltevorrichtungen, bei denen sie Teil eines elektrischen Stromkreises werden können.
3. Schließen Sie die Ventile der Gasflaschen, wenn Sie die Flaschen nicht benutzen. Setzen Sie eine Schutzkappe auf
das Ventil auf, wenn kein Druckregler angeschlossen ist. Transportieren Sie Gasflaschen nur gesichert in einer
geeigneten Flaschenkarre. Vermeiden Sie eine grobe Handhabung der Gasflaschen.
4. Halten Sie Gasflaschen fern von Hitze, Funken und Flammen. Setzen Sie Gasflaschen niemals einem Lichtbogen aus.
5. Weitere Informationen finden Sie im CGA-Standard P-1, „Precautions for Safe Handling of Compressed Gases in
Cylinders“, den Sie bei der Compressed Gas Association, 1235 Jefferson Davis Highway, Arlington, VA 22202, USA,
erhalten.
WARTUNG DER AUSRÜSTUNG – Eine fehlerhafte oder ungenügende Wartung der Ausrüstung kann zu Verletzungen
oder zum Tode führen. Deshalb:
1. Lassen Sie die Installation, Fehlersuche und Wartung nur von qualifiziertem Personal durchführen. Führen Sie keine
elektrischen Arbeiten durch, wenn Ihnen die entsprechende Qualifikation für solche Arbeiten fehlt.
2. Bevor Sie Wartungsarbeiten im Inneren einer Stromquelle durchführen, trennen Sie die Stromquelle von der
Eingangsstromversorgung.
3. Achten Sie auf den sicheren und funktionsfähigen Zustand von Kabeln, Erdungsleitung, Anschlüssen, Stromkabeln
und Stromversorgung. Arbeiten Sie nicht mit fehlerhafter Ausrüstung.
4. Verwenden Sie Ausrüstungsgegenstände und Zubehör nur für den dafür vorgesehenen Zweck. Halten Sie
Ausrüstungen fern von Hitzequellen wie z.B. Öfen, Feuchtigkeit wie z.B. Wasserlachen, Öl oder Fett, korrosiven
Gasen und schlechtem Wetter.
5. Sorgen Sie dafür, dass sich alle Sicherheitsvorrichtungen und Abdeckungen an ihrer vorgesehene Position und in
gutem Zustand befinden.
6. Verwenden Sie die Ausrüstung nur für den dafür vorgesehenen Zweck. Führen Sie keine Veränderungen an
Ausrüstungsgegenständen durch.
ZUSÄTZLICHE SICHERHEITSINFORMATIONEN – Um weitere Informationen zum sicheren Arbeiten mit Ausrüstungen
zum elektrischen Lichtbogenschweißen und -schneiden zu erhalten, fragen Sie Ihren Lieferanten nach einer Kopie
des Formulars 52-529, „Precautions and Safe Practices for Arc Welding, Cutting and Gouging“.
Wir empfehlen Ihnen zusätzlich die folgenden Publikationen, die Sie bei der American Welding Society, 550 N.W. LeJuene Road,
Miami, FL 33126, USA, erhalten:
1. ANSI/ASC Z49.1 – „Safety in Welding and Cutting“.
2. AWS C5.1 – „Recommended Practices for Plasma Arc Welding“.
3. AWS C5.2 – „Recommended Practices for Plasma Arc Cutting“.
4. AWS C5.3 – „Recommended Practices for Air Carbon Arc Gouging and Cutting“.
5. AWS C5.5 – „Recommended Practices for Gas Tungsten Arc Welding“.
6. AWS C5.6 – „Recommended Practices for Gas Metal Arc Welding“.
7. AWS SP – „Safe Practices“ - Nachdruck, Schweißtechnik-Handbuch.
8. ANSI/AWS F4.1, „Recommended Safe Practices for Welding and Cutting of Containers That Have Held Hazardous
Substances“.
9. CSA Standard – W117.2, „Safety in Welding, Cutting and Allied Processes“.

iSERIE 100 /200 /300 /400
1-4 SICHERHEITSHINWEISE 0560956456DE
Bedeutung von Symbolen – Dieses Symbol bedeutet in diesem Handbuch: Achtung! Seien Sie wachsam! Es geht um
Ihre Sicherheit.
GEFAHR
Bedeutet unmittelbare Gefahren, die, wenn sie nicht vermieden werden, zu schweren
Verletzungen oder zum Tod führen.
VORSICHT
Bedeutet potenzielle Gefahren, die zu Verletzungen oder zum Tod führen können.
VORSICHT
Bedeutet Gefahren, die zu leichten Verletzungen führen können.
Schutzart
Der IP-Code gibt die Schutzart an, d.h. den Grad des Schutzes gegen das Eindringen von Festkörpern oder Feuchtigkeit.
Das Gerät bietet Schutz gegen die Berührung mit einem Finger, das Eindringen von Festkörpern mit einer Größe von mehr
als 12 mm und das Eindringen von Sprühwasser in einem Winkel von bis zu 60° aus der Vertikalen. Ausrüstung mit einer
IP21S-Kennzeichnung kann außerhalb geschlossener Gebäude gelagert werden, ist jedoch nicht für die Verwendung bei
Niederschlag vorgesehen, sofern sie nicht entsprechend geschützt wird.
VORSICHT
Dieses Produkt ist ausschließlich zum Plasmaschneiden vorgesehen. Irgendeine andere
Verwendung kann zu Verletzungen bzw. Sachschäden führen.
VORSICHT
Wenn das Gerät auf einer Oberäche mit einer Neigung von
mehr als 15° abgestellt wird, kann es umkippen. Dies kann zu
Verletzungen und/oder zu einer erheblichen Beschädigung
der Ausrüstung führen.
15
°
Art# A-12726
Art# A-12736
VORSICHT
Zur Vermeidung von Verletzungen und/oder einer
Beschädigung der Ausrüstung darf das Gerät nur mit den
hier dargestellten Methoden und an den hier abgebildeten
Punkten angehoben werden.

iSERIE 100 /200 /300 /400
0560956456DE INFORMATIONEN ZUM BRENNER 2-1
ABSCHNITT 2: WARTUNG DES BRENNERS
2.01 Fehlersuche bei Kühlmittelleckage
Der Betrieb des Systems bei Kühlmittelaustritt aus dem Brenner ist unzulässig. Ständiges Tropfen ist ein Hinweis darauf, dass Brennerteile beschädigt oder nicht
ordnungsgemäß montiert sind. Der Betrieb des Systems in diesem Zustand kann Schäden am Brennerkopf hervorrufen. Verfahren Sie bei Kühlmittelleckagen aus dem
Brennerkopf wie im nachfolgenden Schema dargestellt.
Nein
Ja
Ja
Handel es
sich um neue
oder gebrauchte
Teile?
Sind alle Teile
vollständig am
Brennerkopf
montiert?
Nicht sicher?
Brenner vollständig zerlegen
und ordnungsgemäß
zusammenbauen.
Siehe Einbauhandbuch.
Brennerkopf erneuern
Ist der Brenner
beschädigt?
Wahrscheinlich sind die Teile verschlissen. Ungefähre
Lebensdauer siehe Datenblatt. Der Brenner ist
möglicherweise beschädigt. Zur Bestimmung, ob ein
Brennerkopfschaden vorliegt, siehe Seite
Austauschsatz
Kühlmittelrohr
bestellen
Leckage aus
Kühlmittelvorlauf
oder -rücklauf?
Ja
Ja
Ja
Nein
Rücklauf
Vorlauf
Gebraucht
Satz Kühlmittel-
Rückschlagventil
9-4846 bestellen
Neu
Brenner undicht
Sind die Verschleißteile
des Brenners montiert?
Cartridge mit Verschleißteilen
und Schutzgasdüse erneuern.
Brenner immer noch undicht?
Alle O-Ringe am Brennerkopf,
Verschleißteile und Cartridge
abbauen und schmieren.
Brenner wieder zusammenbauen.
Immer noch undicht?
Art # A-09638DE

iSERIE 100 /200 /300 /400
2-2 INFORMATIONEN ZUM BRENNER 0560956456DE
Brennerdüsen
Art # A-09653DE
Stromstärke Plasmagas
Empfohlene Verschleißtiefe für
den Austausch der Elektrode
Zoll mm
30
O2 0,04 1
Luft 0,04 1
N2 0,04 1
50
O2 0,04 1
Luft 0,08 2
N2 0,04 1
70
O2 0,04 1
Luft 0,08 2
N2 0,04 1
85 Luft 0,08 2
100
O2 0,04 1
H35 0,08 2
N2 0,08 2
150
O2 0,06 1,5
H35 0,08 2
N2 0,08 2
200
O2 0,06 1,5
H35 0,08 2
N2 0,08 2
250 O2 0,06 1,5
300
O2 0,06 1,5
H35 0,08 2
N2 0,08 2
400
O2 0,08 2
H17 0,08 2
H35 0,08 2
N2 0,08 2

iSERIE 100 /200 /300 /400
0560956456DE ANHANG A-1
ANHANG 1: CNC-Steuerungsmodul PCB-Verbindungen
Art # A-11512De_AB
12
11
10
9
8
7
6
5
4
3
2
1
12
11
10
9
8
7
6
5
4
3
2
1
12
11
10
9
8
7
6
5
4
3
2
1
23X5560_AB
(
-
)
(+)
(+)
(+)
(+)
Remote
Plasma Marking
(
-
)
+
Corner Current
Reduction
(
-
)
(
-
)
(
-
)
(+)
(
-
)
(+)
(
-
)
(+)
(
-
)
Expanded
Metal
Spare #1 Output
Normally Open Contacts
Spare #2 Output
Normally Open Contacts
Hold Start
CNC Plasma Enable
(LV) OK To Move 2
Preflow On
Start/Stop Input
Pilot On Output
(Contacts)
Spare #2 Output
Normally Closed Contacts
Divided Arc Volts
Output
TB1
(LV) OK To Move 2
Stop (NC)
High +10V
Low (-)
10K
Analog Current Control
Wiper / Input
TB2
TB3
SW6
DC
(+)
OK To Move

iSERIE 100 /200 /300 /400
A-2 ANHANG 0560956456DE
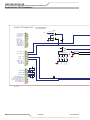
ANHANG 2: CNC
CNC-Funktionen
CNC I/O Schaltkreise bieten eine galvanische Trennung von mindestens 1000 V von der Plasma-Stromversorgung.
Während die CNC-Schaltkreise von der Spannungsquelle isoliert sind, werden viele der Signalrückleiter auf J15 und TB1, TB2 & TB3
gemeinsam genutzt. Die J15-Pins 1, 4, 5 und 17, TB1-1, 5, 7, 9 sowie TB2-1 und 3 werden gemeinsam genutzt. J15 Anschluss 12 und TB2-10
werden auch an die anderen angeschlossen, wenn SW6 („OK zum Vorschub“ auswählen) für die Spannung festgelegt wird.
CNC-Anschluss J15 an der Rückwand:
37 Stromkreis (Amp CPC) Remote-Standard:
Diese sind auch auf TB1, TB2 und TB3 dupliziert. Nie beide gleichzeitig verwenden, sondern immer nur einen.
Gehäuse-Masse (für SC-11 Kabelabschirmung) 1
Start/Stopp 3 (+); 4 (-)
OK zum Vorschub (Kontakte oder Spannung 1) 12(-); 14 (+)
Geteilte Lichtbogenspannungen (wählbares Verhältnis
50:1; 40:1; 30:1; 16,6:1, 25:1) 5 (-); 6 (+)
Vorströmung EIN 7 (+); 9 (-)
Eckstromreduzierung 10 (+); 11 (-)
Isolierter Comm-Schaltkreis (für SC-11) 8
Gehäuse-Masse 13
Kodierstift 15
Start halten 16(+); 17 (-)
Plasmamarkierung 21 (+); 22 (-)
Streckmetall schneiden 23 (+); 24 (-)
CNC Plasma aktivieren
2
25 (+); 26 (-)
Ferngesteuerte analoge Stromstärkeregelung
3
29 (+); 30 (Signal); 31 (-)
Stopp (gelatcht)
SW4
32 (+); 33 (-)(comm.)
Pilot ist EIN (Kontakte) 34; 35
Reserve (Kontakt) 36; 37

iSERIE 100 /200 /300 /400
0560956456DE ANHANG A-3
Interne CNC-Anschlüsse. TB1, TB2 & TB3 auf CCM-Modul.
Anschlüsse für die meisten der Rückwandfunktionen und einige weitere benden sich an den Anschlussblöcken TB1, TB2 & TB3 des
CCM-Moduls. Alle diese Signale sind von der Plasma-Stromversorgung isoliert, jedoch haben Signale mit der Markierung (comm.) und
(-) eine gemeinsame Leitung.
Diese Anschlüsse sind zum Anschluss über benutzereigene CNC-Kabel vorgesehen. Auf der Rückseite des CCM-Moduls steht eine
Ausbrechönung zur Verfügung. Es ist eine Zugentlastung für benutzerinstallierte Kabel vorzusehen.
TB1
Funktion Verbindung
CNC aktivieren/deaktivieren TB1-2 (+), TB1-1(-)(comm.)
OK zum Vorschub
2
Nur Kontakte TB1-3 und TB1-12, Nennstrom 1 A bei 28 VAC/DC
Stopp gelatcht (NC)
4
TB1-4 (+) und TB1-5 (-) (comm.) verwendet mit Start gelatcht
Start/Stopp Rückl
4
TB1-6 (+), TB1-5 (-) (comm.)
oder Start gelatcht (NO)
4
TB1-6 (+), TB1-5 (-) (comm.) verwendet mit Stopp gelatcht
Geteilte Lichtbogenspannung TB1-8 (+), TB1-7 (-) comm.
Ferngesteuerte analoge Stromstärkeregelung TB1-9 Analog Comm. (-) oder 10K CC Poti niedrig
TB1-10 Analog ein (+) oder CC Poti Wischer
TB1-11 10K CC Poti Hi (+10 V bei 1 mA Versorgung)
TB2
Funktion Verbindung
Start halten TB2-2 (+),TB2-1 (-) (comm. )
Vorströmung EIN TB2-4 (+), TB2-3 (-) (comm.)
Pilot ist EIN (Kontakte) TB2-6, TB2-8 Nennstrom 1 A bei 120 VAC oder 28 VDC
OK zum Vorschub (Kontakte oder Gleichspannung)
5
TB2-12 (+), TB2-10 (-)
TB3
Funktion Verbindung
Plasma-Markierung TB3-2(+), TB3-1(-) (comm.)
Eckstromreduzierung TB-4(+), TB3-3(-)(comm.)
Streckmetall schneiden TB3-6(+), TB3-5(-)(comm.)
Reserve NO-Kontakt TB3-7, TB3-8
Reserve NC-Kontakt TB3-9, TB3-10
Reserve NO-Kontakt TB3-11, TB3-12
1
SW6 auf der I/O-Leiterplatte des CCM schaltet auf „OK für Vorschub“ für isolierten Kontaktschluss oder Gleichspannung
(15-18 V) mit <100 mA. Wenn auf Kontakte geschaltet, ist der OK-für-Vorschub-Schaltkreis für 120 V Wechselspannung /
28 V Gleichsspannung eingestuft.
2
Entfernen Sie die werkseitig installierte Überbrückung von TB1-1 und 2, falls in J15 „CNC Plasma aktivieren“ verwendet wird.
3-5
Siehe unten.

iSERIE 100 /200 /300 /400
A-4 ANHANG 0560956456DE
Beschreibung der CNC- Ein- und Ausgänge
Not-Aus-Eingang—Erfordert zum Betrieb des Geräts eine geschlossene Verbindung für 35 mA bei 20 VDC.
Die werkseitig eingesetzte Brücke zwischen TB1-1 und 2 muss für den Anschluss eines durch den Anwender beigestellten Not-Aus-
Schaltkreises entfernt werden.
4
Start/Stopp (Eingang)—Schalter (kurz- oder langzeitig) Bemessung 35 mA bei 20 V DC
Start / Stopp Schaltkreis-Kongurationen. Kurzzeitiges Start/Stopp (gelatcht) nur bei TB1 möglich.
Kurzzeitiger Start/Stopp
START/STOPP
TB1-6
TB1-5
TB1-4
Anhaltender Start/Stopp
START
STOPP
TB1-5
TB1-6
Ausgang „Geteilte Lichtbogenspannung“—Das Bogenspannungssignal ist von der Plasmaversorgung getrennt, (-) wird jedoch
gemeinsam mit anderen isolierten CNC-Signalen verwendet. Der maximale Signalpegel der geteilten Lichtbogenspannung ist von der
tatsächlichen Lichtbogenspannung mal Teilungsverhältnis abhängig, kann dabei jedoch ca. 12 V nicht überschreiten.
3
Analoge Stromstärkeregelung—Die analoge Stromstärkeregelung beinhaltet ein analoges Isolationsmodul. Ein separates
Isolationsmodul ist normalerweise nicht erforderlich, jedoch ist sein Low-Eingangssignal mit den anderen isolierten CNC-Eingängen
verbunden. Die Skalierung des Eingangs der analogen Stromstärkeregelung ist 0 V = 0 A, 10 V = MAX Ausgangssignal, dazwischen
linearer. Das MIN Ausgangssignal ist 5 A. Der Anwender ist für die Einstellung einer korrekten analogen Spannung verantwortlich, um
ein Ausgangssignal von mindestens 5 A zu gewährleisten. Um die analoge Stromstärkeregelung auf der I/O-Leiterplatte zu verwenden,
bringen Sie den Schalter SW in die untere Stellung und den Schalter SW8-2 an der CPU-Leiterplatte in Stellung EIN (oben).
Eingabe „Start halten“—Normalerweise geönet; schließen, um den Start anzuhalten. Schaltkreis-Nennwert 10 mA bei 20 VDC.
Verzögerte Pilotzündung, Gasvorströmung wird fortgesetzt. Wird von einigen Höhenregelungen für den Gasdurchuss während der
Höhenermittlung verwendet. Auch für synchronisierte Startvorgänge, wenn am selben Schneidtisch mehrere Plasmazuführungen
genutzt werden. Kundenseitiger Versorgungskreis für die Aktivierung der „Start halten“-Eingaben, bis alle Brenner die richtige Höhe
haben. Verwendung mit CNC START. START einschalten, damit das Gas strömt. Legen Sie gleichzeitig HALTEN an, um die Zündung zu
verzögern, bis die Höhe gefunden wurde. HALTEN für die Pilotzündung aufheben, Lichtbogenübertragung initiieren.
Eingang „Vorströmung Ein“—Normalerweise geönet; schließen, um die Vorströmung vor dem normalen START-Signal zu beginnen.
Schaltkreis-Nennwert 10 mA bei 20 VDC. Das START-Signal wird normalerweise von der Brenner-Höhenregelung (THC) an die
Plasmaversorgung gesendet, nachdem die Brennerhöhe gefunden wurde. Danach benötigt das Plasma 1-2 Sekunden (oder mehr) zum
Vorströmen, bevor der Hilfslichtbogen gezündet wird. Einige Brenner-Höhenregelungen besitzen einen Ausgang, über den das Vorströmen
schon während der Höhenndung eingeleitet werden kann, sodass sich eine Zeitersparnis von 1-2 Sekunden ergibt. VORSTRÖMUNG EIN
muss nach CNC START mindestens eine Sekunde aktiv sein. Es kann bis zum Ende des Schnitts aktiv sein. Vor dem START des nächsten
Schnitts muss VORSTRÖMUNG EIN aus- und wieder eingeschaltet werden, um eine neue Vorströmung zu starten.
Ausgang „Pilot Ein“—Relais-Kontakte 1 A bei 120 VAC / 28 VDC. Die Kontakte schließen bei eingeschaltetem Pilotlichtbogen. Kann
mit den „OK für Vorschub“-Kontakten parallel geschaltet werden, um die Maschinenbewegung zu starten, wenn der Pilotlichtbogen
eingeschaltet wird. Wird beim Starten über Önungen verwendet. Zum Starten über Önungen muss sich der Schalter SW8-1 auf der
CPU-Leiterplatte in Stellung EIN (oben) benden, um die Pilotphase zu verlängern. Das Arbeiten mit einer verlängerten Pilotphase zum
Starten über Önungen verringert die Lebensdauer der Teile.
Ausgang „OK zum Vorschub“—Aktiv, wenn der Schneidbogen etabliert wird; der Lichtbogen wird übertragen. Verwendet zur
Signalisierung an Arbeitstisch, dass eine Bewegung X-Y eingeleitet wird. Relaiskontakt 1 A bei 120 VAC oder 28 VDC, wenn SW6 auf
Kontakte eingestellt ist. Ist SW6 auf Gleichspannung eingestellt, liegen am Ausgang 15-18 VDC bei 100 mA an. Kann mit „Pilot EIN“
parallel geschaltet werden, um mit der Bewegung der Brennschneidemaschine zu beginnen, sobald der Hilfslichtbogen gezündet hat.

iSERIE 100 /200 /300 /400
0560956456DE ANHANG A-5
5
OK zum Vorschub2—Stellt einen zweiten Satz Schließer-Kontakte bereit, die sich bei Lichtbogenübergang schließen. Die Kontaktleistung
ist für max. 24 VAC/DC bei 1 A ausgelegt. Vereinfachter CNC-Stromkreis.
5
+10 V bei 10 mA. Für Fern-Stromstärkeregelung Potentiometer—In vorherigen CCM-Versionen musste für die Verwendung eines
Potentiometers für die ferngesteuerte analoge Stromstärkeregelung eine externe 10-V-Stromquelle für Pot High verwendet werden.
Jetzt wird eine isolierte Stromversorgung (für Haupt-Plasma-Stromkreise) von 10 V bereitgestellt. Empfohlener Potentiometerwert ist
5K oder 10K.
Wischer
Ext. +10V
11
10
9
TB1
+10V
Art # A-09246DE
5
Auswahl Plasma-Markierung (Ferngesteuert)—Plasma-Markierung, die nur mit der automatisierten Gasdosierung verfügbar ist,
kann über einen Kontaktschluss zwischen TB3-1 und TB3-2 aktiviert werden, wenn der DIP-Schalter SW8-4 auf dem CPU-Board (dem
kleineren der beiden CCM-Boards), auch an ist. Durch Önen der Verbindung zwischen TB3-1 und TB3-2 wird zum normalen Schnittmodus
zurückgeschaltet. Bei den Stromversorgungen der iSerie kann SW8-4 eingeschaltet bleiben, egal ob markiert wird oder nicht.
Die folgenden Funktionen sind möglicherweise noch nicht für Ihr System verfügbar. *
*Eckstromreduzierung (Eingang)—Wenn diese Funktion aktiviert ist (normalerweise durch die Tisch-Steuerung oder ein die
Höhenregelung blockierendes Signal, das eine Verringerung der Schnittgeschwindigkeit veranlasst, um z. B. kleine Radien zu schneiden),
wird der Schneidstrom mit einer xen Geschwindigkeit auf ein voreingestelltes Niveau verringert, um so einen verbesserten Schnitt zu
gewährleisten.
*Streckmetall schneiden (Eingang)—Normalerweise ist die Plasmaversorgung fürs Durchstechen optimiert: hohe Einstichhöhe direkt
über dem zu schneidenden Metall, kurze Pilotphase usw. Durch Aktivierung dieses Eingangs werden die Parameter der Plasmaversorgung
für das Schneiden von Streckmetall und perforiertem Metall, den Start an der Kante des Werkstücks usw. optimiert. Neben anderen
Änderungen wird die Übergangshöhe verringert, sodass sie der Schneidhöhe entspricht. Neben der Aktivierung des Eingangs zum
Schneiden von Streckmetall sollte der CCM-Schalter SW1-1 eingeschaltet sein, sodass der Pilotlichtbogen automatisch neu gestartet
wird, und SW8-1 für eine längere Pilotphase eingeschaltet sein.
*Reservekontakte—Gegenwärtig nicht aktiviert. Vorgesehen für künftige CCM-Code-Veröentlichungen.

iSERIE 100 /200 /300 /400
A-6 ANHANG 0560956456DE
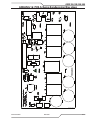
Vereinfachter CNC-Stromkreis
Art # A-11579
Art # A-11579
15 - K ey Plug
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
J22
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
J21
GND
GND
8- COM M Ref (1K Ohm)
* Used with Mom en tary C NC St art SW
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
J15-CNC
4- / CNC Start (-)
6- D ivided A rc V (+)
5- D ivided A rc V (-)
12- OK to M ove (-)
14- OK to M ove (+)
7- / Preflow ON (+)
9- / Preflow ON (-)
30- Remote CC (analog)
29- Remote CC Pot H igh
31- Remote CC Pot L ow
16- / Hold Start (+)
17- / Hold Start (-)
3- / CNC Start (+)
21- / Plasma M ark (+)
22- / Plasma M ark (-)
23- / Cut Expanded M etal (+)
24- / Cut Expanded M etal (-)
25- / CN C Plasma Enable (+)
26- / CN C Plasma Enable (-)
32- Stop SW (momentary) *
33- Stop SW R
et
34- Pilot is ON (a)
35- Pilot is ON (b)
36- Spar
e OUT #1 (a)
37- Spare OUT #1 (b)
(132)
(133)
(137)
(132)
(133)
C hassi s
(136)
(134)
(135)
(139)
(138)
(134)
(135)
(136)
(137)
(138)
(139)
(140)
(141)
(143)
(142)
(144)
(145)
(146)
(148)
(140)
(141)
(142)
(143)
(144)
(145)
(146)
(148)
(147)
(149)
(150)
(147)
(149)
(150)
(151)
(152)
(153)
(154)
(155)
(156)
(151)
(152)
(153)
(154)
(155)
(156)
(157)
(158)
(159)
(157)
(158)
(159)
PSR
SPA RE #1a
J15-1 to chassis used for
SC-11 cable shield
+10V (CC Pot Hi )
CC Pot W iper
CC Pot L ow
Di v A rc V (+)
Di v A rc V (-)
/Start - Stop (+)
/Start - Stop (-)
Stop Mo m NC
OK2 (cont act)
/ CNC Enabl e (+)
/ CNC Enabl e (-)
OK2 (cont act)
OK to M OV E (+)
OK to M OV E (-)
PILOT is ON
PILOT is ON
Prefl ow ON (+)
Prefl ow ON (-)
Hol d Start (-)
Hol d Start (+)
/ Plasma M arki ng (+)
/ Plasma M arki ng (-)
/ Corner Current Reducti on (-)
/ Corner Current Reducti on (+)
/ Cut Ex panded M etal (-)
/ Cut Ex panded M etal (+)
Spare #2 NO
Spare #2 NC
Spare #1b NO
1
2
3
4
5
6
7
8
9
10
11
12
10
11
12
11
11
10
10
8
9
1
12
12
7
4
5
3
6
2
TB2
1
2
3
4
5
6
7
8
9
10
11
12
10
11
12
11
11
10
10
8
9
1
12
12
7
4
5
3
6
2
TB1
1
2
3
4
5
6
7
8
9
10
11
12
10
11
12
11
11
10
10
8
9
1
12
12
7
4
5
3
6
2
TB2
+10V
ALL SW OFF f or 5 0 : 1 ( de f a u l t )
SW12 A ( 1) ON = 16 . 7: 1 ( SC- 11 )
SW12 B ( 2 ) ON = 30 : 1
SW12 C ( 3) ON = 40 : 1
1 8
SW 12A
V OL TA GE D IV IDER
2 7
SW 12B
3 6
SW 12C
4 5
SW 12D
-
4
+
3
5
B
D C VO LT S
C ONTA CT S
18 V D C or Con tacts
SW6B
SW6A
OK TO MOVE SELECT
+18VDC
OK
Ult racut X T Simplified CNC
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J54 - Rem ote HM I & CN C CO M M
7 - K ey Pl ug
1 - 24 V AC
2 - 24 V AC Re t
8 - Tx +
12 - Tx -
13 - Rx +
14 - Rx -
9 - GND
10 - GN D
RS 485
/ 422
Comm
(115)
(116)
(117)
(118)
(119)
(120)
Harness to CPU PCB
(100)
(108)
(109)
6-H M I Pl asma Enabl e SW
5-H M I Pl asma Enabl e SW
3- Jumper to 24 V AC
(101)
(102)
Harness to Relay PCB
J15-13 connects SC-11
chassis to PS chassis.
The COM M Ref at pin
8 is also for the SC-11

iSERIE 100 /200 /300 /400
0560956456DE ANHANG A-7
Art # A-11579
Art # A-11579
15 - K ey Plug
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
J22
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
J21
GND
GND
8- COM M Ref (1K Ohm)
* Used with Mom en tary C NC St art SW
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
J15-CNC
4- / CNC Start (-)
6- D ivided A rc V (+)
5- D ivided A rc V (-)
12- OK to M ove (-)
14- OK to M ove (+)
7- / Preflow ON (+)
9- / Preflow ON (-)
30- Remote CC (analog)
29- Remote CC Pot H igh
31- Remote CC Pot L ow
16- / Hold Start (+)
17- / Hold Start (-)
3- / CNC Start (+)
21- / Plasma M ark (+)
22- / Plasma M ark (-)
23- / Cut Expanded M etal (+)
24- / Cut Expanded M etal (-)
25- / CN C Plasma Enable (+)
26- / CN C Plasma Enable (-)
32- Stop SW (momentary) *
33- Stop SW Ret
34- Pilot is ON (a)
35- Pilot is ON (b)
36- Spar
e OUT #1 (a)
37- Spare OUT #1 (b)
(132)
(133)
(137)
(132)
(133)
C hassi s
(136)
(134)
(135)
(139)
(138)
(134)
(135)
(136)
(137)
(138)
(139)
(140)
(141)
(143)
(142)
(144)
(145)
(146)
(148)
(140)
(141)
(142)
(143)
(144)
(145)
(146)
(148)
(147)
(149)
(150)
(147)
(149)
(150)
(151)
(152)
(153)
(154)
(155)
(156)
(151)
(152)
(153)
(154)
(155)
(156)
(157)
(158)
(159)
(157)
(158)
(159)
PSR
SPA RE #1a
J15-1 to chassis used for
SC-11 cable shield
+10V (CC Pot Hi )
CC Pot W iper
CC Pot L ow
Di v A rc V (+)
Di v A rc V (-)
/Start - Stop (+)
/Start - Stop (-)
Stop Mo m NC
OK2 (cont act)
/ CNC Enabl e (+)
/ CNC Enabl e (-)
OK2 (cont act)
OK to M OV E (+)
OK to M OV E (-)
PILOT is ON
PILOT is ON
Prefl ow ON (+)
Prefl ow ON (-)
Hol d Start (-)
Hol d Start (+)
/ Plasma M arki ng (+)
/ Plasma M arki ng (-)
/ Corner Current Reducti on (-)
/ Corner Current Reducti on (+)
/ Cut Ex panded M etal (-)
/ Cut Ex panded M etal (+)
Spare #2 NO
Spare #2 NC
Spare #1b NO
1
2
3
4
5
6
7
8
9
10
11
12
TB2
1
2
3
4
5
6
7
8
9
10
11
12
TB1
1
2
3
4
5
6
7
8
9
10
11
12
TB2
+10V
ALL SW OFF f o r 5 0 : 1 ( d e f a u l t )
SW12 A ( 1 ) ON = 16 . 7 : 1 ( SC- 1 1 )
SW12 B ( 2 ) ON = 30 : 1
SW12 C ( 3) ON = 40 : 1
1 8
SW 12A
V OL TA GE D IV IDER
2 7
SW 12B
3 6
SW 12C
4 5
SW 12D
-
4
+
3
5
B
D C VO LT S
C ONTA CT S
18 V D C or Con tacts
SW6B
SW6A
OK TO MOVE SELECT
+18VDC
OK
Ult racut X T Simplified CNC
1
2
3
4
5
6
7
8
9
10
11
12
13
14
J54 - Rem ote HM I & CN C CO M M
7 - K ey Pl ug
1 - 24 V AC
2 - 24 V AC Re t
8 - Tx +
12 - Tx -
13 - Rx +
14 - Rx -
9 - GND
10 - GN D
RS 485
/ 422
Comm
(115)
(116)
(117)
(118)
(119)
(120)
Harness to CPU PCB
(100)
(108)
(109)
6-H M I Pl asma Enabl e SW
5-H M I Pl asma Enabl e SW
3- Jumper to 24 V AC
(101)
(102)
Harness to Relay PCB
J15-13 connects SC-11
chassis to PS chassis.
The COM M Ref at pin
8 is also for the SC-11

iSERIE 100 /200 /300 /400
A-8 ANHANG 0560956456DE
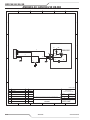
CNC-Anschlüsse
Start Bewegung
(OK-To-Move)
Schneidmaschinen CNC-Kabel
Stromquelle
Schutz
J15
1
3
4
9
6
7
8
13
14
12
5
OK-To-Move
2
(1)
3
4
9
6
7
14
12
5
2
START/STOP
*
( )
( )
( )
( )
( )
( )
( )
( )
( )
{
*
*
NC
..........
Quelle, 16 VDC, 10 ma.
...
Geteilte Lichtbogen V (-)
..........
..........
..........
Vorström
ON (+)
Vorström ON (-)
10
11
10
11
( )
( )
..........
Geteilte Lichtbogen V (+)
Eckstromreduzierung (-)
Eckstromreduzierung (+)
...
Relaiskontakte DCV (-)
der
(1A @ DCV (+)
120 VAC ( 15 - 18 VDC @
oder 28 VDC) bis zu 100 ma.)
* Masse der Spannungsversorgung nicht verwendet für CNC-Kabel
Schließen Sie keine Kabel 1 zu nichts.
** Kabel Abschirmung Kabel muss mit
Masse verbunden werden an die Maschine.
**
Art # A-11901DE
SW6
DC
(+)
18
19
17
15
16
23
24
22
20
21
28
29
27
25
26
33
34
32
30
31
37
35
36
10 K
(17)
(16)
(23)
(24)
(22)
(21)
(25)
(26)
(29)
(33)
(34)
(32)
(30)
(31)
(37)
(35)
(36)
Die Schalter, Relais,
Transistor mit offenem Kollektor, etc.
Ersatz aus Nr. 1 (b)
..........
..........
..........
..........
..........
..........
..........
..........
..........
..........
..........
..........
..........
..........
..........
..........
..........
Ersatz aus Nr. 1 (a)
Pilot ist AN (b)
Stop SW Ret
Pilot ist AN (a)
Relaiskontakte 1A @
120 VAC or 28
Stop SW (kurz-)
Stromfernsteuerung Poti niedrig (-)
Stromfernsteuerung 0-10V Signal oder Poti Wischer
Stromfernsteuerung Poti hoch (+10VDC)
/CNC Plasma Aktivieren (-)
/CNC Plasma Aktivieren (+)
/Angereichertes Metall schneiden (-)
/Angereichertes Metall schneiden (+)
/Plasma Markierung (-)
/Plasma Markierung (+)
/Hold Start(+)
/Hold Start(-)
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
Seite wird geladen ...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100




































































































ESAB and 400i Plasma Systems Benutzerhandbuch
- Kategorie
- Fahrwerkskomponenten
- Typ
- Benutzerhandbuch
Verwandte Artikel
-
ESAB 200i Benutzerhandbuch
-
-
ESAB CUTMASTER® A40 Automated Plasma Cutting System Benutzerhandbuch
-
-
-
-
ESAB CUTMASTER® A80 Automated Plasma Cutting System Benutzerhandbuch
-
ESAB iCNC Performance CNC Controller Benutzerhandbuch
-
-
Andere Dokumente
-
 Toparc KIT CNC-2 / CNC-3 Benchtop Standard Machine Kit Benutzerhandbuch
Toparc KIT CNC-2 / CNC-3 Benchtop Standard Machine Kit Benutzerhandbuch
-
Pitco Frialator SGH50 Benutzerhandbuch
-
Olympus TP-6 Benutzerhandbuch
-
Maico DPK EC Series Operating Instructions Manual
-
Benning BE-DB2 Bedienungsanleitung
-
Lamtec LT1 Schnellstartanleitung
-
Omega iSerie-Regler Bedienungsanleitung
-
 Elektrotechnik Schabus SHT 5001 Operating Instructions Manual
Elektrotechnik Schabus SHT 5001 Operating Instructions Manual
-
EDWARDS 5530M & 5530MHV Series Installationsanleitung
-
Follett Ice Pro EDB1000 Installation and Service Manual

